FM法在曲軸鍛造中的應(yīng)用
2012-09-27 01:09:48劉志華葉妮佳王玉紅馬廷威
大型鑄鍛件 2012年3期
關(guān)鍵詞:工藝
劉志華 葉妮佳 馬 謙 王玉紅 馬廷威
(1. 渤海石油裝備巨龍鋼管南京公司,江蘇210061;2.中冶京誠(營口)裝備技術(shù)有限公司,遼寧115004)
曲軸是機械傳動的重要部件之一,隨著安裝曲軸設(shè)備的更新發(fā)展,曲軸的性能要求也不斷提高,從而使得曲軸的生產(chǎn)難度越來越大。曲軸的工作環(huán)境特殊,承擔(dān)著設(shè)備的轉(zhuǎn)動帶來的震動、沖擊和大扭矩力等載荷,因此要求曲軸具有良好的力學(xué)性能。本文通過使用FM法,成功鍛造出了曲軸,并通過了檢驗。
1 曲軸毛坯
圖1為曲軸鍛造毛坯圖,材質(zhì)為35鋼,鍛后正回火后交貨。通過計算毛坯的重量為46 020 kg,根據(jù)我單位的實際情況采用76 t鋼錠鍛造生產(chǎn),利用率為60.6%,設(shè)備采用80 MN液壓機,鍛比為3.3。
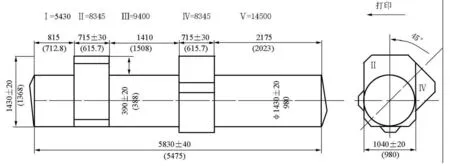
圖1 曲軸毛坯圖Figure 1 The blank drawing of crankshaft
2 制造工藝
2.1 工藝路線
由于曲軸性能要求很嚴(yán)格,所以在鋼錠冶煉時應(yīng)盡可能降低S、P等有害夾雜含量,采用真空冶煉,真空澆注,以提高鋼錠的純凈度,減少鋼錠的偏析、縮孔等缺陷。
工藝路線:電爐(真空冶煉)→鑄錠(真空澆注)→熱送鍛造廠→鍛造→鍛后熱處理→探傷→交貨。
2.2 鍛造工藝
本鍛件用76 t鋼錠生產(chǎn)。為了保證鍛合鋼錠內(nèi)部的孔洞與疏松,破碎鋼錠中的鑄態(tài)組織,使鋼錠內(nèi)部能夠被完全壓實并得到致密的組織,我們結(jié)合公司現(xiàn)有附具情況,決定采用1 200 mm上平砧和平臺進行FM法鍛造。
第一火次:壓鉗口,倒棱,去錠底。
第二火次:鐓粗鋼錠至高1 500 mm,直徑約2 500 mm。應(yīng)用FM法拔方□1 700 mm,道次壓下量見表1。滿砧進給,每道次結(jié)束后翻轉(zhuǎn)90°再壓。
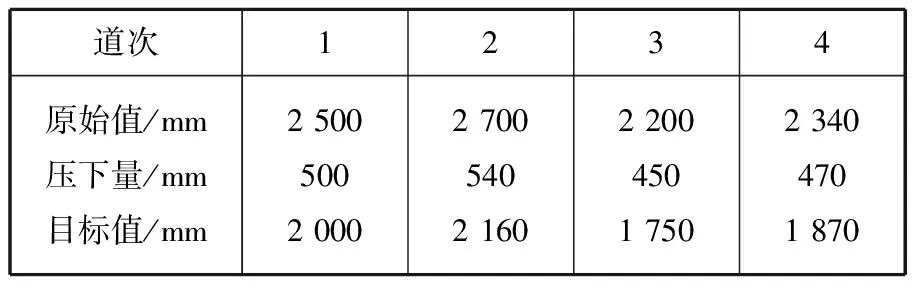
表1 道次制度表Table 1 Pass system table
第三火次:歸圓至?1 700 mm,拔長Ⅳ+Ⅴ到扁方1 500 mm×1 100 mm。
第四火次:如圖2,坯料順時針旋轉(zhuǎn)45°,拔長Ⅰ+Ⅱ+Ⅲ到扁方1 500 mm×1 100 mm,拔長各段至鍛件尺寸,精整出成品。
2.3 生產(chǎn)中注意的幾個問題
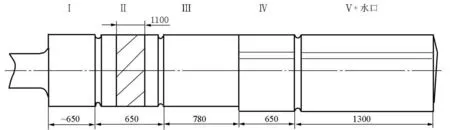
圖2 分料圖Figure 2 The division diagram
該曲軸為兩拐曲軸,看似簡單,但性能要求較高,鍛造的時候也比較困難,主要注意以下問題:
(1)壓下的時候一定按照道次壓下表中的數(shù)據(jù)進行壓下,保證對大型鋼錠的心部壓實。
(2)鍛造過程中砧與砧之間的搭接量應(yīng)在100 mm左右。如果在砧與砧之間沒有搭接量,則該區(qū)域就得不到充分壓實。
(3)在鍛制第四火時要注意中間Ⅲ部分的分料。在鍛制Ⅰ、Ⅱ部分之前,要注意把Ⅳ、Ⅴ的底部平面處先與砧面平行,然后利用操作機控制機構(gòu)翻轉(zhuǎn)45°,注意鍛件的翻轉(zhuǎn)方向正確。
(4)拐的倒角部分容易鍛不出來,操作時注意勤測量。
(5)鍛制Ⅲ部分時注意防止產(chǎn)生折疊。
(6)在壓實結(jié)束的時候換成650 mm寬的平砧進行分料鍛造精整。
(7)加熱的時候要均勻,防止出現(xiàn)陰陽面。
(8)鍛造過程中若出現(xiàn)裂紋要及時吹氧清理或留出余量,防止出現(xiàn)廢品。
3 鍛件檢驗
鍛后熱處理出爐后進行尺寸檢查,其余部分符合鍛件圖紙要求,只有Ⅳ的倒角部分有一點沒有鍛出來。與廠家協(xié)商后決定采用打磨、補焊和熱處理的方式解決。補焊后去應(yīng)力退火工藝如圖3所示。探傷檢驗結(jié)果證明鍛件內(nèi)部質(zhì)量良好,完全滿足廠家的技術(shù)要求。
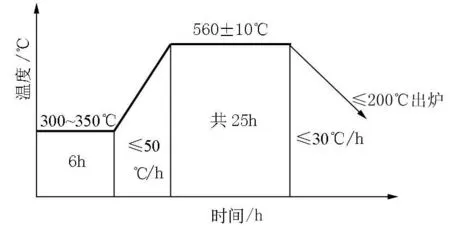
圖3 補焊去應(yīng)力退火Figure 3 Annealing for stress relief after repair welding
4 結(jié)論
通過雙真空冶煉保證了鋼錠的冶金質(zhì)量。采用FM法鍛造,減少了大鋼錠內(nèi)部的缺陷,提高了鍛件的內(nèi)部質(zhì)量。通過操作機翻轉(zhuǎn)達到翻轉(zhuǎn)角度的目的,減少了生產(chǎn)工序,降低了生產(chǎn)難度。生產(chǎn)出來的曲軸鍛件滿足廠家技術(shù)需求。
[1] 謝懿.實用鍛壓技術(shù)手冊[M].北京:機械工業(yè)出版社,2003.
[2] 肖廣林.曲軸坯42CrMoA鍛造工藝探索[J].天津冶金,2007(1):23-24.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52