不同槽型的麻花鉆切削性能實驗
2012-09-25 08:08:46汲宏劍,張偉,宋寶良,李鑄宇
大連工業大學學報 2012年3期
關鍵詞:實驗
汲 宏 劍, 張 偉, 宋 寶 良, 李 鑄 宇
( 1.大連工業大學 機械工程與自動化學院, 遼寧 大連 116034; 2.道依茨一汽(大連)柴油機有限公司, 遼寧 大連 116620; 3.大連交通大學 機械工程學院, 遼寧 大連 116028 )
0 引 言
在機械行業中,鉆孔加工約占切削加工總時間的22%,在機械制造領域中有著重要的地位。孔加工中用的最多的就是麻花鉆,而麻花鉆螺旋槽是影響鉆削性能的重要參數,并影響麻花鉆的容屑、排屑能力。在實際應用中經常出現用各種槽型的刀具加工同樣的材料,應選擇適當的槽型以提高效率和降低成本。
在麻花鉆螺旋槽研究上多見槽型成型原理[1]和不同材質的單種槽型麻花鉆對某一種材料的切削實驗[2],還有通過不同的后刀面和橫刃形式進行切削實驗[3]。本實驗對目前廣泛應用的槽型分類并在相同后刀面不同螺旋槽參數下進行切削對比,把整體硬質合金麻花鉆槽型分為3種并在槽型成型原理的基礎上對這3種槽型進行力學性能實驗,得到不同槽型加工不同材料的最小軸向力和扭矩。
1 麻花鉆螺旋槽數學模型及其分類和后刀面的獲得
1.1 麻花鉆螺旋槽數學模型
引用大連工業大學刀具研究所建立的螺旋槽數學模型[1]作為本槽型的理論基礎。取固定坐標系{o:x,y,z},其中z軸與鉆頭幾何軸線重合,原點o設在鉆頭軸線上一點,x鉛垂向上;動坐標系{a:x1,y1,z1}與砂輪固結,z1是砂輪的軸心線,運動過程中x1垂直z,z1與z保持軸間距A不變;β是z軸和z1軸的夾角,即砂輪的安裝角;P為螺旋參數,導程除以2π;T1為砂輪前棱邊的z1值,即偏心距;T2為砂輪后棱邊的z1值。在初始位置時x1通過原點。在動坐標系中原點a到砂輪前棱邊的距離T1確定砂輪的安裝位置,如圖1所示。
建立數學模型:
x=X(θ,t)cos[z0-Z(θ,t)]/P-
Y(θ,t)sin[z0-Z(θ,t)]/P
y=X(θ,t)sin[z0-Z(θ,t)]/P+
Y(θ,t)cos[z0-Z(θ,t)]/P
1.2 麻花鉆螺旋槽分類及其獲得
在查看大量螺旋槽相關論文及各大知名刀具制造商的樣本后,把螺旋槽型總結為3種,分別為直線型、凹型、凸型(如圖2所示)。以槽型數學模型為基礎編寫程序,把程序輸入到瓦爾特5軸數控磨床中,通過輸入基本參數(如表1所示)磨削出3種不同的槽型。
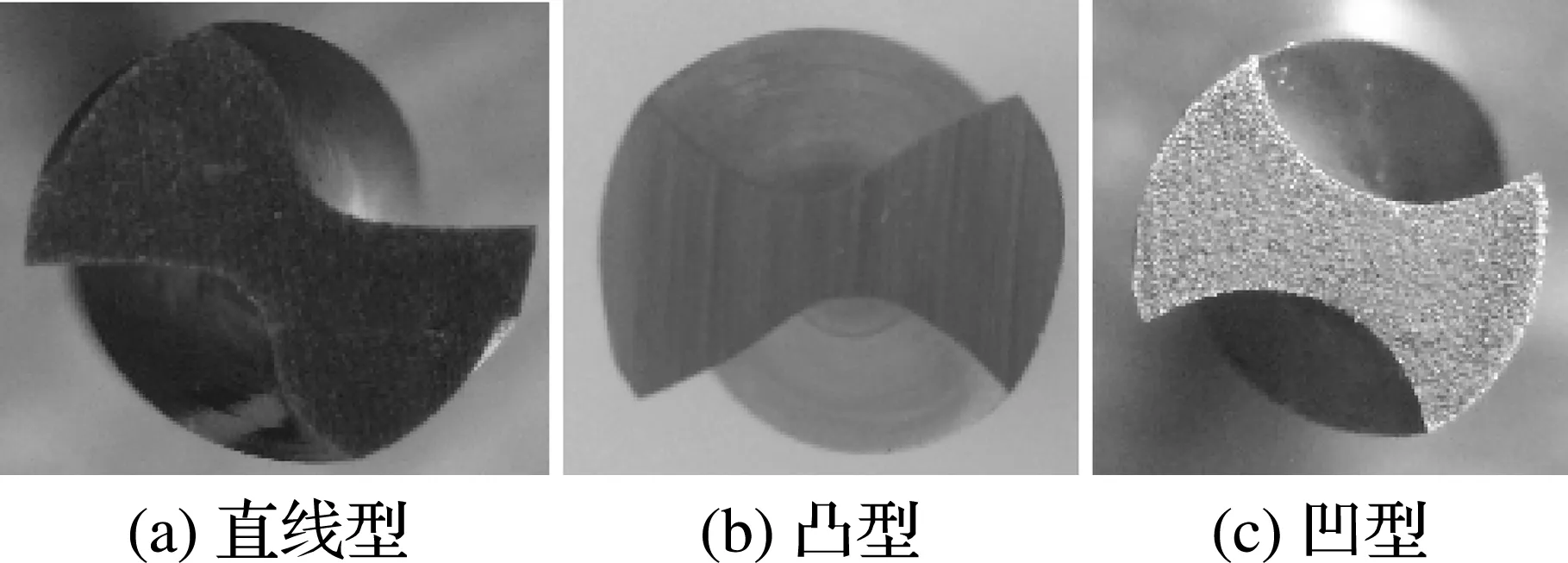
圖2 3種螺旋槽型

槽型直徑/mm芯厚/mm安裝角/(°)中心距/mm螺旋角/(°)偏心距/mm直線型82.160363029.0凹型82.160213038.2凸型82.160553015.6
1.3 后刀面的獲得
3種槽型通過美國PTG-6五軸數控磨床在如表2所示參數下修磨雙平面后刀面,可以得到的3種鉆尖(如圖3所示)。
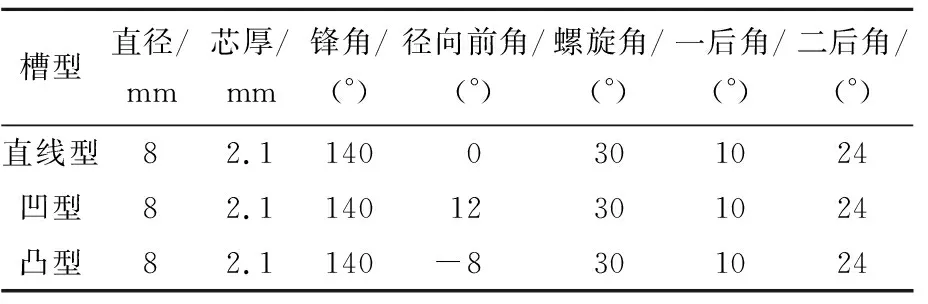
表2 麻花鉆幾何參數
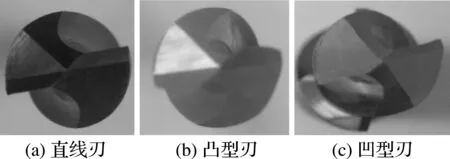
圖3 3種鉆尖形式
2 對比試驗及結果
為驗證3種槽型麻花鉆的力學性能,3種螺旋槽在1 500 mm/min 0.15 mm/r、1 500 mm/min 0.2 mm/r、2 500 mm/min 0.15 mm/r、2 500 mm/min 0.2 mm/r 4種參數下分別加工3種不同材料,這3種材料分別為鑄鐵(HT200)、合金鋼(42CrMo)、不銹鋼(1Cr18Ni9Ti)。3種材料在硬度上由低到高,加工難度也逐漸升高[4]。
機床為美國HASS VOP-D VF5型加工中心。主要性能參數:最高鉆速8 000 r/min;功率14.7 kW;直線分辨率0.001 mm。使用壓電式測量儀,該測量儀主要有3個壓電式二維力傳感器組成,可測量軸向力和鉆削扭矩[5]。在4種不同切削參數[6]下對比軸向力、扭矩,結果如圖4、5所示。
如圖4所示,鉆削鑄鐵(HT200)時,3種螺旋槽的軸向力差別不大;但在加工合金鋼(42CrMo)和不銹鋼(1Cr18Ni9Ti)時,3種螺旋槽軸向力的差別明顯。結果表明凹型槽麻花鉆的軸向力最低。因為凹型槽的前角比其他兩種的前角大,切削刃鋒利,切削輕快,所以軸向力最小[7]。
如圖5所示,鉆削合金鋼時,3種螺旋槽的扭矩差別不大。凹型槽在加工不銹鋼(1Cr18Ni9Ti)和鑄鐵(HT200)時,扭矩最小。這也是因為凹型槽的前角要比其他兩種的前角大,切削刃鋒利,鉆削輕快,所以扭矩小。
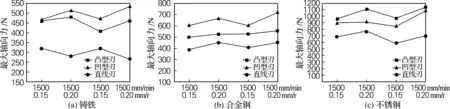
圖4 鉆頭軸向力對比
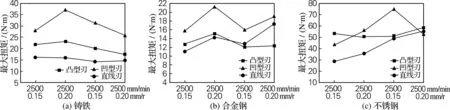
圖5 鉆頭扭矩對比
3 結 論
本實驗把麻花鉆螺旋槽分為3種,分別為直線型、凹型、凸型。凹型刃的前角分布較高,凸型刃的前角分布最低,直線刃居中。切削實驗結果表明,前角大切削鋒利,遇到阻力較小,所以凹型刃在切削時軸向力和扭矩上最低。實驗為以后建立麻花鉆螺旋槽圖譜做好了一定的前期工作,并為刀具應用企業提供了在加工鑄鐵、合金鋼和不銹鋼方面的經驗。
[1] ZHANG Wei, WANG Xianfeng, HE Fengbao, et al. A practical method of modeling and simulation for drill fluting[J]. International Journal of Machine Tools and Manufacture, 2006, 46(6):667-672.
[2] LI Rui, HEGDE P, SHIH A J. High-throughput drilling of titanium alloys[J]. International Journal of Machine Tools and Manufacture, 2007, 47(1):63-74.
[3] 徐立. 幾種麻花鉆刃型試驗[J]. 工具技術, 1994(3):33-36.
[4] 倪志福,陳璧光. 群鉆:倪志福鉆頭[M]. 上海:上海科學技術出版社, 1999:11-12.
[5] 何云,薛湘鷹,欒正華. 整體硬質合金麻花鉆橫向截形應用研究[J]. 工具技術, 2006, 40(3):68-70.
[6] ZHANG Wei, PENG Yan ping, HE Fengbao. Drill flank three-dimensional measurement and flank/flute intersection determination[J]. International Journal of Machine Tools and Manufacture, 2008, 48(6):666-676.
[7] 薛湘鷹. 硬質合金麻花鉆容屑槽的研究[D]. 武漢:華中科技大學, 2006.
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55