基于802D SL數控系統斗笠式刀庫自動換刀程序設計
2012-09-26 09:31:48冉雪蓮
制造技術與機床 2012年3期
冉雪蓮
(西京學院數控中心,陜西西安710123)
自動換刀是加工中心的重要輔助功能,作用是將主軸中用過的刀具還回刀庫,又將需要的刀具從刀庫取到主軸中。要求準確、無誤、快速。
斗笠式刀庫具有結構簡單、成本低、易于控制和維護方便等優點,因此在中小型加工中心上得到了廣泛的應用。但是,在我們使用中發現,往往會出現亂刀現象,從而又會引起撞刀。這對數控機床安全和精度構成極大的危脅。
此程序基于西門子802D SL數控系統和BT40-16T的斗笠式刀庫,設計時充分考慮了各種因素。還刀時,一定將主軸中刀具還回原來的位置;取刀時,按程序指定刀號取刀。斷電后,刀庫當前刀位保存在保持存儲器中,不丟失。重新上電不需再回零。采用參數編程使程序易調整易維護。
1 控制要求
斗笠式刀庫自動換刀有3個基本動作,它們是:
(1)還刀:主軸上有刀具,將主軸上刀具直接還到刀庫當前位置上。
(2)取刀:主軸上無刀具,將目標刀具從刀庫取到主軸上。
(3)換刀:主軸上有刀具,先將主軸上刀具還回刀庫原來位置上,再將目標刀具取到主軸上。
斗笠式刀庫采用固定刀位管理,刀具號與刀庫刀位號相同,為了使用方便,我們對程序設計提出3點要求:
(1)刀庫只需回零一次(確定1號刀具位置)永遠記憶,以后不需回零。
(2)刀庫就近找刀,縮短換刀時間。
(3)加工期間,允許手動轉動刀庫,始終不會亂刀。
2 系統變量與用戶定義
802D SL數控系統為用戶程序設計提供了豐富的資源,靈活地使用這些資源會使程序設計簡單合理。
可用于刀庫程序設計的資源有:
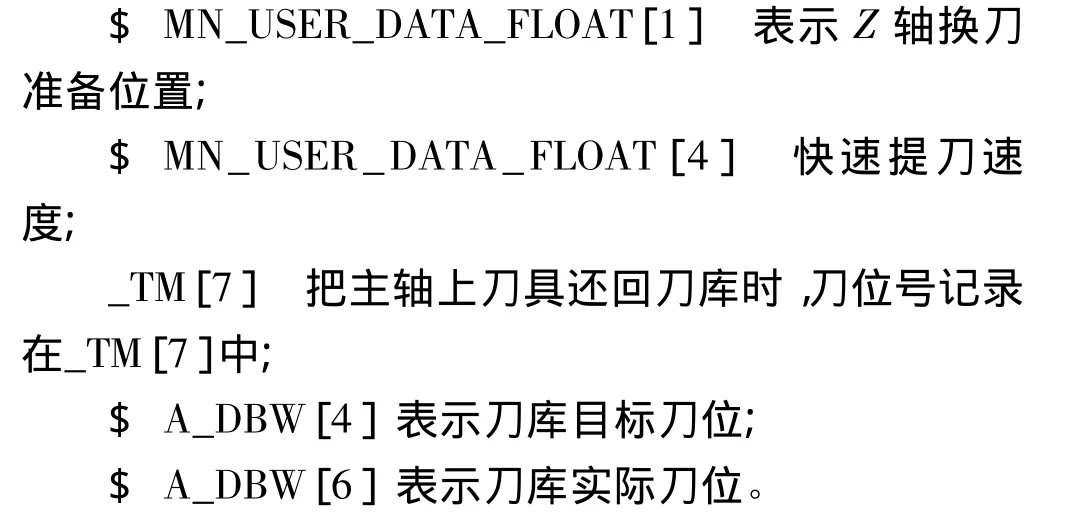
(1)PLC機床參數 $MN_USER_DATA_INT[n],整數(32 個);$MN_USER_DATA_FLOAT[n],實數(8個)。
(2)公共存儲器 VB49000000~VB49000511,512字節。
(3)用戶數據 _ZSFR[n]全局用戶數據40個,實數;_TM[n]全局用戶數據40個,整數。
通常采用PLC程序和換刀循環程序相結合完成各種換刀動作。由PLC完成的動作有:刀庫的伸出和縮回,主軸的松刀和緊刀,刀庫的正轉和反轉。由換刀循環程序完成的工作有:Z軸的定位,主軸的定向停及對各種刀庫動作控制等。
換刀循環程序和PLC程序是由不同的CPU執行的。802D SL為它們之間的聯系提供了512個字節的公共存儲器,它們的地址為 VB49000000~VB49000511,PLC程序可直接使用該地址編程。在換刀循環程序中定義了許多系統變量與之對應,而且必須用系統變量編程。
(4)系統變量 $A_DBB[n],字節型;$A_DBW[n],字型;$A_DBR[n],實數型。其中 n表示地址偏移量如:$A_DBB[0]與 VB49000000對應,8位;$A_DBW[4]與VB49000004對應,16位。它們的作用可由用戶定義。刀庫換刀共6個動作,定義如下:

換刀循環程序和PLC程序執行換刀動作是采取應答工作方式。換刀循環向PLC發出刀庫動作命令,PLC執行,執行完畢后,把完成信息反饋到換刀循環,換刀循環才繼續執行下面的程序。
我們定義系統變量$A_DBB[1]為命令完成應答字。PLC完成任務后,將 VB49000000的值傳送到VB49000001說明任務已完成。固定循環一旦發現$A_DBB[1]=$A_DBB[0],說明 PLC 命令已完成。
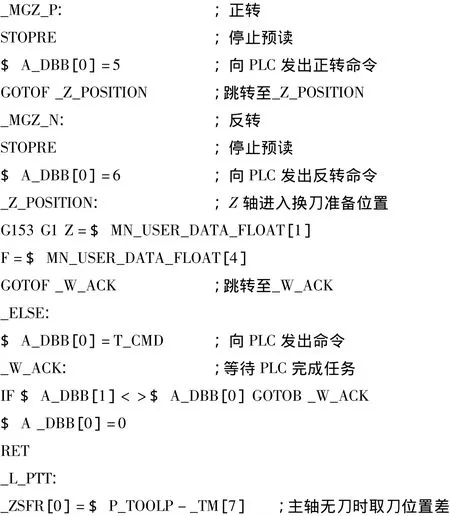
3 刀庫就近找刀原理
刀庫為了就近找刀,必須正確選擇旋轉方向,保證刀庫每次旋轉的刀位數不超過總刀位數的一半。一般根據目標刀位D目標和當前刀位D當前之差D差來判斷。
滿足正向旋轉的條件是:
D差>0且D差≤Dmax/2或者D差<0且D差<-Dmax/2
滿足反向旋轉的條件是:
D差>0且D差>Dmax/2或者D差<0且D差≥-Dmax/2
為了編制換刀循環程序,我們采用系統為用戶提供的用戶數據來表示上述值:
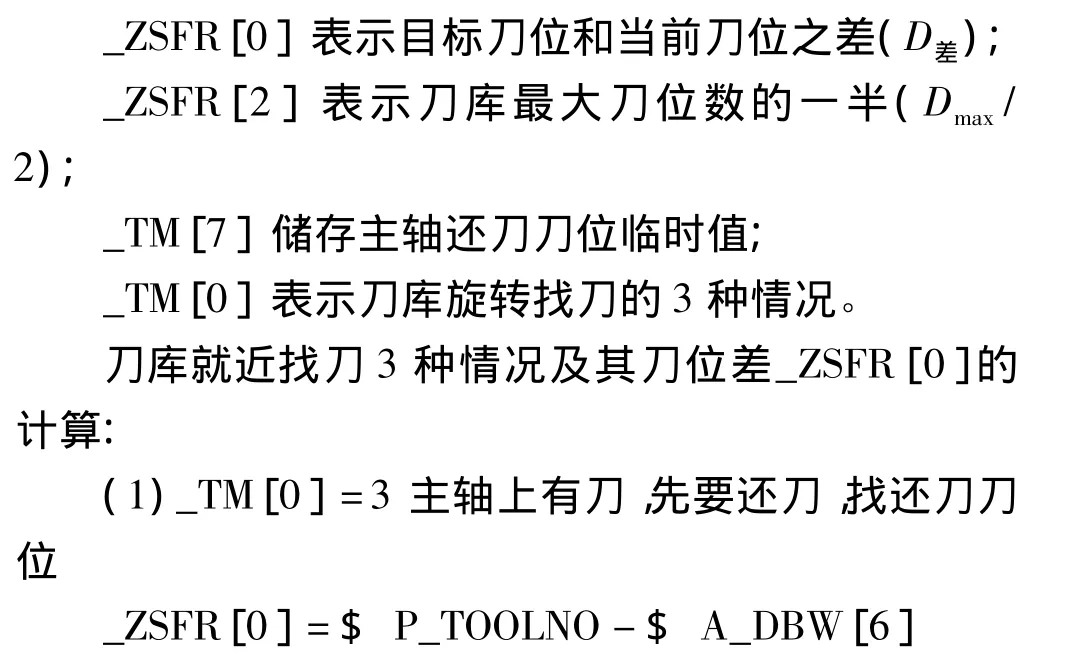
(2)_TM[0]=2主軸上有刀,已還過刀,找目標刀位

(3)_TM[0]=1主軸上無刀(T0),取刀,找目標刀位

式中:$P_TOOLP系統變量表示編程刀號;$P_TOOLNO系統變量表示主軸上當前刀號;$A_DBW[6]系統變量表示刀庫實際刀位。
判斷刀庫正轉公式:

判斷刀庫反轉公式:

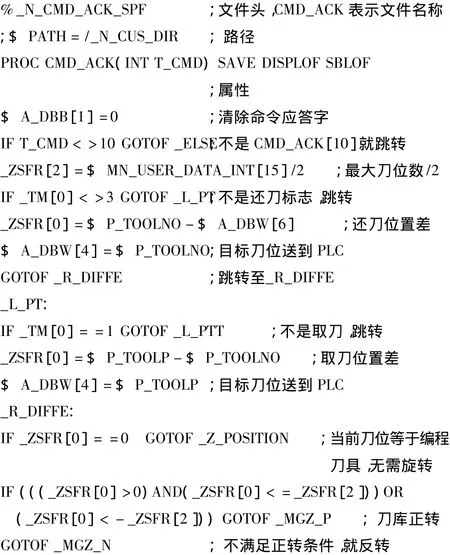
4 應答命令CMD_ACK(n)子程序的設計
斗笠式刀庫自動換刀有6個動作,為了實現這6個動作,制定了5條應答命令,它們是:
它們采用應答工作方式,由換刀循環發出命令,PLC執行,完成后,再執行下一步程序。這5條命令在一次換刀過程中要多次用到,執行過程基本一致,可編成一個子程序,即CMD_ACK(n)。其中,n為命令字。
為了編制應答命令子程序,我們再引入兩個PLC參數和3個用戶數據。
應答命令子程序:
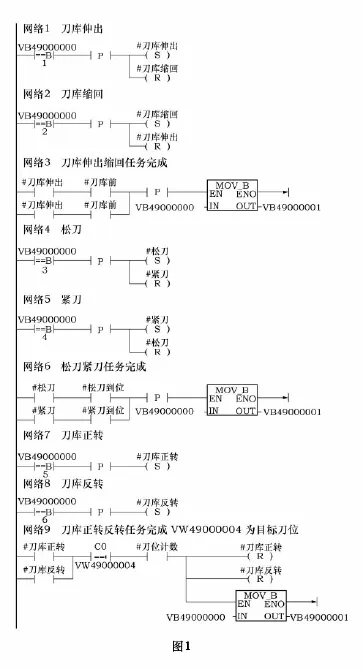

與應答命令CMD_ACK(n)子程序對應的PLC程序如圖1所示。
5 換刀循環程序設計
為了編制換刀循環程序,再引入兩個PLC參數和輔助指令M19。

換刀循環程序如下:
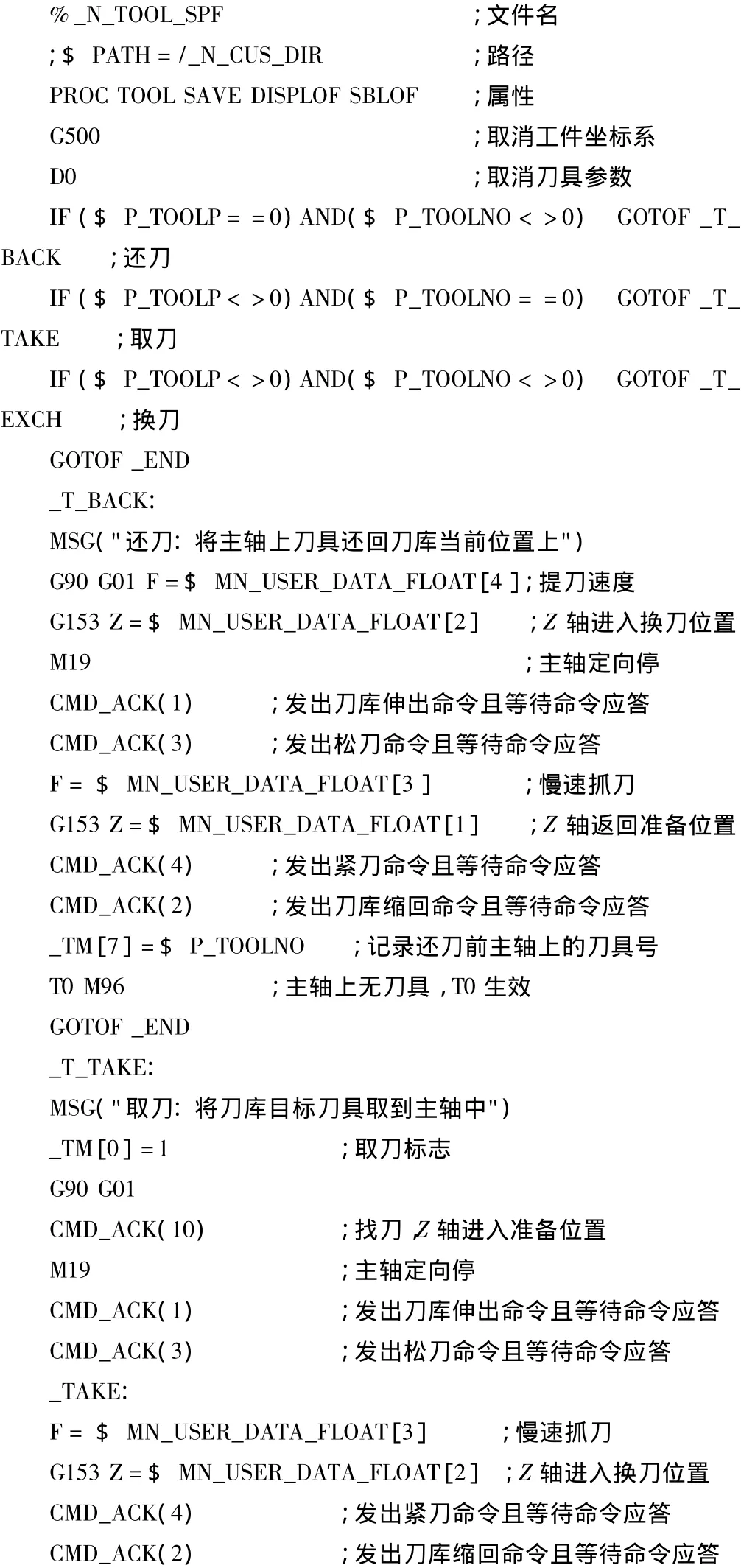
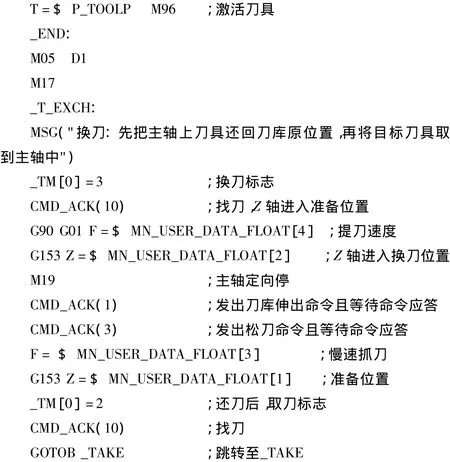
6 結語
此程序已在我院自主組裝的850B加工中心上完成調試,已投入使用并達到預期效果。不僅滿足使用要求且簡單易讀,程序維護方便。另外,讀者可根據自己機床的具體使用要求,在以上程序基礎上酌情添加測試方式的換刀控制程序,或加入一些安全判斷。
[1]王鋼.數控機床調試、使用與維修[M].北京:化學工業出版社,2006.
[2]SINUMERIK 802D Solution Line簡明調試手冊[Z].2008.
[3]SINUMERIK 802D Solution Line PLC 子程序庫說明[Z].2009.
猜你喜歡
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
中國衛生(2015年3期)2015-11-19 02:53:32
創業家(2015年10期)2015-02-27 07:55:08
創業家(2015年10期)2015-02-27 07:54:39