支承輥外露夾雜原因分析
2012-09-25 05:36:00趙春華巴鈞濤馮玉合中國第一重型機械股份公司鑄鍛鋼事業部煉鋼廠黑龍江604中國第一重型機械股份公司天津重型裝備工程研究有限公司天津300457
大型鑄鍛件 2012年5期
趙春華 巴鈞濤 馮玉合(.中國第一重型機械股份公司鑄鍛鋼事業部煉鋼廠,黑龍江604;.中國第一重型機械股份公司天津重型裝備工程研究有限公司,天津300457)
自2010年起,我公司生產的支承輥與軋輥在精加工序成批出現表面外露夾雜缺陷。夾雜外露多發生在一錠出多件的鋼錠上,如44 t錠出4件、63 t錠出6件時易出現外露夾雜。而48 t錠和63 t錠出一件或兩件的則很少或沒有出現夾雜外露的情況。據此分析可能與鍛件的拔長比有關系,即拔長比過大,鋼錠中固有的A型偏析向表面移動,在隨后的機械加工中容易暴露在表面。這是產生外露夾雜的外部原因。內部原因則是鋼錠的純凈度差,如鋼水純凈則不會出現如此嚴重的夾雜外露,外露夾雜的外觀形態見圖1。
多數外露夾雜存在于細的輥頸處,少數出現于輥身。UT探傷時不能發現,粗加工過程正常,基本都在精加工時發現。夾雜形態可歸納為細小條狀缺陷、彌散分布點狀缺陷和較大明顯帶有白色外露夾渣缺陷三種。
1 缺陷性質分析
1.1 取樣
對錠重為63 t的YB-70鋼支承輥進行了解剖。精加工時發現,在字端輥徑外表面局部有肉眼可見的夾雜缺陷。為確定缺陷性質,對該部位先用鋸床切取了?289 mm×200 mm試片,再用氣割方式軸向取下帶有外露夾雜的150 mm×100 mm×70 mm試塊(圖2),對外露夾雜面進行酸洗低倍檢驗,然后用鉬絲切割方式取了3個20 mm×15 mm×10 mm的金相塊,進行高倍檢驗。再用鉬絲切割方式把剩余試塊分解成兩個試塊,各在外露夾雜的對面用鉬絲切割縱向開出鋸口,打開斷口進行掃描電鏡分析。
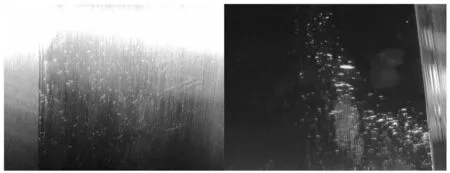
a) 點狀分布的外露夾雜 b) 較大且明顯帶有白色夾渣的外露夾雜圖1 支承輥外露夾雜外觀形態Figure 1 Configuration of exposed inclusions of backup roll
1.2 低倍檢驗
經酸洗后檢驗,類似多條短而細小的宏觀裂紋更加清晰可見(見圖3)。
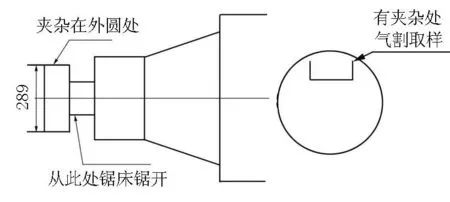
圖2 取樣部位示意圖Figure 2 The schematic drawing of sampling position
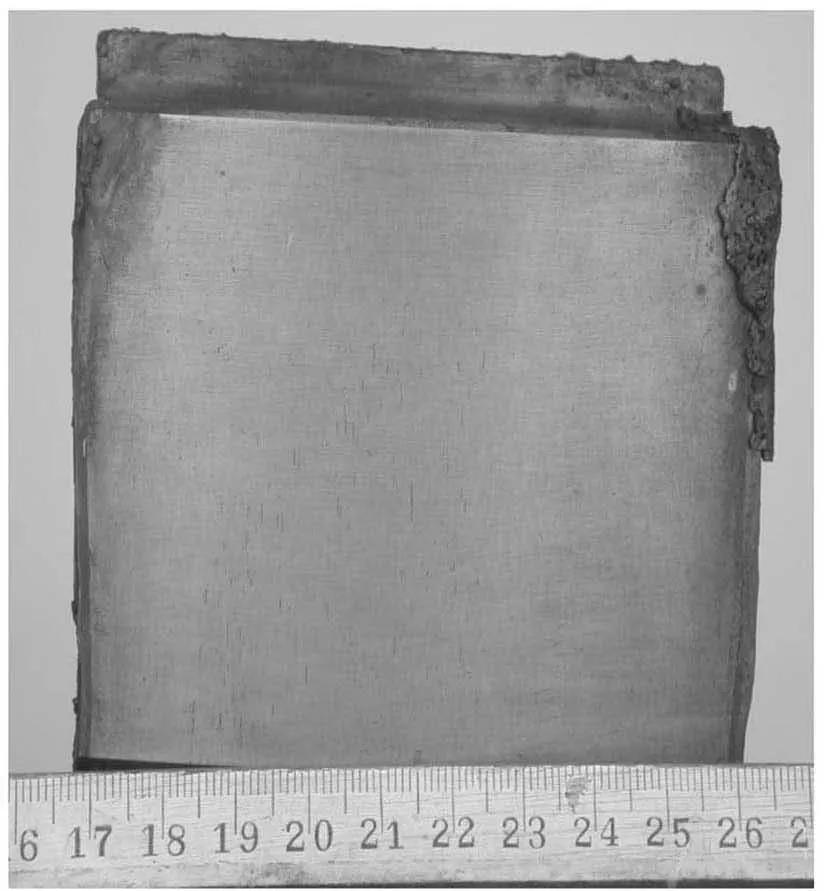
圖3 多條細小裂紋的缺陷表面 Figure 3 Defective surface with small cracks
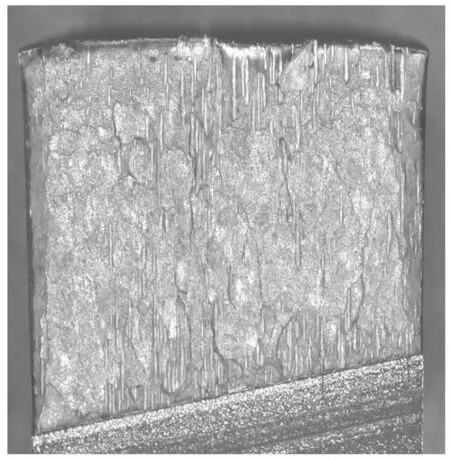
圖4 木紋狀斷口的宏觀形貌(4×)Figure 4 The macro morphology of wood grain shaped fracture(4×)
1.3 斷口檢驗
縱向斷口的宏觀形態為典型的木紋狀斷口,堆積在一起呈條帶狀分布的外來夾雜(夾渣)隨處可見(見圖4)。
1.4 高倍檢驗
縱向夾雜物檢驗結果為:硫化物細系0.5級,氧化鋁細系1級,硅酸鹽粗系>5級,球狀細系0.5級,橫向夾雜物的C類夾雜也同樣>5級。其分布特征為縱向呈條帶狀分布(見圖5),橫向呈密集型分布(圖6)。50倍下觀察到面積和含量這樣高的外來夾雜實屬少見。
1.5 掃描電鏡能譜檢驗
根據掃描電鏡能譜檢驗,堆積在條帶處的密集型夾雜以Ca、Si、Mg、F、Al、O為主的元素成分含量較高,其形貌特征是多數為沿縱向斷口呈密集型長條狀分布(見圖7~圖9)。據此,可以斷定,夾雜的成分中存在精煉渣。
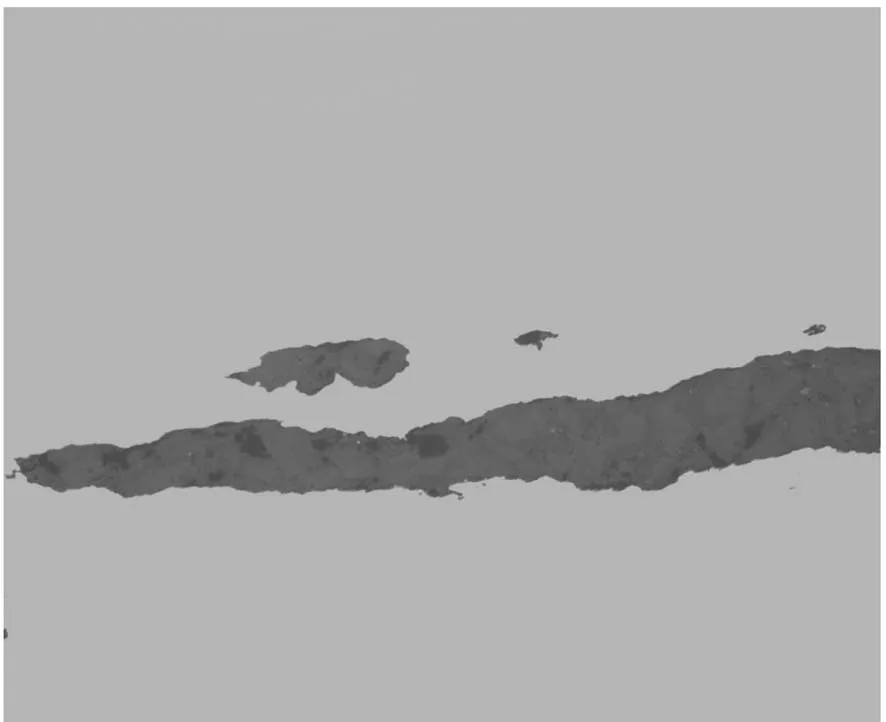
圖5 外來夾雜縱向分布(50×) Figure 5 The longitudinal distribution of foreign inclusions(50×)
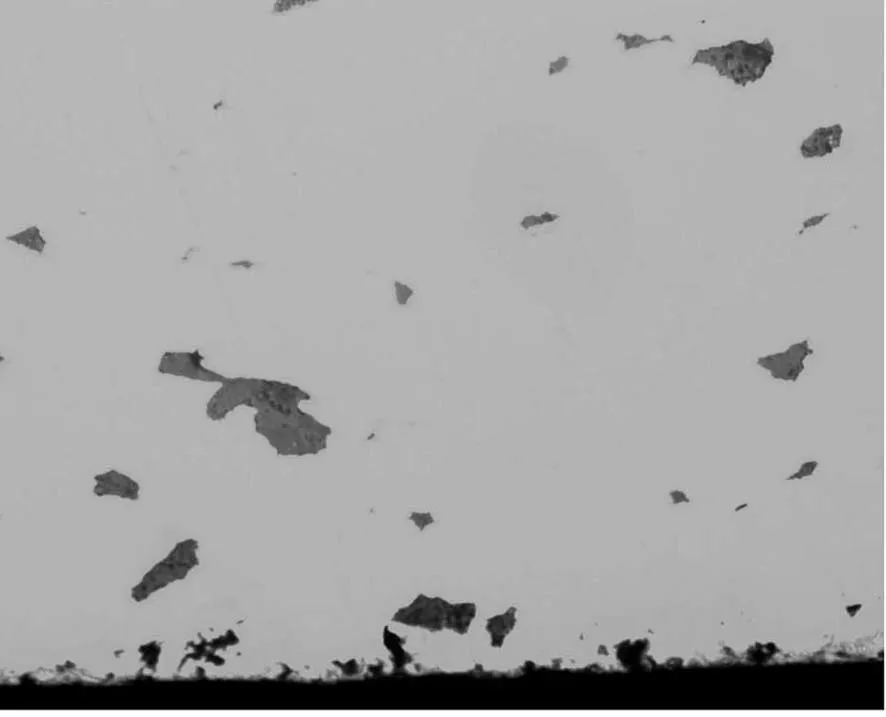
圖6 對應縱向部位的橫截面外來夾雜Figure 6 The foreign inclusions in cross section corresponding to vertical position
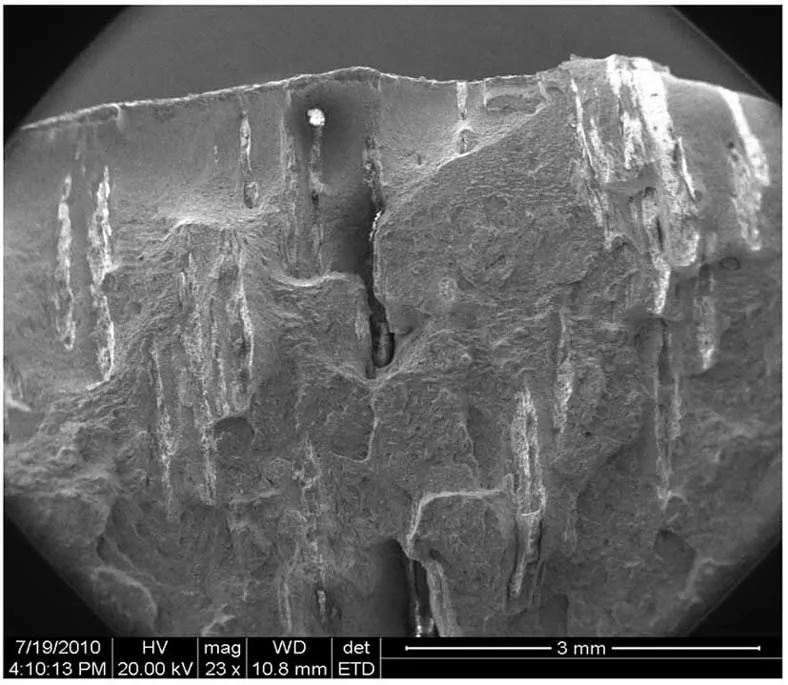
圖7 條狀夾渣(23×)Figure 7 The strip inclusions
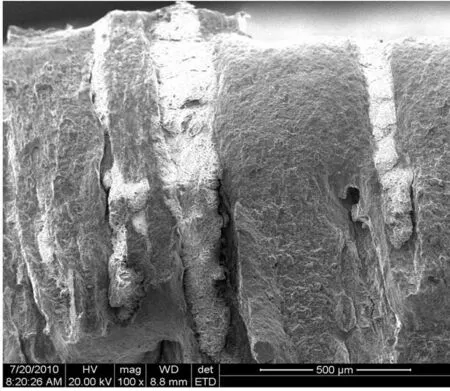
圖8 呈灰白色條帶狀分布的外來夾渣(100×)Figure 8 The offwhite band shaped distribution of foreign inclusions (100×)
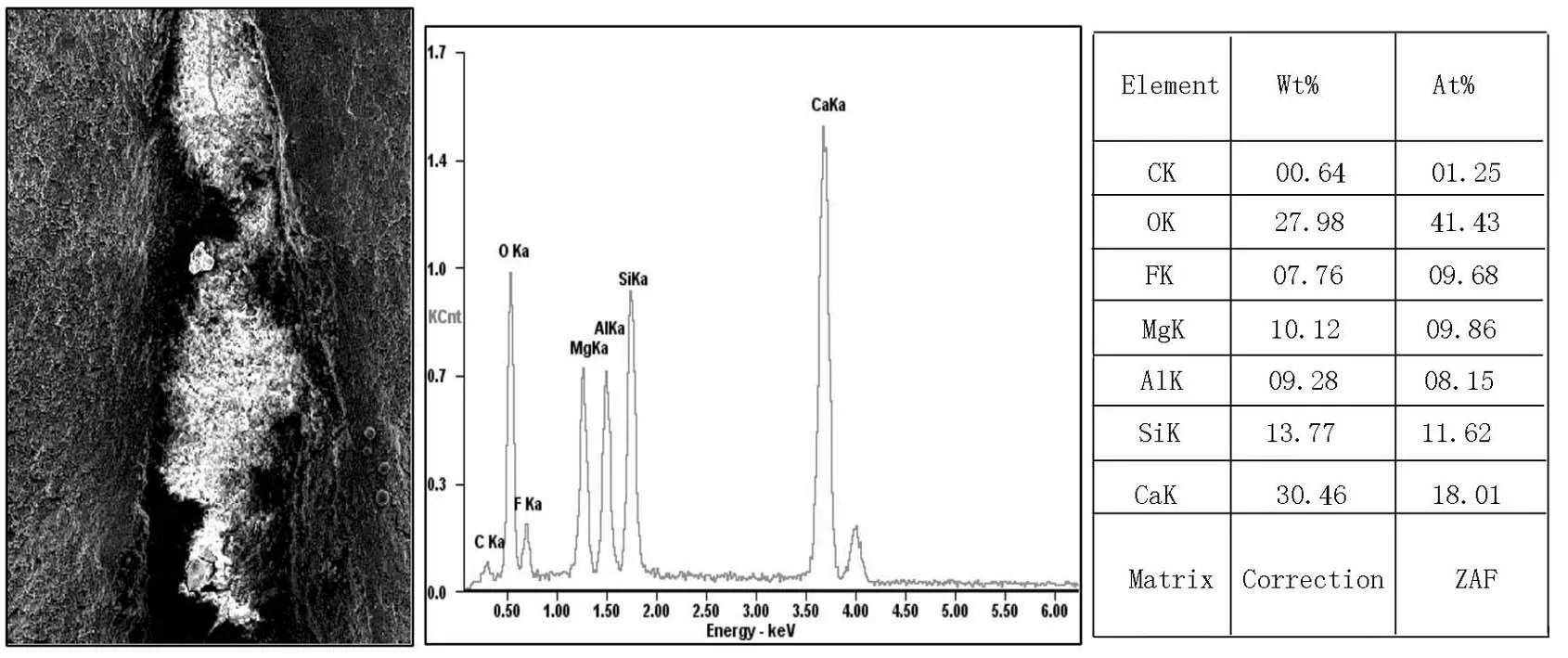
圖9 夾渣處局部能譜成分檢測結果Figure 9 The EDS test results of local slag inclusion position

CSiMnPSCrNiMoV0.48~0.580.40~0.700.40~0.70≤0.015≤0.0154.50~5.500.40~0.500.45~0.600.10~0.20
2 冶煉工藝
2.1 化學成分
YB-70支承輥的化學成分見表1。
2.2 冶煉工藝
電爐提供粗煉鋼水→精煉爐真空精煉→真空澆注鋼錠。精煉爐在鋼水受鋼前,在包底加入錳鐵或鋁塊進行預脫氧。石灰∶螢石=4∶1造高堿性渣。用碳粉、硅鐵粉、硅鈣粉擴散脫氧,不用鋁粉。粉狀脫氧劑在渣料加入后分兩批加入,溫度達到1 560℃以后調整合金成分。成分達到要求后將溫度升至1 650℃進入真空工位,在266.644 Pa以內保持20 min。真空結束后升溫至1 560~1 570℃,按劑量0.5 kg/t加入硅鈣塊終脫氧,然后出鋼。鋼錠采用真空澆注,真空度不大于66.66 Pa,澆注溫度1 520~1 540℃。
3 討論分析
根據掃描電鏡分析結果,夾雜物為各種元素的氧化物,元素中含有很高的F、Ca、Mg。可以判斷,其成分中含有精煉渣,但同時不能否定有內生夾雜存在。
鋼錠夾雜物分為內生夾雜與外來夾雜兩種,降低鋼錠內生夾雜的主要方法有:加強精煉爐的脫氧,降低鋼水中的含氧量;真空后進行軟吹,使小顆粒夾雜物有充分上浮的時間;澆注時注意保護,防止鋼水二次氧化;選擇合適的澆注溫度,使進入鋼錠模的夾雜物可以良好上浮。而減少外來夾雜的方法有:澆注系統的清潔干燥以及防止澆注時的卷渣進入等。
根據分析,由于精煉包內的精煉渣被直接卷入到鋼錠模內造成外露夾雜的可能性幾乎為零,而由于精煉鋼水夾雜物未充分上浮、中間包內沖刷的渣子隨鋼流進入鋼錠模的可能性很大。因此,控制支承輥產生外露夾雜的思路要從提高精煉鋼水純凈度及減少隨中間包內鋼水進入鋼錠模內渣子數量著手。
3.1 精煉鋼水的純凈度
3.1.1 精煉爐擴散脫氧
為了保證爐渣的良好還原性,我們對冶煉工藝進行了優化調整。要求必須保證渣的堿度、粘度和一定的流動性。粉狀脫氧劑沒有進行調整,仍然以碳粉、硅鐵粉和硅鈣粉進行擴散脫氧,為了延長在白渣下精煉的時間,在白渣形成以后,要每隔15 min~20 min繼續向爐內加入20 kg左右的粉狀脫氧劑,確保渣中較低的FeO、MnO含量。
3.1.2 強化出鋼前的軟吹
從2011年起,我們認識到出鋼前軟吹對小顆粒夾雜物上浮的重要性。在終脫氧喂完線以后,馬上將氬氣流量調到標準狀況下的40 L/min以下軟吹15 min,并且在軟吹后不能二次送電。這樣就保證了鋼水中細小夾雜物的充分上浮。
3.2 鑄錠環節夾雜物的控制
3.2.1 中間包清理
隨著生產節奏的加快,鑄錠準備工作時間越來越短,澆后中間包不能及時翻包,造成中間包底粘渣嚴重,在循環使用時清理不凈。另外,在中間包周轉使用時,由于水口方磚炸裂而更換新方磚后,方磚處用剛玉澆注料打結的面積太大,不易打牢,在澆注時會隨鋼水進入鋼錠模,來不及上浮而流在鋼錠中就增加了外露夾雜的風險。
澆注時中間包內夾雜物流場模擬見圖10。在澆注過程中,夾雜物隨鋼水進入中間包后,沿包底向包壁運動,再沿包壁返向鋼水表面,部分大顆料夾雜被吸附去除,但還有大部分夾雜物會隨著鋼水的循環流動與鋼水混合在一起。模擬結果顯示,對于鋼錠危害較大的尺寸為200 μm的夾雜物隨鋼液進入鋼錠模的幾率為43%。
當中間包底存在未清理干凈的殘渣時,鋼液澆入后,粘層熔化,部分大顆粒夾雜可以上浮,但多數的夾雜會隨著鋼水在包內循環流動而混合。當中間包注滿鋼水開澆后(大約4 min ),這些夾雜物便會進入鋼錠模。如果在4 min內包底殘渣來不及全部上浮的話,會有很多的大顆粒夾雜物隨后續澆入的鋼水直接從水口澆入到鋼錠模內。因此,澆注前一定要清理中間包。
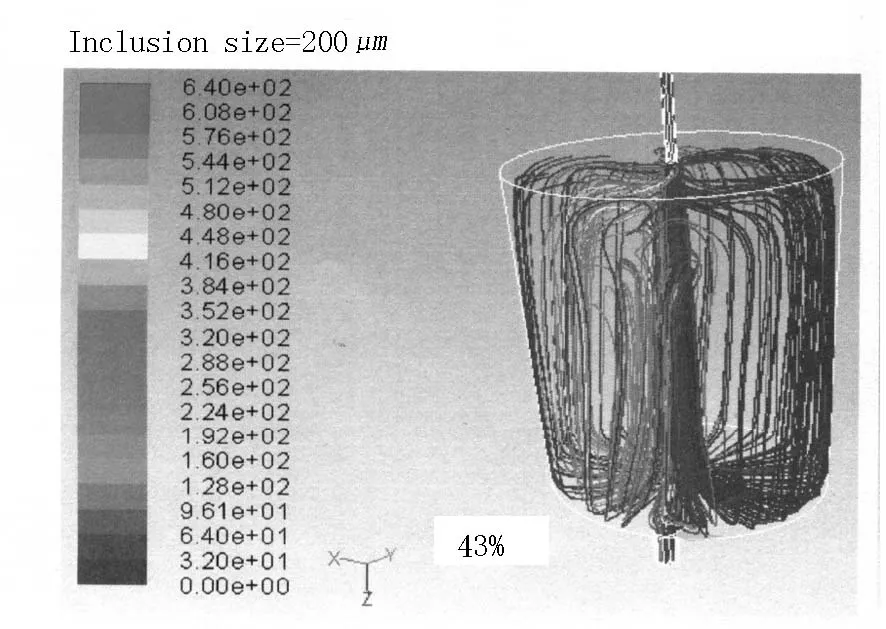
圖10 60 t中間包夾雜物運動模擬計算結果Figure 10 The simulation result for inclusions motion in 60 t tundish
3.2.2 中間包卡渣
中間包鋼水表面存在一層渣子,由于在澆注過程中精煉渣進入到中間包內的數量很小,這層渣大部分是由中間包未清理干凈的殘渣、侵蝕的中間包耐火材料、鋼水二次氧化產物組成,數量不多,主要以SiO2、Al2O3、FeO、MnO及少量的CaO、CaF2等組成,渣子顏色為黑色。中間包內的渣子如果進入帽口內,以SiO2、Al2O3、FeO、MnO為主的氧化物浮在鋼水面上,在鋼錠凝固過程中隨著鋼錠模內鋼水的循環作用帶入到鋼錠下部而形成夾雜物。因此,澆注時要對中間包采取措施防止氧化渣進入鋼錠模。
4 應用效果
采取以上改進措施后,支承輥加工時外露夾雜的現象有了明顯的好轉,再未出現過成批的外露夾雜報廢質量事故。
5 結論
(1)通過廢品解剖分析,確定了支承輥外露夾雜的主要成分是以Ca、Si、Mg、F、Al、O為主的元素,存在著精煉渣的成分。
(2)精煉鋼水不純凈、中間包清理不干凈及中間包卡渣不好,都可能產生外露夾雜。
(3)通過加強精煉爐的擴散脫氧,強化出鋼前軟吹,可以提高鋼水的純凈度。
(4)通過嚴格清理中間包的底渣和卡渣,可以有效防止外露夾雜的產生。
[1] 邱紹岐,祝桂華.電爐煉鋼原理及工藝.北京:冶金工業出版社,1996.
