NaOH催化豬油甲醇解的工藝研究
2012-09-25 09:06:28張瑤瑤,孫玉梅,曹方,王培忠,杜巧娟,陳敏
大連工業(yè)大學學報 2012年3期
張 瑤 瑤, 孫 玉 梅, 曹 方, 王 培 忠, 杜 巧 娟, 陳 敏
( 1.大連工業(yè)大學 生物工程學院, 遼寧 大連 116034; 2.大連工業(yè)大學 紡織與材料工程學院, 遼寧 大連 116034 )
0 引 言
以豬油替代植物油作為制備脂肪酸甲酯的原料,能節(jié)省大量油料作物耕地,具有經(jīng)濟和社會效益。脂肪酸甲酯的生產(chǎn)主要有酯化法和酯交換法[1]。根據(jù)酯交換法中酰基供體種類的不同,可將其分為酸解、醇解和酯-酯交換法。油脂甲醇解的方法包括化學催化法、酶催化法和超臨界流體法[2]。采用酶催化實現(xiàn)豬油甲醇解,反應時間較長,甲醇易造成酶失活,催化劑成本較高。采用超臨界流體法進行豬油甲醇解,對設備和反應條件要求高,操作費用高。這些特點限制了酶催化法和超臨界流體法的工業(yè)化應用。通過比較酸法和堿法催化油脂甲醇解的效果,發(fā)現(xiàn)堿法催化的反應速度更快,甲醇用量、溫度和壓力均較低,更能節(jié)省成本[3],因而受到高度重視。
堿法催化油脂醇解的主要工藝條件有醇油摩爾比、催化劑用量、反應溫度和時間等[4-6]。目前堿催化法研究的重點是尋找高效環(huán)保的催化劑和提高產(chǎn)品分離度[7]。
本文使用NaOH作為豬油甲醇解的催化劑,考察了反應溫度、豬油與甲醇摩爾比、催化劑用量和反應時間對豬油轉(zhuǎn)化率的影響,并使用氣相色譜對產(chǎn)品進行了成分分析。
1 實 驗
1.1 材料及儀器
食用豬油,香河溢達油脂有限公司;橄欖油,國藥集團化學試劑有限公司;NaOH,分析純,天津市大陸化學試劑廠;脂肪酸甲酯標準品,色譜純,美國Supelco公司;其他試劑均為國產(chǎn)分析純。
CR 21G型高速冷凍離心機,日本HITACHI公司;THZ-82水浴恒溫振蕩器,金壇市精達儀器制造廠;GC 8900氣相色譜儀,山東經(jīng)緯分析儀器有限責任公司;GA-2000A低噪音空氣泵,北京中興匯利科技發(fā)展有限公司;SHC-300高純氫氣發(fā)生器,山東賽克賽斯氫能源有限公司。
1.2 實驗方法
1.2.1 豬油的預處理
除雜質(zhì):將豬油加熱至160 ℃,使油料黏度降低,向其中通入水蒸氣,冷卻分層,除去下層洗液。控制豬油在105~110 ℃ 除水,直至沒有水泡溢出。
除游離脂肪酸:將無水乙醇和豬油以體積比1∶2混合,于60 ℃ 水浴加熱攪拌30 min至完全互溶,快速降溫至10 ℃ 左右,脂肪酸甘油酯析出,而游離脂肪酸溶于乙醇中。分層后除去上層乙醇溶液,下層的除酸豬油再于105~110 ℃ 脫水。
1.2.2 豬油甲醇解反應系統(tǒng)
在250 mL三口燒瓶中,將17.26 g處理后的豬油與4.88 mL甲醇和0.173 NaOH混合,密封后置于60 ℃水浴,于160 r/min攪拌反應2 h。反應裝置為密封的三口燒瓶,中間為攪拌裝置,兩側(cè)分別為回流冷凝管和溫度計。
在研究工藝條件時,分別改變需考察的條件,進行單因素實驗。
1.2.3 豬油甲醇解產(chǎn)物處理
在豬油甲醇解反應結(jié)束后,將反應液倒入分液漏斗,靜置至分層,用10 mL熱去離子水洗滌上層,靜置至分層。上層為豬油和豬油甲醇解生成的脂肪酸甲酯,下層含有甲醇、水和反應生成的甘油。上層液體使用氣相色譜測定脂肪酸甲酯組成,下層液體均勻混合測甘油生成量。
1.2.4 豬油轉(zhuǎn)化率的計算
根據(jù)測定的甘油生成量來估算豬油轉(zhuǎn)化率。
1.2.4.1 甘油生成量的測定
準確量取10 mL稀釋一定倍數(shù)的樣液,放入250 mL具塞錐形瓶中,再加入0.02 mol/L KIO4溶液20 mL,3 mol/L H2SO4溶液10 mL,蓋上塞子,搖勻,室溫下置于暗處,反應30 min。加入0.6 g KI和100 mL去離子水,用0.1 mmol/L Na2S2O3標準溶液滴定至淡黃色,再加入1 mL 0.5%淀粉指示劑,繼續(xù)滴至藍色恰好消失[8]。用去離子水取代樣液進行同樣操作,作為空白的測定。
1.2.4.2 豬油分子質(zhì)量的測定

1.2.4.3 豬油轉(zhuǎn)化率的測定


1.2.5 脂肪酸甲酯的測定
采用氣相色譜法分析反應混合物中的脂肪酸甲酯組成。將甲醇解反應生成的粗脂肪酸甲酯于 0.1 MPa下減壓蒸餾,收集 140~200 ℃餾分,餾分使用二氯甲烷溶解。
氣相色譜條件為:PEG-20M(30 m×0.32 mm×0.35 μm)毛細管柱;柱箱溫度 180 ℃,汽化室溫度 250 ℃,FID檢測器溫度 250 ℃;載氣為氮氣,柱前壓 0.1 MPa;氫氣體積流量 30 mL/min,空氣體積流量 50 mL/min;進樣量 0.2 μL。
2 結(jié)果和討論
2.1 豬油預處理效果
在NaOH催化豬油甲醇解反應體系中,若存在游離脂肪酸會發(fā)生中和反應生成水,從而使豬油皂化。因此,在甲醇解反應前要先去除豬油中的游離脂肪酸。由表1可知,豬油經(jīng)預處理后酸值減小了0.24 mg/g。
表1 豬油預處理前后的酸值
Tab.1 The acid value of lard before and after pretreatment

樣品酸值/(mg·g-1)豬油預處理前0.471豬油預處理后0.231
2.2 醇油摩爾比對豬油甲醇解的影響
在反應系統(tǒng)中加入不同醇油摩爾比的甲醇,豬油轉(zhuǎn)化率的測定結(jié)果見圖1。

圖1 醇油摩爾比對堿催化豬油轉(zhuǎn)化率的影響
Fig.1 Influence of molar ratio of methanol to oil on the conversion of alkali-catalyzed lard
如圖1所示,醇油摩爾比為4∶1時,豬油轉(zhuǎn)化率很低,說明豬油甲醇解反應不完全。醇油摩爾比在6∶1~10∶1時,豬油轉(zhuǎn)化率均高于 89.8%,且差異不顯著(α=0.05)。實驗過程中發(fā)現(xiàn)隨著甲醇加入量的增大,生成的甘油易凝固,且分離困難,因此選用6∶1為適宜醇油摩爾比。在NaOH催化大豆油與甲醇酯交換的研究中發(fā)現(xiàn),加入過量的甲醇會使甘油分離困難,還會增加甲醇的回收費用和反應過程中甲醇的揮發(fā)[9]。
2.3 反應溫度對豬油甲醇解的影響
在反應系統(tǒng)中按醇油摩爾比為6∶1和8∶1加入甲醇,在不同溫度下反應2 h,豬油轉(zhuǎn)化率的測定結(jié)果見圖2。
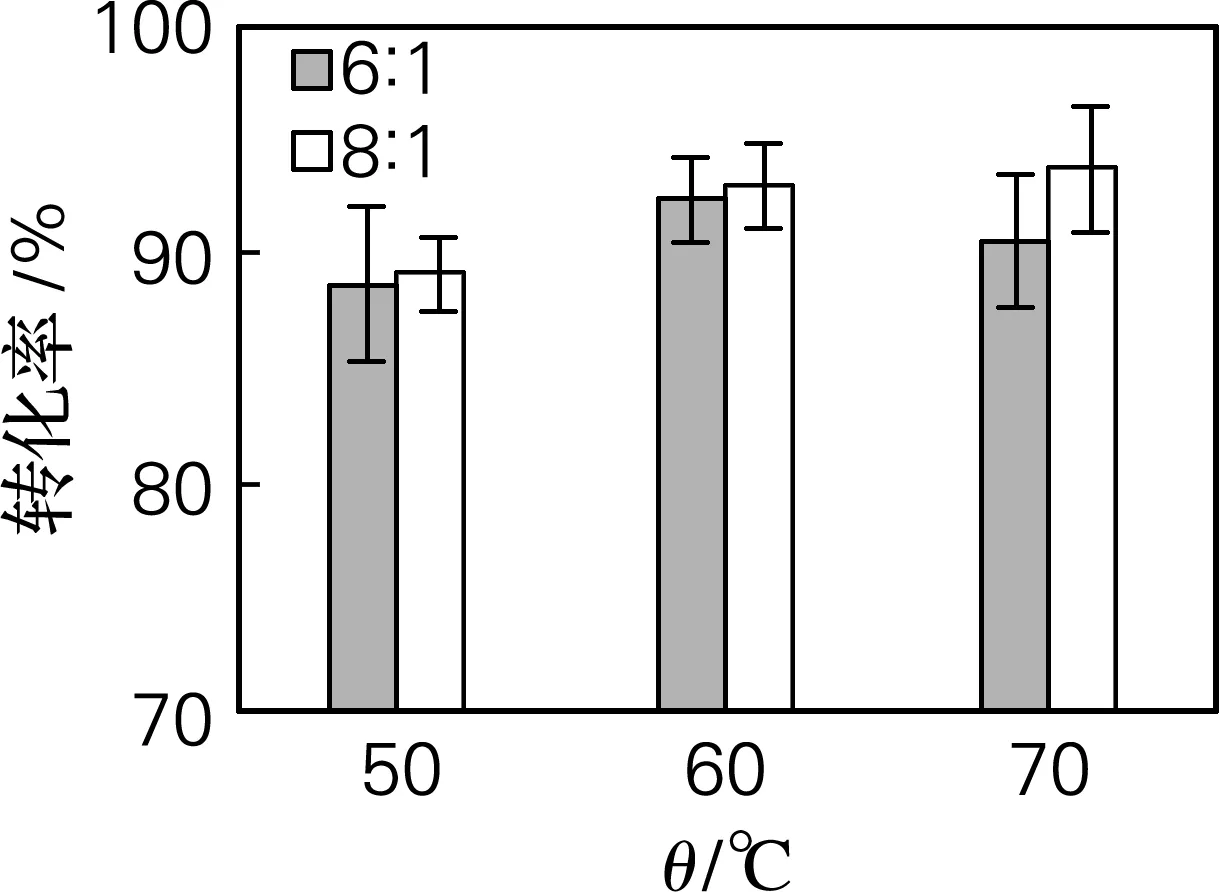
圖2 反應溫度對堿催化豬油轉(zhuǎn)化率的影響
Fig.2 Influence of reaction temperature on the conversion of alkali-catalyzed lard
由圖2可見,當醇油摩爾比為6∶1時,50 ℃的豬油轉(zhuǎn)化率較低,說明溫度低不利于豬油甲醇解反應進行;60 ℃的豬油轉(zhuǎn)化率高于70 ℃,這是因為甲醇的沸點為64.5 ℃,70 ℃時甲醇部分揮發(fā),體系中甲醇減少導致豬油轉(zhuǎn)化率降低。8∶1醇油摩爾比在70 ℃時,比6∶1醇油摩爾比在60 ℃ 的豬油轉(zhuǎn)化率有顯著提高,可見甲醇加入量較多能有效促進甲醇解反應。考慮到節(jié)能降耗,在醇油摩爾比為6∶1時選用60 ℃為適宜反應溫度。使用質(zhì)量分數(shù)1.0%的NaOH催化葵花籽油制備甲酯,同樣在醇油摩爾比6∶1和60 ℃的條件下達到最高轉(zhuǎn)化率[10]。
2.4 催化劑用量對豬油甲醇解的影響
在反應系統(tǒng)中加入豬油質(zhì)量0.5%~2%的NaOH,豬油轉(zhuǎn)化率測定結(jié)果見圖3。由圖3可知,0.5%的NaOH催化豬油轉(zhuǎn)化率很低。NaOH用量在1.0%~2.0%時,豬油轉(zhuǎn)化率有顯著增加。隨催化劑用量的增加,反應過程中生成乳膠狀物質(zhì)增多,反應體系黏度增加,反應結(jié)束時有凝膠狀物質(zhì)析出,甘油的分離難度增大,因此用質(zhì)量分數(shù)1%的NaOH催化反應較適宜。在使用NaOH催化潲水油制備生物柴油時,催化劑用量超過1%會使反應體系發(fā)生嚴重的皂化現(xiàn)象[11]。

圖3 催化劑用量對堿催化豬油轉(zhuǎn)化率的影響
Fig.3 Influence of catalyst concentration on the conversion of alkali-catalyzed lard
2.5 反應時間對豬油甲醇解的影響
反應系統(tǒng)分別反應不同的時間,豬油轉(zhuǎn)化率的測定結(jié)果見圖4。

圖4 反應時間對堿催化豬油轉(zhuǎn)化率的影響
Fig.4 Influence of reaction time on the conversion of alkali-catalyzed lard
由圖4可知,豬油轉(zhuǎn)化率隨反應時間的增加而增大,但反應時間為2.5 h時豬油轉(zhuǎn)化率已經(jīng)達到90%以上,因此從減少能耗的角度出發(fā),確定2.5 h為最佳反應時間。不同油脂的甲醇解時間大不相同,在NaOH催化葵花籽油體系,以醇油摩爾比6∶1、1% NaOH、150 r/min、60 ℃條件下反應30 min油脂轉(zhuǎn)化率可接近最大值[12]。
2.6 豬油甲醇解產(chǎn)物的測定
采用氣相色譜法分析豬油甲醇解生成的脂肪酸甲酯組成。結(jié)果如圖5所示,圖中脂肪酸甲酯的出峰順序依次為肉豆蔻酸甲酯、棕櫚酸甲酯、棕櫚油酸甲酯、硬脂酸甲酯、油酸甲酯、亞油酸甲酯。圖6為脂肪酸甲酯標準品氣相色譜圖。
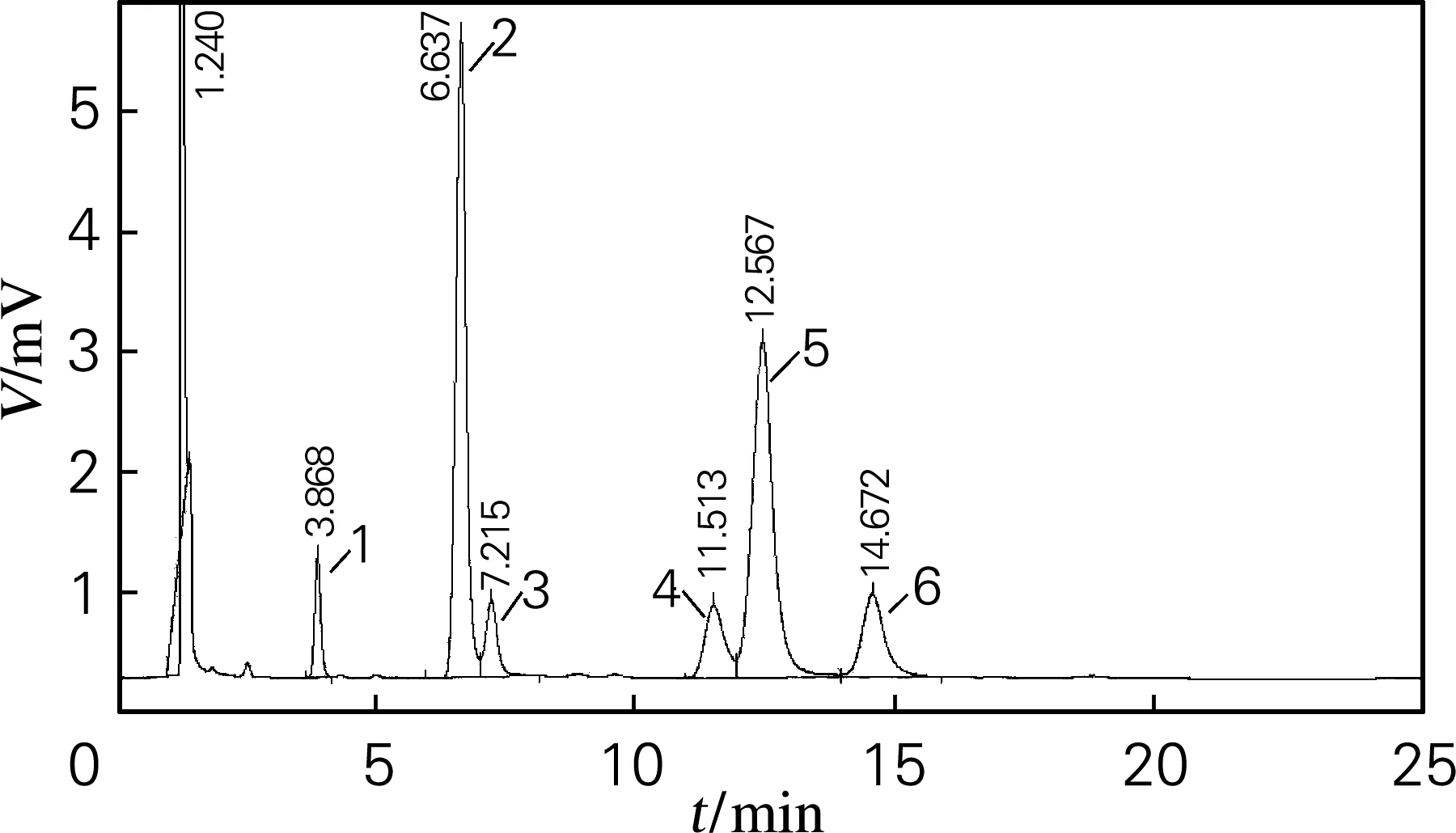
1 肉豆蔻酸甲酯; 2 棕櫚酸甲酯; 3 棕櫚油酸甲酯; 4 硬脂酸甲酯; 5 油酸甲酯; 6 亞油酸甲酯
圖5 豬油甲醇解生成的脂肪酸甲酯氣相色譜圖
Fig.5 GC chromatogram of methyl esters produced in lard methanolysis

1 辛酸甲酯; 2 癸酸甲酯; 3 月桂酸甲酯; 4 十三酸甲酯; 5 肉豆蔻酸甲酯; 6 肉豆蔻烯酸甲酯; 7 十五酸甲酯; 8 棕櫚酸甲酯; 9 棕櫚油酸甲酯; 10 十七酸甲酯; 11 硬脂酸甲酯; 12 油酸甲酯; 13 亞油酸甲酯; 14 亞麻酸甲酯; 15 山俞酸甲酯; 16 芥酸甲酯
圖6 脂肪酸甲酯標準品氣相色譜圖
Fig.6 GC chromatogram of standard fatty acid methyl- esters
3 結(jié) 論
NaOH催化豬油甲醇解反應的適宜條件為取醇油摩爾比6∶1,用質(zhì)量分數(shù)1%的NaOH在60 ℃催化反應2.5 h,此條件下豬油轉(zhuǎn)化率最高可達到92.9%。豬油甲醇解后主要生成肉豆蔻酸甲酯、棕櫚酸甲酯、棕櫚油酸甲酯、硬脂酸甲酯、油酸甲酯和亞油酸甲酯,其中棕櫚油酸甲酯和油酸甲酯質(zhì)量分數(shù)較高,分別為32%和41%。
[1] DIAS J M, ALVIM-FERRAZ M C M, ALMEIDA M F. Production of biodiesel from acid waste lard[J]. Bioresource Technology, 2009, 100(24):6355-6361.
[2] 王曉東. 生物柴油的制備技術(shù)及應用現(xiàn)狀[J]. 工業(yè)催化, 2008, 16(8):38-42.
[3] RASHIDA U, ANWARA F. Production of biodiesel through optimized alkaline-catalyzed transesterification of rapeseed oil[J]. Fuel, 2008, 87(3):265-273.
[4] ALAMU O J, WAHEED M A, JEKAYINFA S O. Effect of ethanol-palm kernel oil ratio on alkali-catalyzed biodiesel yield[J]. Fuel, 2008, 87(8/9):1529-1533.
[5] SIVAKUMAR P, ANBARASU K, RENGANATHAN S. Bio-diesel production by alkali catalyzed transesterification of dairy waste scum[J]. Fuel, 2011, 90(1):147-151.
[6] 牛俊,孫玉梅,李沅,等. 固體堿催化高酸值地溝油轉(zhuǎn)酯化的研究[J]. 糧油加工, 2009(1):67-69.
[7] 劉榮厚,曹衛(wèi)星,黃彩霞. 菜籽油堿催化酯交換法制備生物柴油工藝參數(shù)的優(yōu)化[J]. 農(nóng)業(yè)工程學報, 2010, 26(6):245-250.
[8] 劉偉偉,蘇有勇,張無敵,等. 生物柴油中甘油含量測定方法的研究[J]. 可再生能源, 2005(3):14-20.
[9] 曾紅舟,蔣惠亮,郭宏珍. 強堿催化大豆油酯交換制備生物柴油[J]. 大豆科學, 2007, 26(4):583-587.
[10] RASHIDA U, ANWARA F, MOSERB B, et al. Production of sunflower oil methyl esters by optimized alkali-catalyzed methanolysis[J]. Biomass and Bioenergy, 2008, 32(12):1202-1205.
[11] 蔡新安,俞慧芳,邱祖民,等. 潲水油堿催化制備生物柴油[J]. 南昌大學學報:工科版, 2008, 30(1):9-11.
[12] STAMENKOVIC O S, LAZIC M L, TODOROVIC Z B, et al. The effect of agitation intensity on alkali-catalyzed methanolysis of sunflower oil[J]. Bioresource Technology, 2007, 98(14):2688-2699.