ZG42CrMo托輪的焊接工藝研究
2012-09-25 09:17:24馬永春
大型鑄鍛件 2012年6期
馬永春
(天津市天重江天重工有限公司,天津300400)
托輪是我公司主要的水泥件產品。托輪在回轉窯使用過程中起到支撐和轉動傳輸作用,要承受很大的高溫和交變載荷。由于托輪質量要求非常嚴格,所以鑄造后期的焊接修補就顯得極為重要。如果焊補質量不好,托輪運行過程中出現開裂甚至脫落,就會造成很大的經濟損失。
1 ZG42CrMo托輪的焊接性分析
托輪材質為ZG42CrMo,屬于低合金高強鋼。由于托輪截面厚大,且托輪材質淬硬性很強,所以在焊后很容易得到馬氏體組織,降低了焊接熱影響區部位的韌性和塑性,在焊接應力的作用下容易產生裂紋,給焊接帶來很大困難。
根據JB/T6402—2006規定,ZG42CrMo托輪的化學成分見表1,調質后性能要求值見表2。
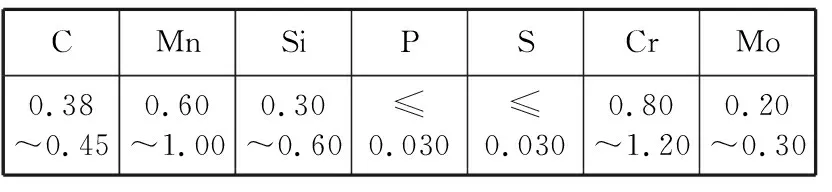
表1 ZG42CrMo托輪的化學成分(質量分數,%)Table 1 The chemical composition of ZG42CrMo supporting roller (mass fraction,%)

表2 ZG42CrMo托輪調質后性能要求Table 2 The mechanical property of ZG42CrMo supporting roller after quenching and tempering
ZG42CrMo托輪屬于中碳調質鋼,焊接過程中容易產生熱裂紋、冷裂紋、熱影響區脆化和軟化[1、2]。
在調質狀態下進行焊接時,主要問題是焊接裂紋和熱影響區的脆化和軟化。高碳馬氏體引起的熱影響區脆化和硬化,可以通過焊后回火來解決。而高溫回火區軟化引起的強度下降,在焊后不能進行調質處理的情況下是無法挽救的。因此,在制定焊接工藝時要注意防止裂紋和避免軟化。
2 焊接工藝
2.1 焊接方法和焊接材料
托輪上常出現形狀不規則且深淺不一的缺陷。在焊接方法上我們選擇可以靈活操作的手工電弧焊,焊接材料選擇J707堿性低氫焊條,焊條直徑為?2.5 mm、?3.2 mm和?4 mm。J707焊條化學成分和力學性能參數分別見表3和表4。
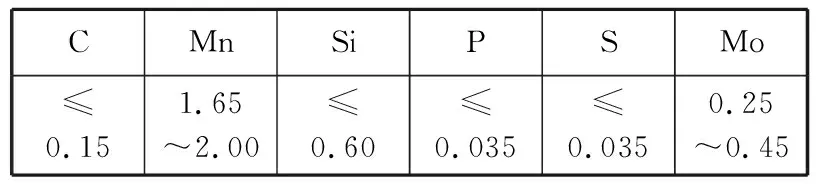
表3 J707焊條化學成分(質量分數,%)Table 3 The chemical composition of electrode J707(mass fraction,%)

表4 J707焊條力學性能Table 4 The mechanical property of electrode J707
為了將熱影響區軟化降到最低,焊接時用?2.5 mm焊條打底,然后用?3.2 mm和?4 mm焊條焊肉。用細焊條打底還可以減少母材向焊縫中過渡碳,有利于形成塑性焊縫組織。
2.2 預熱及層間溫度
預熱可以減小母材的淬硬傾向,減緩焊接接頭的冷卻速度,有利于焊接部位形成塑性組織,同時有利于焊縫氫的逸出,有效防止氫致冷裂紋。
對于中碳調質鋼預熱溫度的計算,主要有以下兩種方法:
按照國際焊接學會碳當量法公式[3]:
To=360·CE
式中CE——碳當量。求得To約為290℃。
按照日本焊接協會碳當量法公式[3]:
To=360·Ceq
式中Ceq——碳當量。求得TO約為300℃。
另據資料顯示,中碳調質鋼理想的預熱溫度應高于Ms點20℃[4],ZG42CrMo材質的Ms點在330℃左右[5]。
參照以上結果,最后將托輪預熱溫度選定為350℃,焊前采用臺車爐進行整體預熱。
托輪鑄造缺陷主要為砂眼和裂紋等,缺陷挖除后普遍比較深,焊接時需要采用多層多道焊。多層焊時次層對前層焊道的回火作用能改善前層焊縫組織的淬硬傾向,但層間溫度控制不當會造成焊縫含氫量增加,從而導致延遲裂紋的產生。在托輪焊接過程中,采用煤氣管道輔助加熱焊口周圍,將層間溫度控制在330℃左右。
2.3 焊后熱處理
為避免產生延遲裂紋,托輪在焊后需要立即進爐進行去應力處理,溫度以低于調質回火溫度30℃為宜,我公司選擇550~600℃的回火工藝。
2.4 焊接工藝評定
參照上述工藝參數,以ZG42CrMo托輪相同材質作試件,進行焊接工藝評定試驗。試板尺寸為500 mm×400 mm×100 mm,坡口見圖1。焊接時預熱至350℃,焊后進行580℃去應力處理。待試件冷卻放置24h后,超聲檢測和磁粉檢測均未發現裂紋。力學性能方面:抗拉強度Rm=710 MPa,屈服強度Re=620 MPa,延伸率A=22.5%,沖擊AKV≥80 J。彎曲試驗結果顯示無開放性裂紋。焊層表面拋光后,測得硬度為213 HBW。上述力學性能數據符合ZG42CrMo材質的技術要求。
焊接后母材、焊縫、熔合區顯微組織見圖2~圖4。由圖可知,母材和熱影響區組織為珠光體和鐵素體,焊縫組織為細小珠光體和鐵素體,焊接部位沒有形成馬氏體等淬硬組織,這樣就可以避免裂紋的產生。

圖1 焊接試板坡口圖Figure 1 Welding groove of test plate
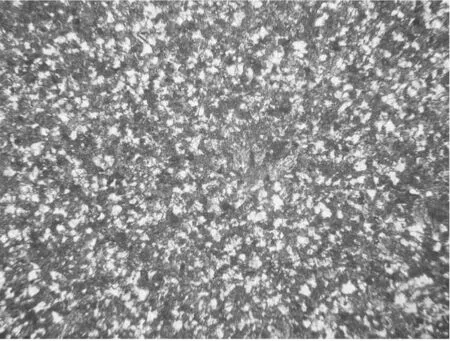
圖2 母材組織(500×)Figure 2 The structure of base material(500×)
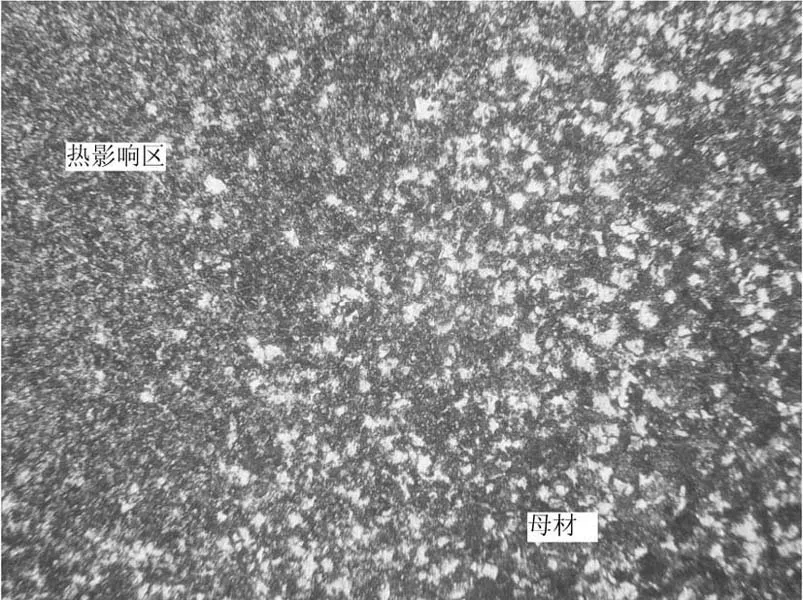
圖3 母材和熱影響區組織(500×)Figure 3 The structure of base material and heat affect zone(500×)

圖4 焊縫組織(500×)Figure 4 The structure of welding area(500×)
2.5 托輪焊接
為了檢驗焊接工藝評定的準確性,粗加工后選擇3個托輪進行焊接,缺陷位于托輪周身及冒口面,焊后回火溫度為580~590℃。托輪參數見表5。
托輪回火出爐冷卻后,打磨并拋光焊口,進行超聲檢測和磁粉檢測。無損檢測后用4%的硝酸酒精溶液腐蝕焊口表面,清晰顯示熔合線后對托輪母材、熱影響區和焊縫進行硬度檢測,硬度檢測采用瑞士equotip里氏硬度計。檢測結果見表6。

表5 待焊托輪參數Table 5 The parameter of supporting roller to be welded
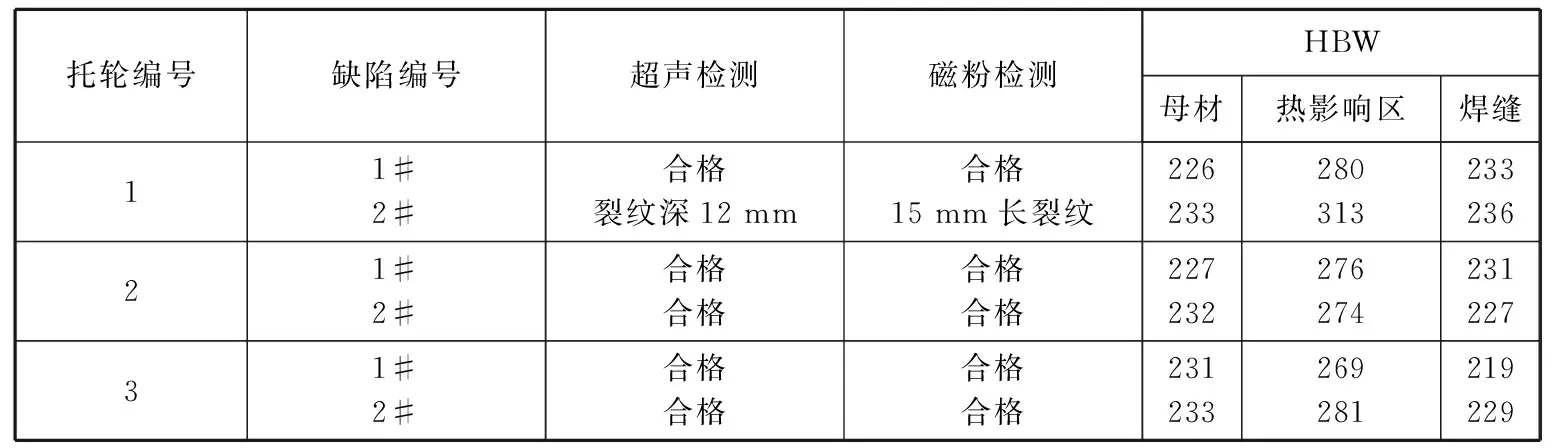
表6 托輪焊口檢測結果Table 6 The test results of supporting roller weld
檢測結果顯示,托輪1 的2#缺陷存在裂紋且熱影響區硬度值很高。圖5是裂紋部位的顯微鏡檢測結果。從圖5可以看出,焊接區域裂紋部位存在隱針馬氏體組織。

圖5 焊接區域隱針馬氏體組織(500×)Figure 5 The acicular martensite structure in welding area(500×)
經過分析,隱針馬氏體是由于焊接時焊口冷卻速度過快而產生的。托輪1直徑較大,預熱出爐后表面溫度能夠達到工藝要求,但實際內部溫度不足,焊接時產生的熱量被內部快速吸走,導致焊口冷卻速度過快,從托輪1焊縫處硬度值高于其他處也可以得到驗證。另外,2#缺陷處于冒口面,碳元素偏析會使焊口淬硬傾向加大,增加裂紋產生幾率。返修時應提高預熱溫度和該溫度下的保溫時間。
托輪1返修:用砂輪去除2#缺陷裂紋,磁粉檢測顯示無缺陷后整體進爐預熱,出爐溫度為400℃,焊前打磨焊口處灰塵等雜物,焊后立即進爐進行回火處理。冷卻后磁粉和超聲檢測合格,金相組織為細小鐵素體和珠光體。
參照以上檢測結果,我們改進了焊接工藝,根據不同尺寸的托輪適當提高預熱溫度和保溫時間。后續托輪焊后沒有出現裂紋等缺陷。最后得到以下結論:
(1)偏析會造成冒口面含碳量增加和淬硬性增強,焊接此處缺陷時應該選擇高預熱溫度和小焊接線能量。
(2)托輪缺陷越小的部位焊后硬度值越高,焊后組織沖擊韌性越低。當托輪工作面出現小缺
陷時,應提高預熱溫度,防止焊后出現低塑性組織,這樣可以避免托輪在使用過程中由于擠壓而造成焊口脫落。
3 結論
(1)采用手工電弧焊方法,使用J707焊條焊接ZG42CrMo托輪,只要選擇合理的焊接工藝施焊,焊縫質量能夠達到母材性能要求。
(2)為保證托輪在焊后滿足使用要求,焊前應對托輪進行預熱。預熱時采用碳當量公式計算出來的預熱溫度僅作參考,實際操作時應根據鑄件大小和缺陷所處的不同位置選擇合適的預熱溫度。同時,為了使焊口具有一定的沖擊韌性,還應選擇合適的焊接線能量。
[1] 周振豐.焊接冶金學.北京:機械工業出版社,1996.
[2] 李榮雪.金屬材料焊接工藝.北京:機械工業出版社,2008.
[3] 張文鉞.焊接冶金學. 北京:機械工業出版社,1999.
[4] 杜國華.新編焊接工藝500問. 北京:機械工業出版社,2009.
[5] 樊東黎,徐躍明,佟曉輝.熱處理工程師手冊. 北京:機械工業出版社,2004.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
