基于PLC1200的槍彈長度檢測機智能化改造設計
2012-09-26 09:31:56叢培田
制造技術與機床 2012年4期
全 越 叢培田 韓 輝
(沈陽理工大學機械工程學院,遼寧沈陽110159)
目前生產中使用的5.8 mm槍彈彈長與合膛高度檢測線機,是多年前生產的純機械檢測機,缺點之一是檢測精度低,有合格品誤判和不合格品漏判的情況;缺點之二是機器是純機械組成,結構復雜,故障率高。為了提高設備的檢測精度和降低設備的故障率,應用非接觸檢測技術、自動控制技術[1]和智能控制技術[2]對現有設備機械進行技術改造,科學處理機械、電氣各部分的結合問題,使設備結構簡單,操作維護方便。采用直接式非接觸彈長檢測傳感器新技術[3],減少測量機構的機械傳遞、放大機構、機械配合和磨損等因素造成的累積誤差,以實現檢測機構的高精度、重復性和穩定性好、使用壽命長的優點。
1 檢測系統的總體方案設計
1.1 設備智能化技術改造方案
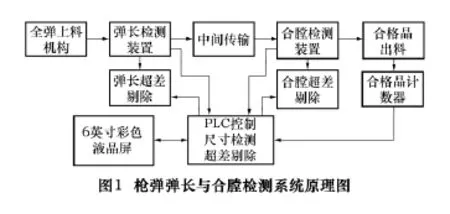
圖1為應用電子檢測技術、自動控制技術和智能控制技術對現有設備進行智能化技術改造的方案。其中彈長檢測裝置和合膛高度檢測裝置采用非接觸電渦流位移傳感器方式實現彈長超差數值檢測和合膛高度超差數值檢測;彈長超差剔除和合膛超差剔除結構采用數控快速三位電磁控制結構技術,實現快速準確的定位控制。在合格品出口加合格品計數器,將合格品的數量信息傳輸給PLC1200;應用液晶屏實現對彈長的測量、合膛高度的測量、實現彈長超差與合膛超差的剔除控制、合格品數量的數據管理和顯示[4]。
1.2 彈長與合膛高度超差量檢測結構改造方案
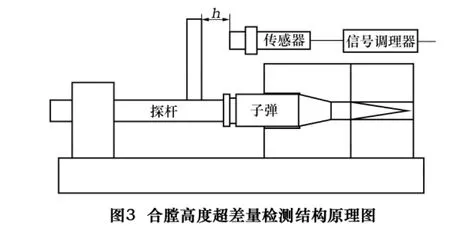
如圖2和圖3所示,采用高精度非接觸電渦流電磁位移傳感器進行反映超差量的探桿極近距離量h的測量,經過信號調理器的轉換,將機械量h變換為電壓量vh,以利于后續電路系統對信號的數字量轉換。變換過程中具有抗干擾技術,避免產生噪聲干擾;同時確保測試系統具有線性特性。
1.3 彈長與合膛高度超差的剔除
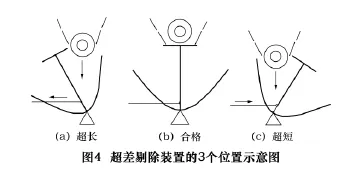
超差剔除裝置的3個位置,彈長超差剔除裝置如圖4所示的3個位置。產品合格,裝置處于中間位置,產品不剔除;產品超長,裝置處于左圖位置,不合格產品落入右側回收箱;產品超短,裝置處于右圖位置,不合格產品落入左側回收箱內。
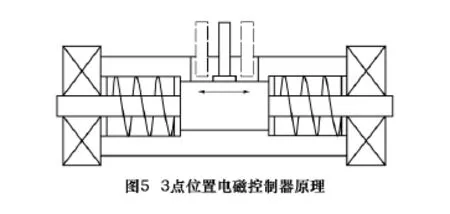
改造方案中采用圖5所示,3點位置電磁控制器,剔除機構在0.2 s以內實現中間常態位置與端點位置的移動和復位,應用了數字控制技術、電磁技術、機械互鎖機構、機械能機構恢復機構,實現檢測機連續改造過程中的穩定可靠和低故障率以及檢修的便捷性。
1.4 合格品計數器
槍彈生產中的準確計數對管理十分重要。系統中采用紅外高靈敏度光電傳感器,對出口的合格品進行檢測,每過一個合格品,檢測器準確產生一個正脈沖,并且傳輸給控制系統進行數據處理。
PLC1200控制系統是本設備的智能化技術改造的核心單元,系統由CPU、64k程序區、8k數據區、彩色液晶顯示器、鍵盤控制器和通訊記錄單元組成,實現對彈長與合膛高度測試單元的控制,和對剔除機構的控制[5]。
2 檢測系統的程序設計
在檢測系統硬件配置及傳感器標定完成后,利用PLC1200編制相應的程序,完成數據的采集、分析、比較、輸出指令、存儲和顯示。該程序主要包括檢測信號的采集、比較判斷控制指令的發出和數據的顯示3大部分。
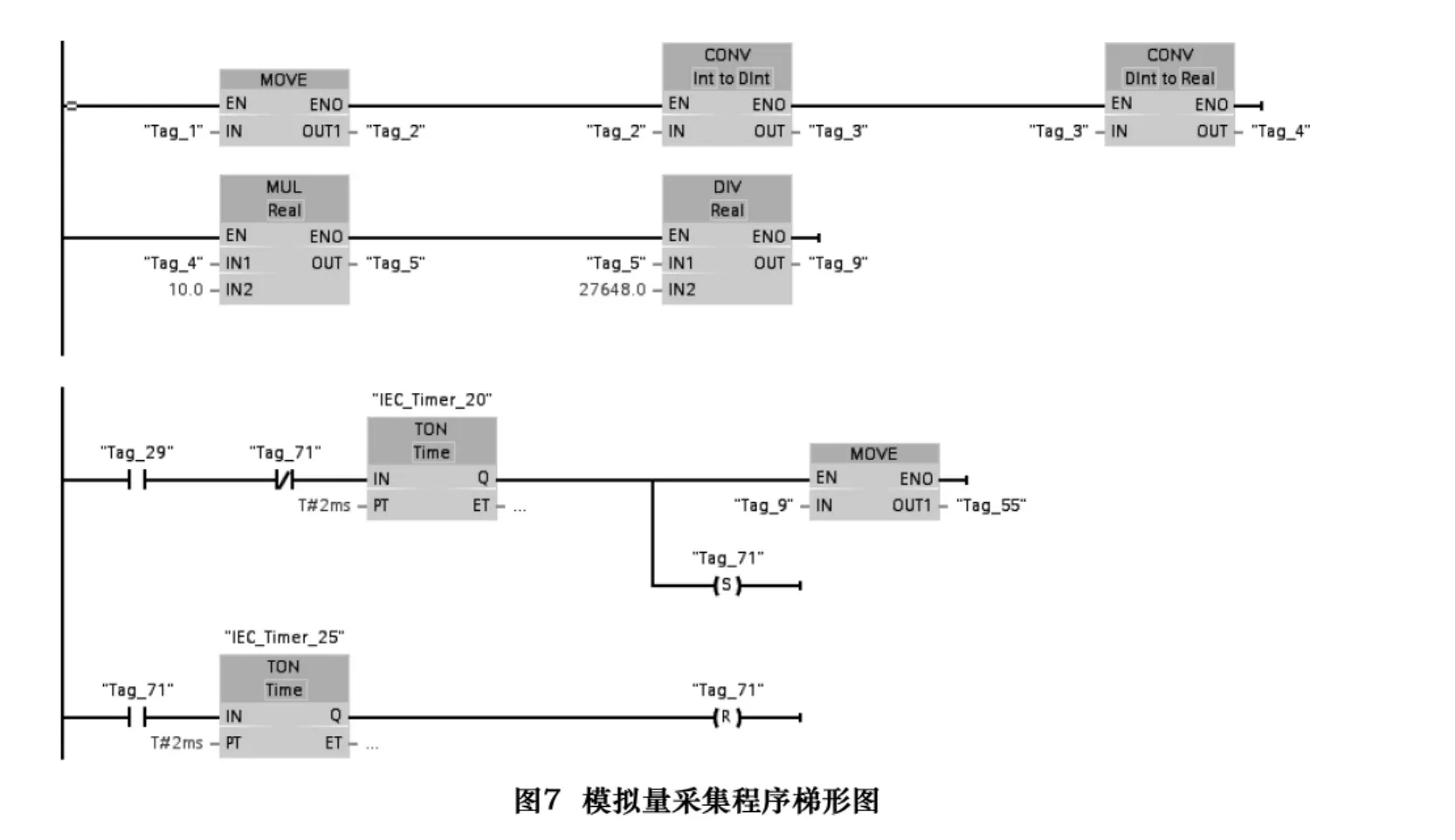
2.1 PLC1200的信號采集系統
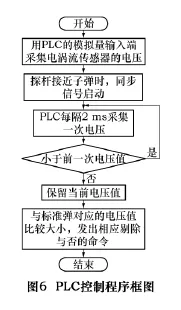
高精度非接觸電渦流電磁位移傳感器進行反映超差量的探桿極近距離量h的測量,經過信號調理器的轉換,將機械量h變換為電壓量vh后,通過PLC1200的AI通道輸入給CPU,輸入的電壓值,CPU每隔2 ms采集一次,梯形圖程序如圖7所示。
2.2 PLC1200比較判斷控制指令的發出系統
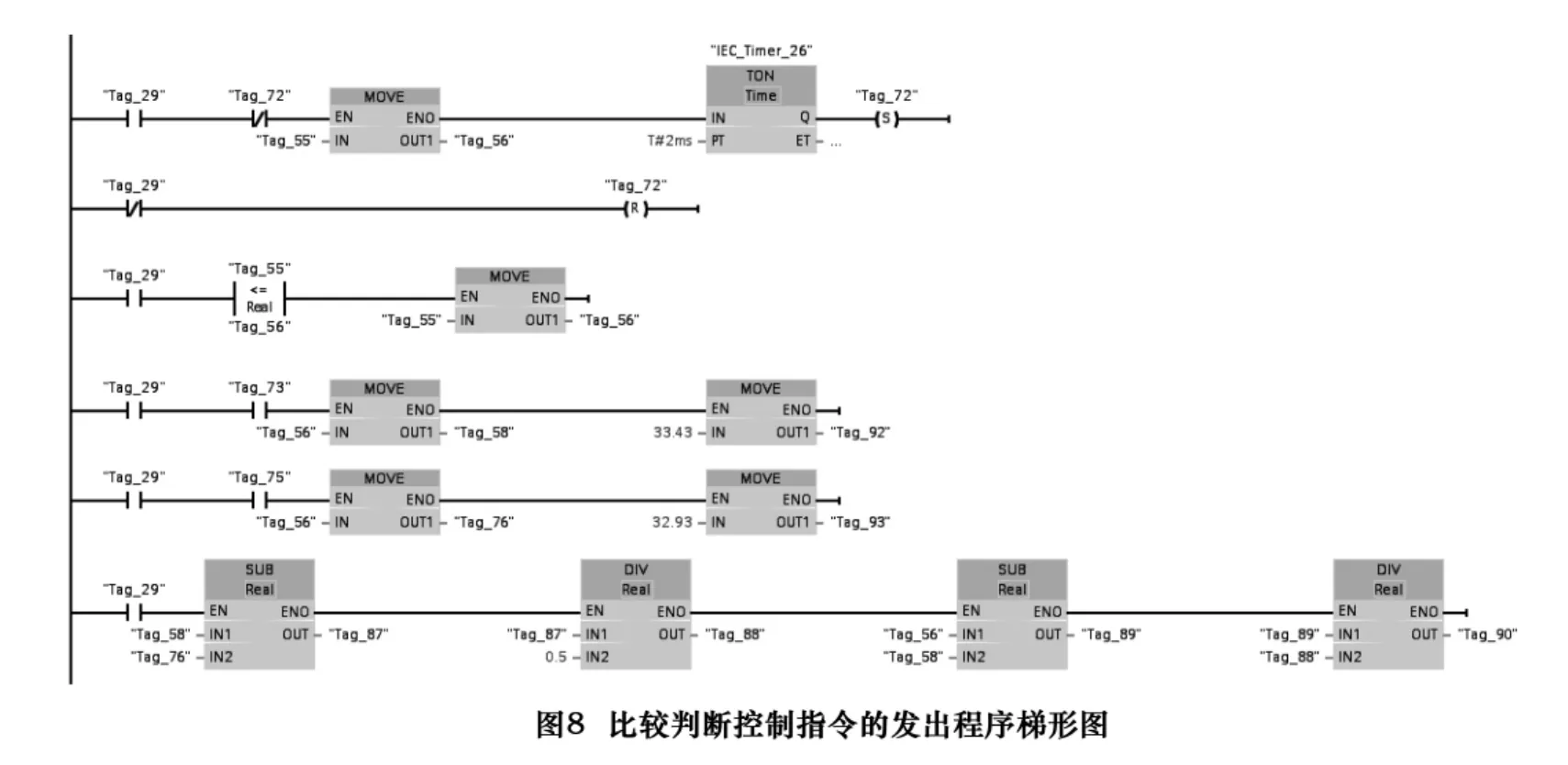
通過每次實時測得的最小電壓值與標準彈標定時測得的對應的電壓值比較大小,在范圍內為合格;超出上限或低于下限,均為不合格,PLC1200對應發出超長或超短指令,控制三點位置電磁控制器的不同線圈,實現剔除機構在0.2 s以內實現中間常態位置與端點位置的移動和復位[6]。梯形圖程序如圖8所示。
2.3 液晶屏顯示系統
液晶屏選用西門子品牌,通過以太網與PLC1200通訊,支持PLC編程語言,人機界面友好。
3 數據結果分析
本文論述的對現有設備機械改造最終實現的功能如下:實現對彈長測試單元的檢測;實現對合膛高度測試單元的檢測;實現對檢測數據的計算和處理,判定是否合格;實現對彈長剔除機構的控制;實現過程數據的顯示和存儲。
彈長的上限值為33.45 mm,下限為32.95 mm,通過本檢測系統,做了10組試驗,每組試驗件為超短、合格和超長彈各5發,總共150發彈,長、短檢測及全部動作準確,合格品誤判和不合格品漏判的情況為0,遠遠優于設備改造前2%~3%的誤判率。其中一組試驗數據結果如表1所示。試驗數據表明,此次改造給軍工企業帶來了性能明顯的高質量設備,同時改造成本低廉,開發周期短,使用簡單、直觀,比傳統的純機械檢測設備具有更高性價比,更加便于操作,降低工人勞動強度,為軍品質量帶來了可靠的保障。
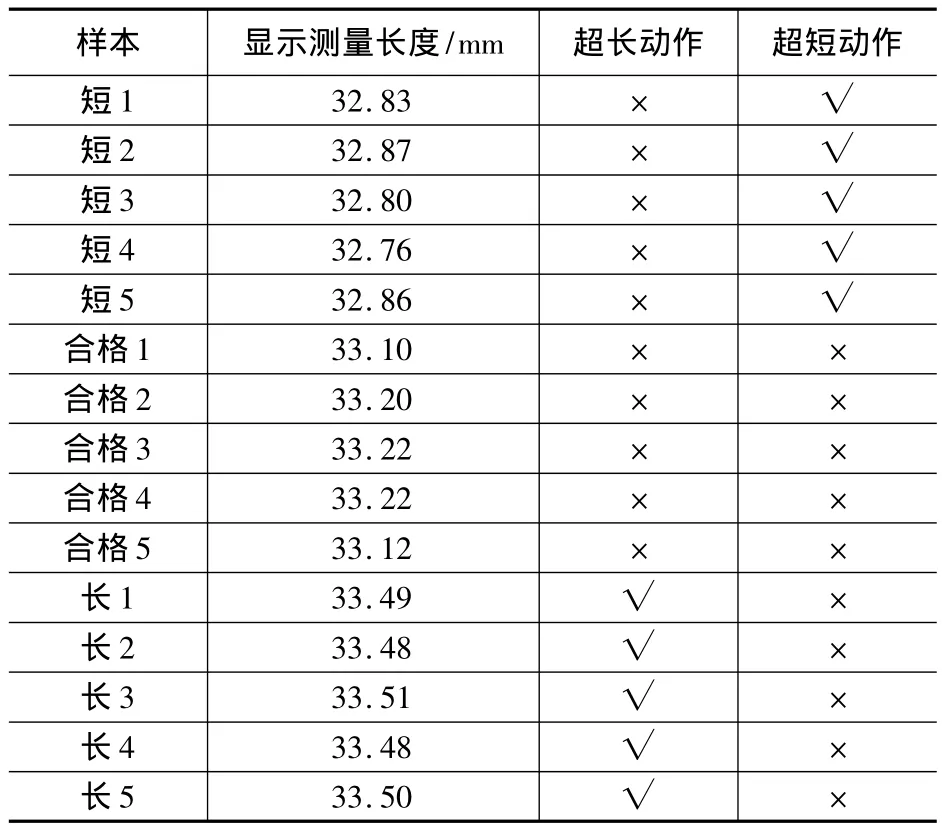
表1 彈長檢測值及剔除動作一覽表
[1]張春.深入淺出西門子S7-1200PLC[M].北京:北京航空航天大學出版社,2009:25-33.
[2]馮博,徐淑華.SIMATIC S71200可編程控制器技術特點[J].機械與電子,2010(23):120-121.
[3]強錫富.傳感器[M].北京:機械工業出版社,2001.
[4]廖常初.S7-1200PLC編程及應用[M].北京:機械工業出版社,2010:3-21.
[5]SIEMENS.SIMATIC S7-1200可編程控制器系統手冊[Z].2009:41-43.
[6]SiemensAG.SIMATIC S7-1200-micro controller for totally intergrated automation[Z].2009.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年8期)2020-05-25 09:07:38
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2019年7期)2019-04-25 13:16:50
電子制作(2018年11期)2018-08-04 03:26:08
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
工業設計(2016年12期)2016-04-16 02:52:00
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
消費者報道(2014年7期)2014-07-31 11:23:57
