1 580 mm熱連軋機精軋支承輥新材料研制
2012-09-25 05:37:04楊志洪
大型鑄鍛件 2012年5期
關鍵詞:力學性能
楊志洪
(中國第一重型機械有限公司鑄鍛鋼事業部,黑龍江161042)
近十年來一重在國內推廣應用5%Cr和5%Cr改進型鍛鋼支承輥,取得了較好效果,在國內居同行業領先地位。但隨著鋼鐵行業產品技術的發展,現代化大型冷、熱帶鋼連軋機出于提高軋機作業率和實現無頭、半無頭軋制等目的,提出了延長支承輥換輥周期的要求。一重公司的支承輥與JCFC的支承輥相比仍有一定的差距。一重公司研制出8%Cr鍛鋼支承輥新材質,通過強化淬火熱處理冷卻工藝方法,獲得(馬氏體+下貝氏體)基體+(M7C3+MC)型碳化物的金相組織,提高了支承輥耐磨性和抗接觸疲勞強度,達到支承輥軋制周期延長一倍的目標。
1 試驗階段
1.1 8%Cr鍛鋼支承輥化學成分設計
在8%Cr鍛鋼支承輥的化學成分設計中,合理的合金元素配比和加入量是保證支承輥各項性能要求的關鍵。依據各種元素在鋼中的作用,設計了三種化學成分進行選擇,具體見表1。
1.2 冶煉和鍛造試驗
根據設計的化學成分,采用150 kg工頻感應電爐熔煉3鋼水,大氣澆注3支75 kg小鋼錠,并進行爐后成分分析。同時將3支小鋼錠在室式煤氣爐中加熱,按始鍛溫度1 000~1 250℃、終鍛溫度850~900℃在7.5 kN蒸汽錘上開坯鍛成220 mm×130 mm×65 mm方試塊,鍛后進行球化退火處理。

表1 鍛鋼支承輥的化學成分(質量分數,%)Table 1 Chemical composition of forged steel backup roll (mass fraction,%)
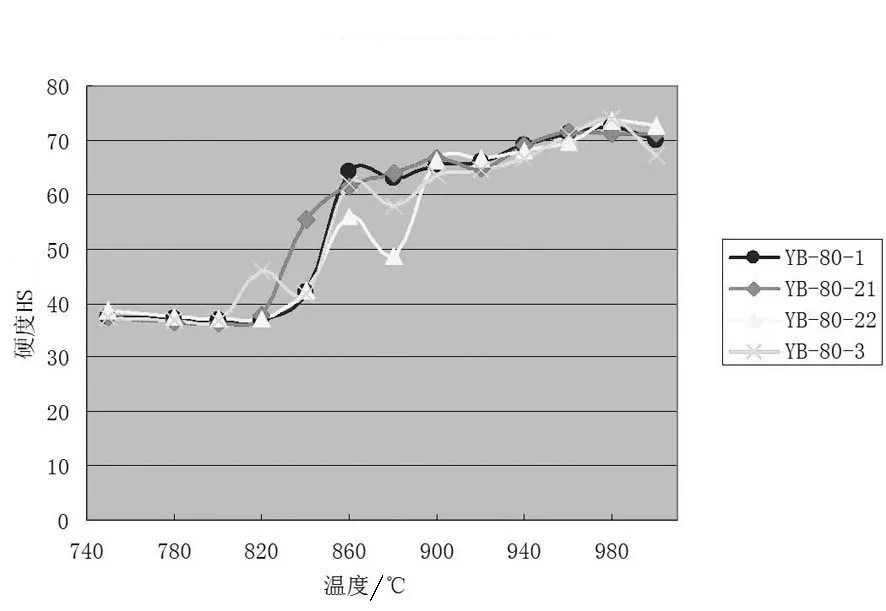
圖1 三種試樣淬火后硬度值對比示意圖Figure 1 Comparison of hardness values after quenching for three kinds of specimens
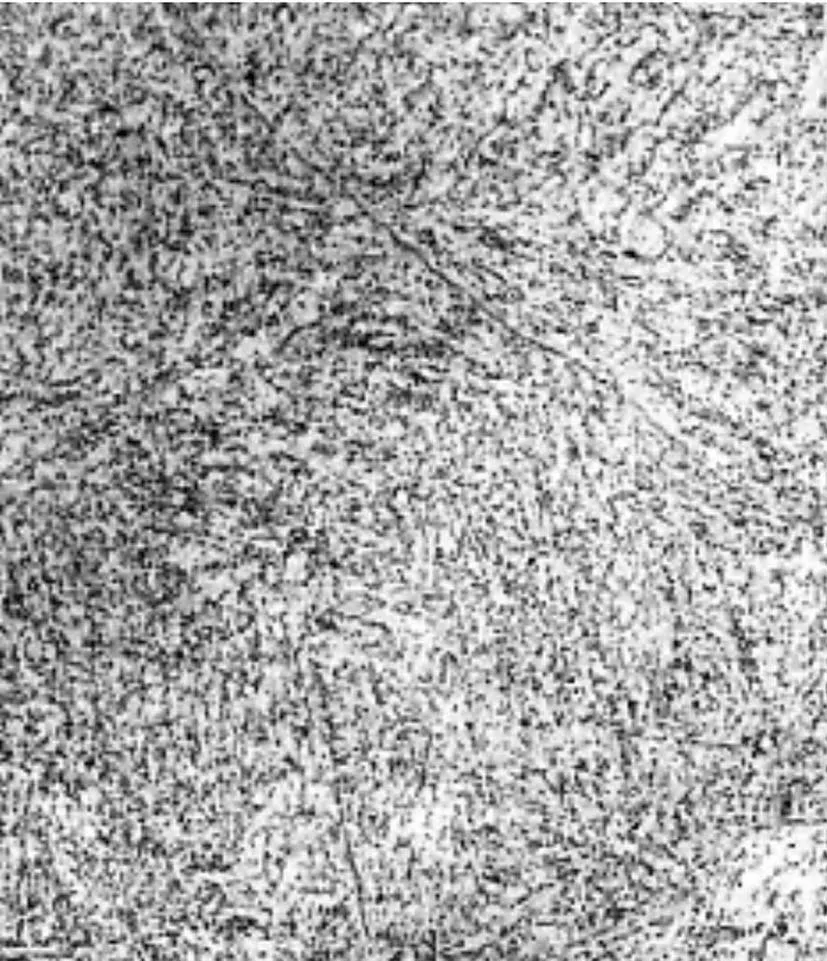
圖2 第一種試樣淬火、回火狀態下的金相組織(500×)Figure 2 Metallographic structure of the first kind of specimen when quenching and tempering (500×)
1.3 淬火溫度和化學成分的選定
將三種成分的試塊均加工成20 mm×20 mm×15 mm的試塊,每組試樣3件,在Ⅱ-H-30電阻爐中進行加熱、淬火,三種試樣淬火后硬度值對比如圖1所示。
由圖1可以看出,第一種試樣(YB-80-1)硬度值相對較高,趨勢較穩定。從三種試塊淬后硬度情況看,980℃時硬度值最高。第一種試樣(YB-80-1)淬火+回火后的組織均為回火馬氏體+碳化物,如圖2所示。經過分析,YB-80-1是鍛鋼支承輥首選鋼種。
1.4 不同溫度回火對硬度和力學性能的影響
每個回火溫度每組各放2個硬度試樣、1個拉伸試樣和2個沖擊試樣。熱處理后檢測肖氏硬度,2個試樣平均硬度值分布曲線見圖3。從圖3可以看出,將回火溫度提高到510℃時硬度變化不大,當回火溫度提高到520℃左右時硬度開始下降,這說明這種材料具有較好的抗回火穩定性。
1.5 臨界點的測定
采用美國進口的Gleeble3500試驗機測定YB-80-1鋼CCT曲線,見圖4。根據材料的相變臨界溫度和鍛造溫度的確定原則,初步確定的始鍛溫度1 180~1 280℃和終鍛溫度900~850℃是比較合適的。
1.6 高溫力學性能試驗
將YB-80-1鋼試驗材料加工成10 mm×125 mm的兩端帶有螺紋的熱拉伸試樣。采用Gleeble3500試驗機進行拉伸試驗。通過對試樣斷后的斷面尺寸和標距尺寸的測量得到該材料在不同溫度下的斷面收縮率和延伸率,并通過對真應力-應變曲線的標定確定出不同溫度下的抗拉強度。依據計算所得試驗數據繪出斷面收縮率、延伸率和抗拉強度同溫度的關系曲線,如圖5所示。
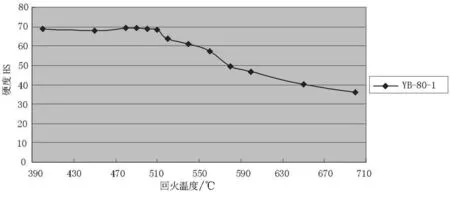
圖3 不同溫度回火對硬度的影響Figure 3 The influence of tempering at various temperatures on hardness
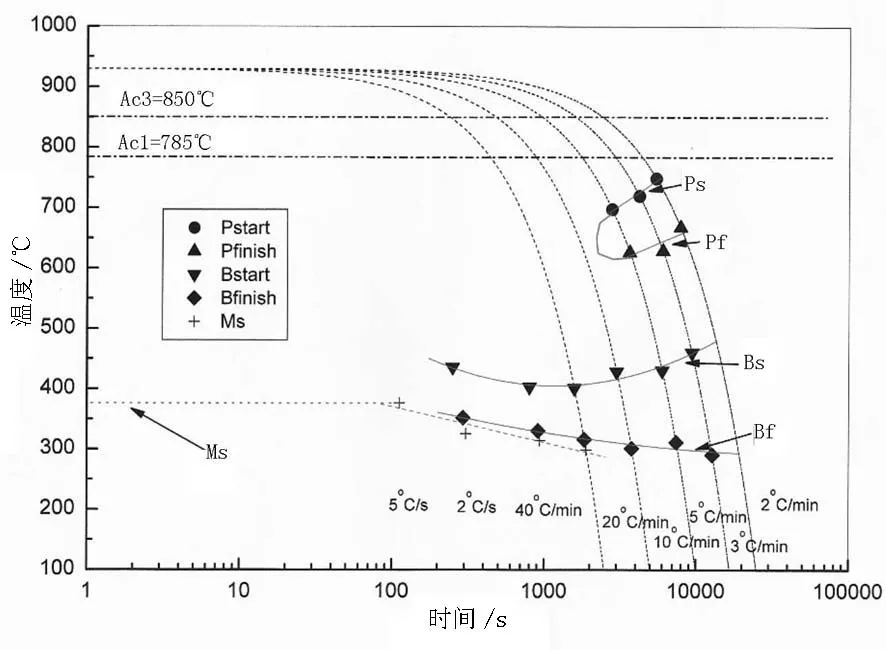
圖4 YB-80-1鋼CCT曲線Figure 4 CCT curve of YB-80-1 steel
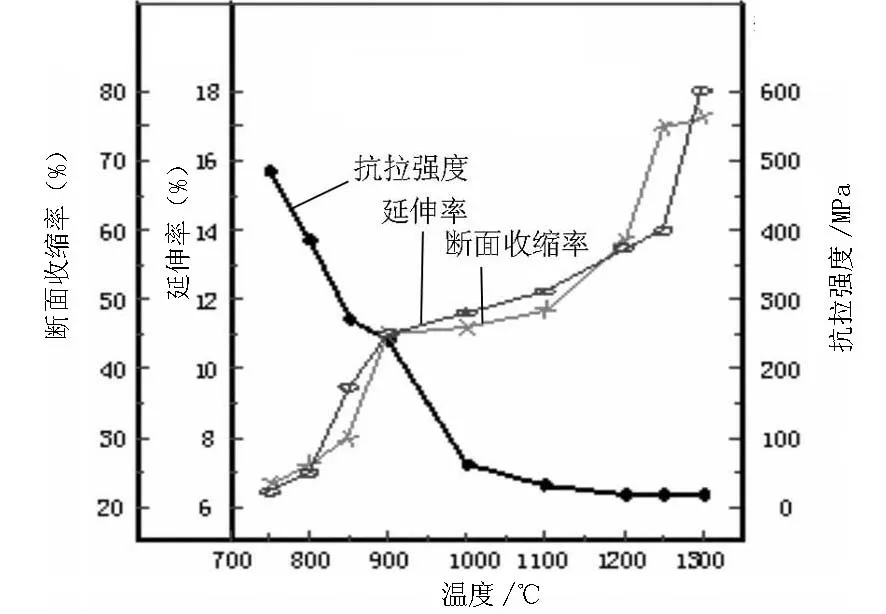
圖5 斷面收縮率、延伸率和抗拉強度與溫度的關系Figure 5 The relationship between area reduction, elongation, tensile strength and temperatures
2 技術要求
1 580 mm熱連軋機精軋支承輥尺寸簡圖如圖6所示。技術要求為:輥面硬度65~75 HS;硬度均勻性±2.5 HS;硬度降落≤5 HS;輥頸硬度45~55 HS;輥身抗拉強度≥1 200 MPa;輥頸抗拉強度≥880 MPa;基體組織為(馬氏體+下貝氏體)基體+(M7C3+MC)型碳化物;超聲檢測按JB/T 4120—1993標準執行。
3 制造過程
1 580 mm熱連軋機精軋支承輥的生產流程為:電弧爐粗煉鋼水→LF爐真空精煉→真空鑄錠→自由鍛造→第一熱處理→粗加工→超聲檢測→調質熱處理→差溫淬火、回火→精加工→超聲檢測→包裝發運。
3.1 冶煉鑄錠
根據1 580 mm熱連軋機精軋支承輥的技術條件要求,決定采用真空精煉(VD)+真空鑄錠的煉鋼方法,采用92 t鋼錠鍛造。
3.2 鍛造
由于YB-80-1材料的合金含量很高,在鍛造高溫下鋼中存在大量的二次碳化物,在鍛造過程中表面極易產生鍛造裂紋,且材料的變形抗力較大,給鋼錠壓實帶來很大的困難。因此決定采用一次鐓粗拔長的工藝方法,壓實采用高溫大壓下量的上、下Ⅴ型砧的KD鍛造法,較好地解決了鋼錠表面裂紋與中心壓實的矛盾。每道次壓下量大于20%,使鋼錠整體長度得到充分壓實,有效壓合鋼錠內部疏松等缺陷,打碎粗大的碳化物,達到細化內部組織和晶粒的目的。
鍛造工藝如下:
舊說日中有雞,月中有兔。按雞正西方之物,兔正東方之物,大明生于東,故雞入之,月生于西,故兔入之。此猶鏡燈,西象入東鏡,東象入西鏡。[注](宋)陸佃:《埤雅》,(臺灣)商務印書館,1966年,第49頁。
(1)壓鉗口,倒棱,去錠底。
(2)鐓粗至H=1 400 mm~?2 950 mm,拔長?2 000 mm。壓實操作規程為:
① 滿砧進給,順錘壓下,互成90°翻轉;
② 各道次水冒口交替布砧;
③ 壓下量為坯料高度的20%。
(3)拔長?1 700 mm,下料,鍛出各部,精整出成品。
兩支1 580 mm軋機支承輥都在125 MN水壓機上進行鍛造,經鍛件尺寸檢驗和超聲檢測,鍛件的表面質量及內部質量均滿足技術條件要求。實踐證明,采用上、下Ⅴ型砧的KD鍛造法生產YB-80-1材料的支承輥是合理的。
3.3 第一熱處理
兩支支承輥第一熱處理采用一次正火+一次球化退火+高溫回火的工藝方案。第一熱處理后的力學性能見表1,金相組織見圖7。
3.4 調質熱處理
調質熱處理就是淬火+高溫回火,其目的是保證支承輥輥頸及輥身心部的綜合力學性能。支承輥調質熱處理后的力學性能見表3,金相組織見圖8。結果全部滿足輥頸硬度和力學性能要求。
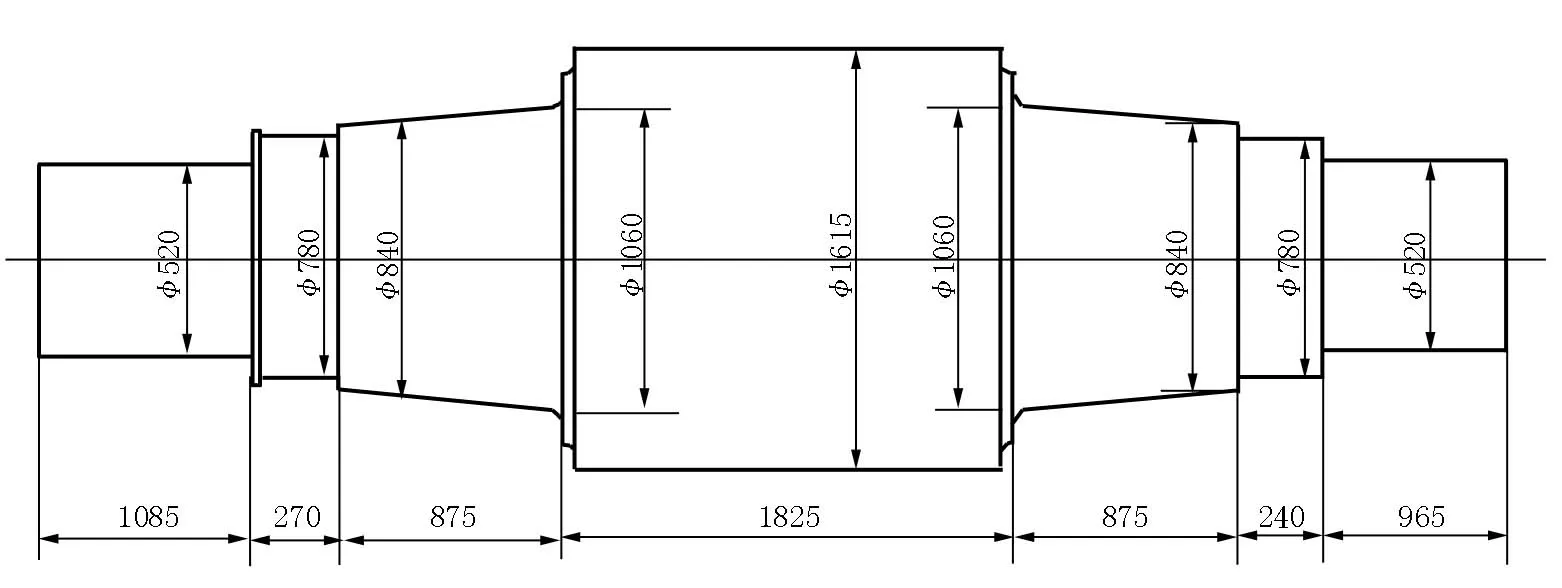
圖6 1 580 mm熱連軋機精軋支承輥尺寸簡圖Figure 6 Dimension diagram of finish rolled backup roll of 1580mm hot continuous rolling mill

試驗編號產品卡號產品爐號Rm/MPaRe/MPaA5(%)Z(%)AKU/J金相組織E366E366060700208016296060940608042960560026526030.529.065.064.5874粒狀珠光體

表3 調質熱處理后的力學性能和金相組織Table 3 Mechanical properties and metallographic structure after quenching and tempering

表4 輥身表面淬硬層的力學性能和組織檢測結果Table 4 The test results of mechanical properties and structures for the surface hardening layer of roll barrel
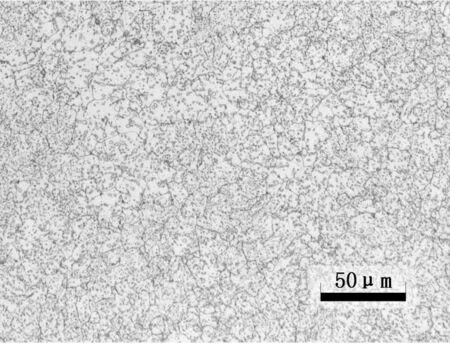
圖7 第一熱處理后的金相組織(500×)Figure 7 Metallographic structure after the first heat treatment (500×)
3.5 差溫熱處理
差溫熱處理仍采用差溫爐加熱、臥式噴霧機淬火的熱處理方式,在中低溫回火電爐中進行回火,以保證輥身輥面硬度及要求的淬硬層深度。兩支支承輥差溫熱處理后輥身的硬度分別為60~67 HS和62~66 HS,輥身淬硬層的力學性能見表4,金相組織見圖9。
從整個生產工藝流程及各項硬度和性能指標檢測結果來看,兩支支承輥的試驗生產是成功的,各項檢測指標均滿足支承輥的技術要求。目前已在某廠1 580 mm熱連軋機精軋機架上機過鋼使用,表現出非常好的耐磨性和抗熱裂性,基本達到支承輥軋制周期延長一倍的目標。
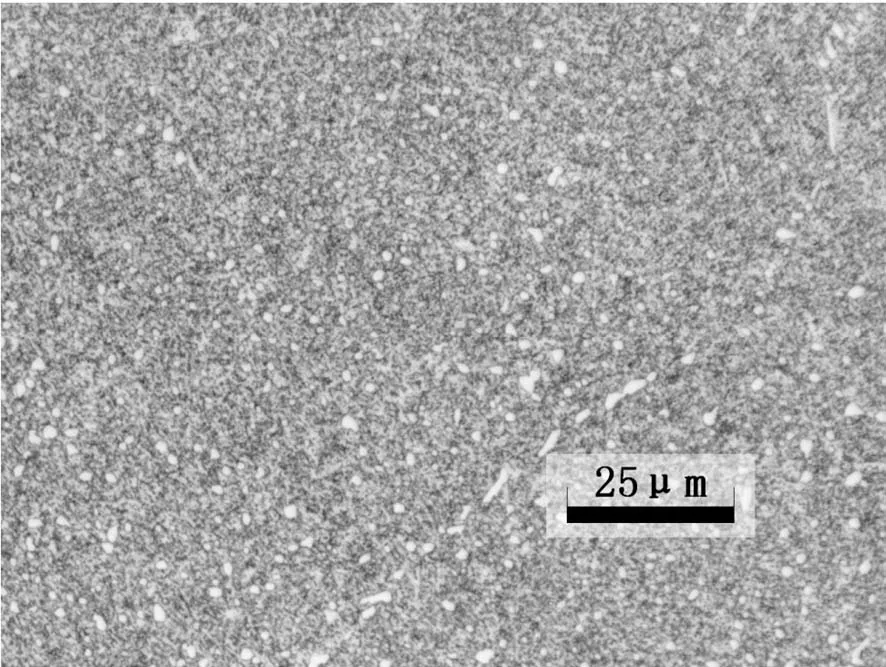
圖8 調質熱處理后的金相組織(1 000×)Figure 8 Metallographic structure after quenching and tempering(1 000×)
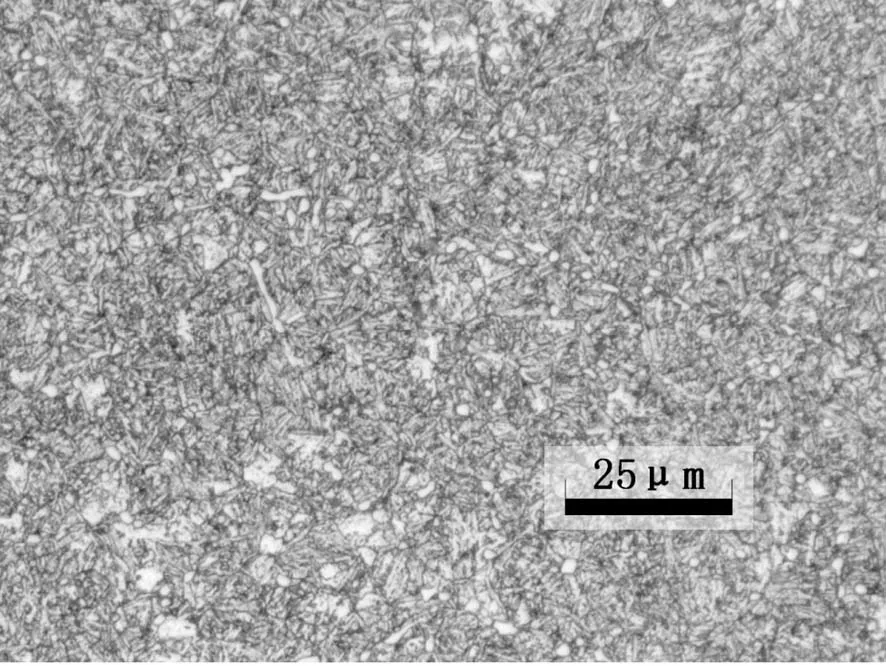
圖9 最終熱處理后的金相組織(1 000×)Figure 9 Metallographic structure after final heat treatment (1 000×)
4 結論
(1)由CCT曲線可以看出,珠光體區右移,8%Cr鋼具有很高的淬透性和淬硬性。
(2)8%Cr鋼淬火溫度為900~960℃,在480~600℃溫度回火,可獲得75~55 HS的硬度。
(3)8%Cr鋼的始鍛溫度為1 180~1 250℃,
終鍛溫度為850~900℃。
(4)8%Cr鋼具有很好的抗回火穩定性、抗熱裂性和非常高的耐磨性。
(5)8%Cr鋼具有很好的冶煉、鍛造、熱處理等工藝性能。
(6)8%Cr鋼是很好的熱連軋軋機精軋機支承輥用鋼。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
