06Cr25Ni20鋼環鍛件鍛壓成形規律研究
2012-09-25 05:35:58王雷剛錢喜根吳君三宋亞東
大型鑄鍛件 2012年5期
陳 洪 王雷剛 錢喜根 吳君三 宋亞東
(1.江蘇大學材料科學與工程學院,江蘇212013; 2.張家港海陸環形鍛件有限公司,江蘇215600)
奧氏體熱強鋼06Cr25Ni20常用作生產汽輪機傳動和載重裝置的大型環鍛件,屬高性能鍛件,且性價比很高。目前,該鋼在汽輪機環鍛件上的用量很大,還可以向汽輪機、燃氣輪機其它零部件推廣,應用前景十分廣闊。但是該鋼的成形難度較大,鍛造鐓粗和軋環時所需的成形力較大,對生產設備的要求比較高,而且鍛件在鐓粗、沖孔時表面容易出現裂紋而使得生產過程控制比較困難。為解決這一難題,本文對06Cr25Ni20鋼塑性成形規律進行了研究。
1 產品規格及要求
某型號的環鍛件外徑為3 095 mm,內徑為2 878 mm,高143 mm,如圖1 所示。材質為06Cr25Ni20鋼。該鋼采用電爐+爐外精煉+真空脫氣的冶煉方法,該方法能有效地控制H含量在2×10-6以下,防止鍛件內部出現白點,并且能杜絕外部夾雜物的來源。其化學成分符合GB/T 222—2006的要求,如表1所示。06Cr25Ni20電渣錠非金屬夾雜物符合GB/T 10561—2005要求,其低倍組織缺陷等級符合表2規定。鍛造加熱保溫溫度為1 250℃±20℃, 始鍛溫度為1 150℃,終鍛溫度為900℃。鍛造比≥2。熱處理工藝為1 080℃固溶,1 080℃保溫時間應為6 h~10 h。固溶后的環鍛件力學性能如表3所示。
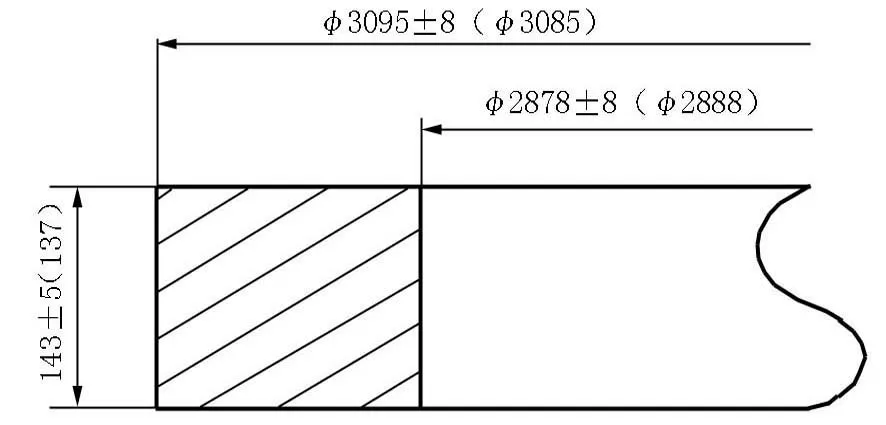
圖1 環件尺寸示意圖Figure 1 Schematic drawing of the ring size

牌號CMnSiPSCrNiMoCu06Cr25Ni20≤0.08≤2.00≤1.50≤0.045≤0.0324.00~26.0019.00~22.00≤0.5≤0.5
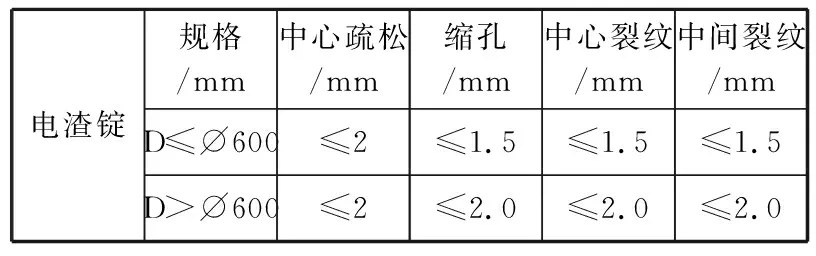
表2 低倍組織缺陷等級Table 2 Grades of macrostructure defects

表3 環鍛件的力學性能Table 3 Mechanical properties of ring forging
2 鍛造工藝分析
2.1 加熱過程
由于06Cr25Ni20鋼合金元素種類多并且含量比較高,使得鋼的加熱溫度高,且高溫保溫時間較長,易造成粗晶。若保溫時間不夠,則鍛造時毛坯易開裂。根據高合金鋼加熱規范加熱開始時1.5 h/100 mm,加熱后期可直接根據加熱爐功率加熱。預熱段保溫時間為0.6 min/mm~0.8 min/mm,加熱段保溫時間為0.5 min/mm~1.0 min/mm。毛坯一火加熱曲線如圖2所示。
由于該鋼的合金元素含量較高,減弱了鋼的塑性,為減小鍛造開裂的幾率,整個過程需多火完成,而毛坯以后各火加熱溫度、時間則根據毛坯實際尺寸、剩余變形量來確定。為確保鍛件不粗晶,最后一火加熱溫度應降低20~30℃,并有足夠大的變形量。
2.2 鍛壓制坯過程[1,2]
根據環鍛件的尺寸和重量,其火耗系數為8%,可計算出鍛棒尺寸為?580 mm×590 mm,重量為1 225 kg。開始鐓粗時,鍛棒由590 mm高鐓粗至約380 mm時,鼓形表面出現裂紋,如圖3所示。沖孔后兩鍛件內孔圓角處出現裂紋,外表面裂紋加重,如圖4所示。
鐓粗時毛坯受力如圖5所示。Ⅰ區變形程度最小,Ⅱ區變形程度最大,Ⅲ區變形程度居中。由于Ⅱ區在鐓粗中金屬變形程度大,Ⅲ區變形程度小,于是Ⅱ區金屬向外流動時便對Ⅲ區金屬作用有徑向壓應力,并使其在切向受拉應力。愈靠近毛坯表面切向拉應力愈大。當切向拉應力超過材料當時的強度極限或切向變形超過材料允許的變形程度時,便引起縱向裂紋。低塑性材料由于抗剪切的能力弱,常在側表面產生45°方向裂紋。從現場06Cr25Ni20鋼表面裂紋分析判斷,該材料由于鐓粗時變形不均勻引起表面開裂。
鍛坯沖孔時外徑產生裂紋是由于沖頭下部金屬向外流動使外層金屬切向受到拉應力和拉應變引起的。D/d愈小時,愈易產生裂紋,如圖6所示。也就是說沖頭直徑愈小,裂紋愈不易出現,通常取D/d≥2.5~3。內孔圓角產生裂紋是由于此處與上沖頭接觸,溫度降低較快,材料塑性下降,并且沖頭一般都有錐度,當沖頭向下運動時,此處被脹裂。
3 工藝改進[3,4]
(1)在鐓粗時,為使06Cr25Ni20高合金鋼其變形均勻,防止裂紋產生,必須采用合適的變形方式,如鉚鐓、疊鐓、套環內鐓粗、鋼錠兩端加碳鋼墊鐓粗等。根據設備能力,我們采用疊鐓方式。具體操作流程為:操作機在加熱爐內把兩鋼錠疊放在一起,并夾持到鐓粗工作臺上(此處兩鋼錠外徑或外形尺寸必須一致),檢查兩鋼錠端部是否有爐渣,若有爐渣必須清除,然后把兩鋼錠對齊,放正。35 MN壓機緩慢加壓,根據出坯高度,先把兩鋼錠鐓成一定高度的蘑菇狀。為保證兩鋼錠的塑性,把兩鋼錠回爐加熱,然后把兩鋼錠各自翻轉再次疊加在一起鐓粗至出坯高度。疊鐓優點是毛坯鐓粗時兩側鼓形量極大地減小,使毛坯變形均勻,顯著地降低了變形抗力,并將鍛件最大鼓形處出現的切向拉應力分解掉,這樣就減小了產生裂紋的幾率。疊鐓示意圖如圖7所示。
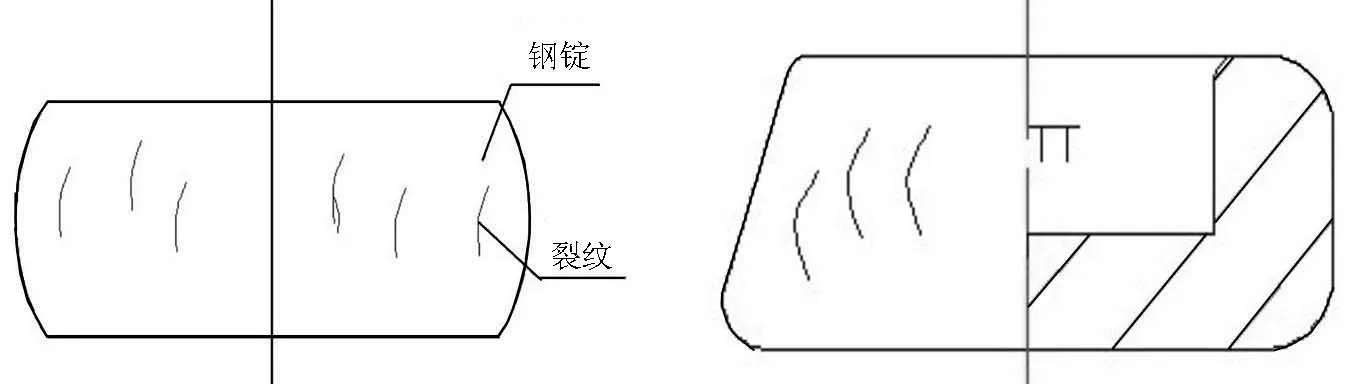
圖3 鐓粗時裂紋示意圖 圖4 沖孔時裂紋示意圖Figure 3 Schematic drawing of crack when upsetting Figure 4 Schematic drawing of crack when punching
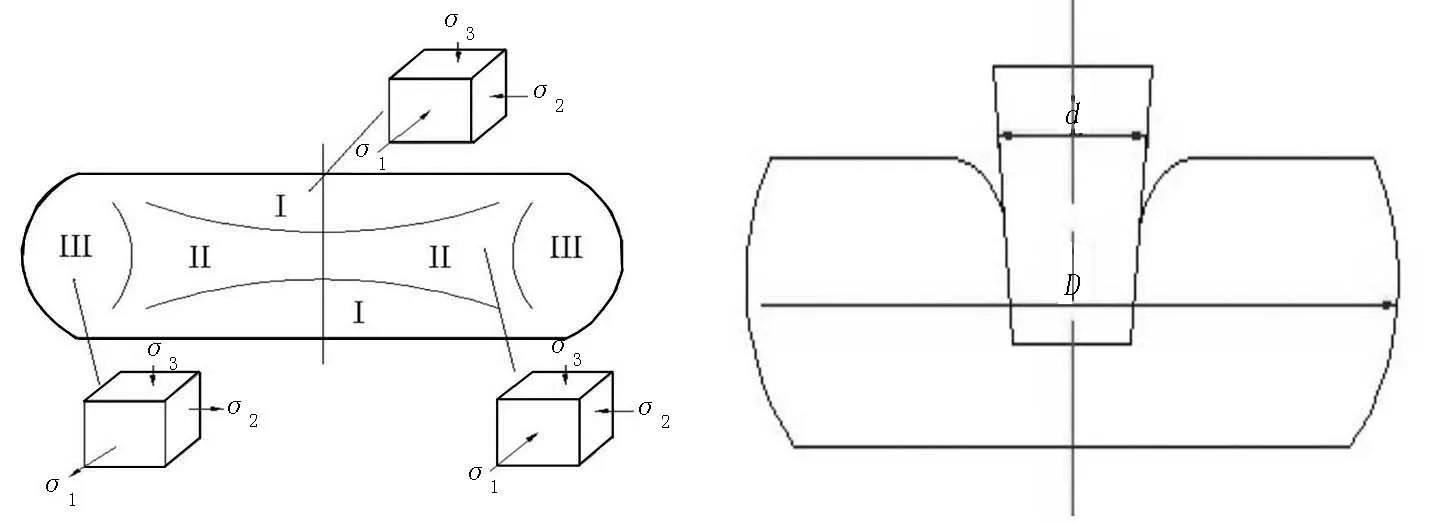
圖5 鐓粗時毛坯受力示意圖 圖6 沖孔示意圖Figure 5 Schematic drawing of force when upsetting Figure 6 Schematic drawing of punching
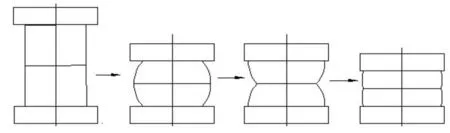
圖7 疊鐓示意圖Figure 7 Schematic drawing of folding upsetting
(2)沖孔時外徑和內孔的裂紋分別是由沖頭直徑過大及鍛件溫度過低引起的。為降低這兩方面的影響,可采取以下措施:1)根據D/d≥2.5~3和毛坯外徑D,測算出沖頭直徑,根據實際情況選?240 mm沖頭較合適。2)時刻注意鍛件心部溫度,發現溫度下降時及時回爐加熱。沖孔時要求沖頭錐度小,不可強行一次完成沖孔,應多次加熱,逐步沖成。
4 結論
(1)毛坯鐓粗時鼓形表面切向拉應力較大,使鍛坯表面產生縱向裂紋,影響鍛坯表面質量。針對這一情況,提出了疊鐓的鐓粗方法,使得毛坯鐓粗時兩側鼓形小,并將鍛件最大鼓形處出現的切向拉應力分解掉,減小了產生裂紋的幾率。
(2)由于沖頭直徑過大及鍛件溫度過低使得鍛坯沖孔時外徑和內孔圓角處產生裂紋。因此,選擇?240 mm沖頭,盡量減小沖頭錐度,必要時在沖孔過程中多次加熱,分幾步完成沖孔工序。
(3)實踐證明,改進后的工藝極大地降低了產生裂紋的幾率。
[1] 何文武,郭會光,劉建生.鍛造裂紋的分析與防治[J].鍛壓技術,2010,35(1):16-20.
[2] Ma Qingxian, Wang Zhicheng, Zhong Yuexian. The mechanism of faults originating from inclusions in t he plastic deformation processes of heavy forging[J]. Journal of Materials Processing Technology, 2002, 123: 61-66.
[3] 姚澤坤,雷軍,耿明麗,等.鍛造工藝學[M].西安:西北工業大學出版社,1998.
[4] 任運來,朱磊,聶紹珉,等.大型鍛件鍛造鐓粗表面無開裂條件[J].中國機械工程,2009,20(8):883-886.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
中華詩詞(2020年1期)2020-09-21 09:24:52
當代貴州(2019年41期)2019-12-13 09:28:56
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國共青團(2015年7期)2015-12-17 01:24:38
建筑材料學報(2014年3期)2014-03-11 17:08:02
