芯棒去應力退火工藝的研究
2012-09-27 01:11:26王曉明李成鑫
大型鑄鍛件 2012年3期
王曉明 李成鑫
(天津賽瑞機器設備有限公司,天津300301)
芯棒是一種用于無縫鋼管擴孔定型的重要工具。我國作為一個無縫鋼管生產大國,芯棒的大規模國產化已迫在眉睫。由于國內生產芯棒的經驗較少,在生產中出現很多問題。其中一個問題就是由于內應力的作用,在生產芯棒的過程中,往往會在機加工序出現粗車后芯棒變彎的現象。文章對芯棒去應力工藝進行了試驗研究,以解決芯棒機加工后變彎的問題。
1 試驗分析
1.1 芯棒變彎原因
機加工芯棒變彎是內應力造成的,這里的內應力分兩部分:(1)加工時產生的內應力。芯棒使用車床加工時,車刀作用在工件上會產生車削應力,如果芯棒很直,車削力均勻的作用在芯棒的圓周上,分布均勻,達到平衡狀態,芯棒會越車越直。但當芯棒本身存在彎曲度時,車刀就會車削不均勻即偏心車,這樣芯棒圓周的車削量不同導致作用在芯棒圓周上的車削力不均勻,受力不均就會產生內應力。芯棒的彎曲度越大,車削越不均勻,產生的內應力越大,當內應力達到一定程度后,大于芯棒的屈服強度時,芯棒就會變彎。(2)加工鍛造鋼材在冷卻過程中,因表面和心部冷卻速度不同所造成的內外溫差會產生殘余內應力。這種內應力與后續工藝因素疊加,易使工件發生變形[1]。芯棒必須要經過矯直以減少變形量為后續機加工做準備,但矯直時矯直機的壓力會使芯棒內部產生內應力,芯棒矯直后必須去應力退火。如果不能很好的消除芯棒機體中的應力,機加工過程中應力釋放就會導致芯棒變彎。所以控制芯棒機加工前的彎曲度(下文簡稱原始彎曲度)以及確保芯棒的內應力完全去除干凈是解決問題的唯一辦法,即確定一個合適的去應力退火工藝。完整的去應力工藝參數包括升溫速率、退火溫度、保溫時間、冷卻方式。影響芯棒去應力質量的兩個主要參數為退火溫度和保溫時間。本試驗分兩步,第一步確定合適的退火溫度,以保證芯棒原始彎曲度在合適的范圍,第二步確定合適的保溫時間,以保證芯棒內應力完全去除干凈。
1.2 試驗參數的設計
內應力的去除程度取決于退火溫度及保溫時間。一般來說,在進行去應力退火時,溫度過低,工件不會在短時間內完成局部應力松弛的塑性變形,所需保溫時間很長。常溫也可以起到去除內應力的效果即時效,但時間太長,一般需要幾個月,不適用于生產。溫度越高,所需保溫時間越短,應力去除越徹底,但也不能太高,以免發生金屬組織結構變化。所以一般低于Ac1線以下100~200℃[2]為宜。
1.2.1 去應力溫度的確定
芯棒材料為H13鋼,H13鋼的Ac1溫度為860℃,而奧氏體化后回火溫度一般為 550~650℃。為了不影響工件的力學性能并保證芯棒的回火索氏體組織,去應力溫度需低于回火溫度,因此將去應力溫度定為360~500℃。
1.2.2 保溫時間的確定
確定去應力溫度后,還要有足夠的時間保證局部塑性變形和應力的釋放。而保溫時間與工件有效加熱面積(本試驗所選材料全部為棒材,故有效加熱面積為試驗材料的直徑)有關,工件有效加熱面積越大,所需保溫時間越長。本次試驗芯棒的直徑為271 mm,根據經驗公式將保溫時間定為12 h~19 h。
2 試驗過程
2.1 確定合適的退火溫度
保溫時間不變,對退火溫度進行試驗,以確定最佳保溫溫度。GB/T16923—1997“鋼件的正火與退火”中規定去應力退火的允許溫度偏差為±25℃,因此我們在試驗中48支矯直后的?271 mm芯棒分為8組,每6支為一組,在360~500℃間,從360℃開始每增加20℃作為一種保溫溫度。具體保溫溫度如表1所示。工藝結束后待芯棒冷卻到室溫,用檢測臺架與百分表檢測彎曲度,試驗結果如表2所示。用車床對48支芯棒進行車削加工,加工后再次測量彎曲度,得到不同溫度所對應的彎曲度。

表1 保溫溫度Table 1 Holding temperature
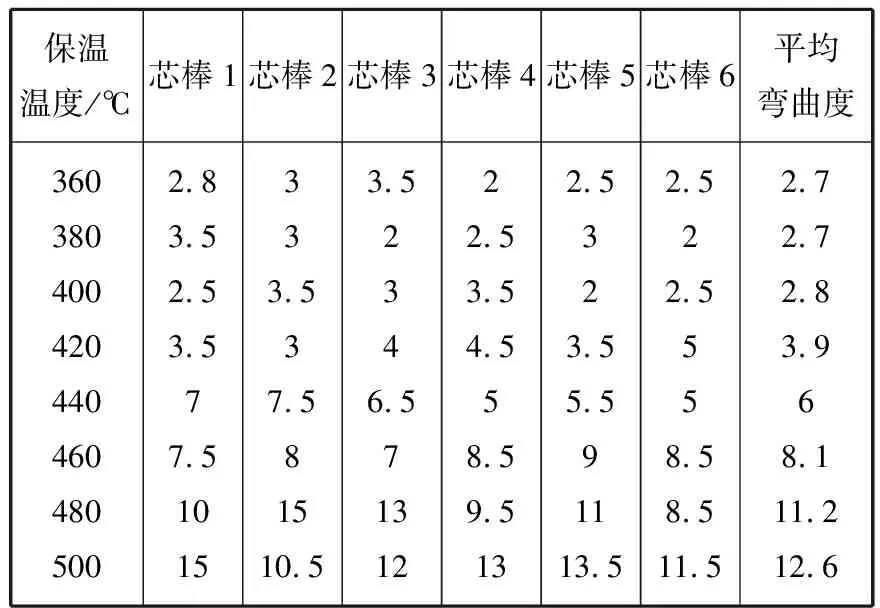
表2 保溫時間相同、保溫溫度不同條件下芯棒彎曲度的試驗結果(單位:mm)Table 2 The test results of mandrel bending under same holding time and different holding temperatures (unit: mm)
2.2 確定合適的保溫時間
退火溫度不變,對保溫時間進行試驗,以確定最佳保溫時間。為了具有代表性,同樣將48支矯直后的?271 mm芯棒分為8組,每6支為一組。保溫時間在12 h~19 h之間,從12 h開始每增加1 h作為一種保溫時間。具體保溫時間如表3所示。工藝結束后待芯棒冷卻到室溫,用檢測臺架與百分表檢測彎曲度,結果如表4所示。用車床對48支芯棒進行車削加工,加工后再次測量彎曲度,分析保溫時間與加工后彎曲度的關系。
3 試驗結果分析
保溫溫度相同保溫時間不同條件下芯棒彎曲度的試驗結果見表4。

表3 保溫時間Table 3 Holding time
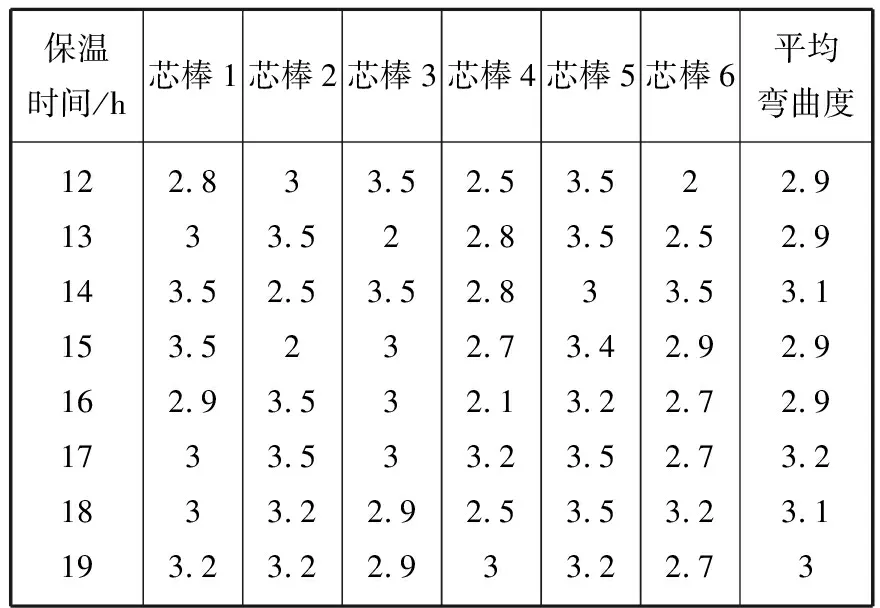
表4 保溫溫度相同保溫時間不同條件下芯棒彎曲度的試驗結果(單位:mm)Table 4 The test results of mandrel bending under same holding temperature and different holding times (unit: mm)
從表2可以看出,在同樣的保溫時間的情況下,當去應力溫度大于420℃時,芯棒去應力后彎曲度明顯增大,小于420℃時,芯棒去應力后彎曲度基本不變。這是因為芯棒的屈服強度一般隨著溫度升高而下降,存在較大內應力的芯棒被加熱,溫度升高時,其屈服強度會降低。當屈服強度小于內應力時,材料內部組織就會發生屈服,釋放應力,直到殘余內應力與屈服強度達到平衡。去應力退火就是基于這個原理,溫度過高,屈服強度過低,芯棒在內應力的作用下就會變形,溫度越高,變形量越大。從圖1可以看出,當去應力溫度小于400℃時,芯棒的加工后彎曲度明顯變大,這是因為去應力溫度過低,芯棒內應力沒有釋放完全,沒有起到去應力退火的作用,在車削加工過程中殘余內應力釋放導致芯棒變彎。當去應力溫度大于440℃時,芯棒加工后彎曲度也明顯變大,這是因為芯棒加工前原始彎曲度過大(見表2),芯棒車削加工時偏心車,車削量不均勻產生新的內應力,導致芯棒變彎。因此去應力溫度在400~440℃之間比較合適,420℃為最低點,故芯棒去應力退火的最佳保溫溫度為420℃。

圖1 去應力溫度與加工后彎曲度關系Figure 1 The relationship between stress relief temperature and bending after machining
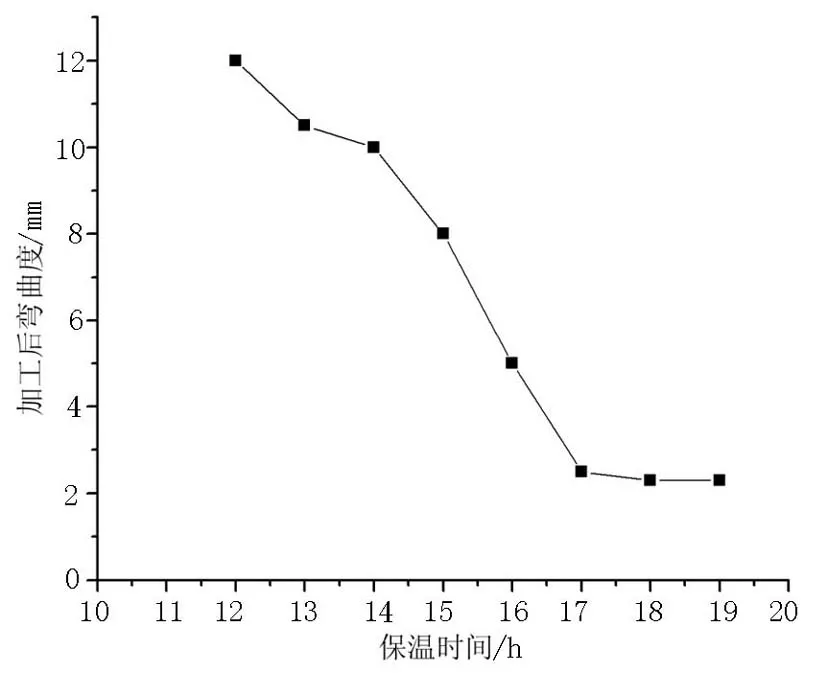
圖2 去應力時間與加工后彎曲度關系Figure 2 The relationship between stress relief time and bending after machining
表4中數據為不同的保溫時間所對應的不同彎曲度。芯棒去應力退火保溫時間對原始彎曲度沒有太大影響。由圖2可知,芯棒加工后彎曲度在一定范圍內隨著保溫時間的增大而減小。這是因為在合適的去應力溫度下,保溫時間越長,芯棒的內應力去除越干凈,對后續機加工序的影響越小。當去應力保溫時間大于17 h后,芯棒加工后彎曲度控制在很小的范圍內,可以認為此時芯棒殘余內應力很少,不足以影響后續加工。考慮生產成本、生產周期等情況,將最佳去應力保溫時間定為17 h。
4 結論
試驗發現,芯棒最佳去應力退火工藝為在420℃保溫17 h。可達到完全消除芯棒組織內應力的目的。
[1] 陸興.熱處理工程基礎.北京:機械工業出版社,2007.
[2] 劉永剛,李顯,李少華.焊后去應力退火的機理及應用(J).金屬加工,2009.