大型環(huán)件軋制時(shí)偏心現(xiàn)象研究
2012-09-25 09:15:52王雷剛錢喜根吳君三
大型鑄鍛件 2012年6期
關(guān)鍵詞:分析
陳 洪 王雷剛 錢喜根 吳君三 范 禹
(1.江蘇大學(xué)材料科學(xué)與工程學(xué)院,江蘇 212013;2.張家港海陸環(huán)形鍛件有限公司,江蘇 215600)
大型環(huán)鍛件不僅用于大型風(fēng)電機(jī)組軸承和風(fēng)塔法蘭,在石油化工壓力容器、港口機(jī)械塔吊回轉(zhuǎn)支承、重型燃汽輪機(jī)組環(huán)件、核電機(jī)組環(huán)件、大型運(yùn)載火箭倉(cāng)體等也有著廣泛的應(yīng)用。這些環(huán)鍛件大多是直徑5 m以上的超大型環(huán)件或重量在15 t以上的超重型環(huán)件,其性能質(zhì)量對(duì)于大型能源、石化和武器裝備的性能壽命有著決定性的影響。大型環(huán)鍛件的生產(chǎn)工藝為:原材料的采購(gòu)→原材料的檢測(cè)→下料→加熱→制坯→軋環(huán)→熱處理→性能檢測(cè)→機(jī)械加工,其中軋環(huán)是最為關(guān)鍵的一道工序。環(huán)件徑軸雙向軋制是通過(guò)對(duì)環(huán)坯徑向和軸向施加壓力,造成材料連續(xù)局部變形,使環(huán)形坯料的直徑不斷增大,壁厚逐漸減薄,截面輪廓逐漸達(dá)到所需形狀的一種先進(jìn)塑性加工技術(shù)。相比傳統(tǒng)制造方法,大型環(huán)件徑軸向軋制成形利用較小噸位設(shè)備能較快成形為幾何精度高、內(nèi)部組織致密、金屬流線分布完整的優(yōu)質(zhì)環(huán)件,具有節(jié)能、節(jié)材、優(yōu)質(zhì)、高效等技術(shù)經(jīng)濟(jì)優(yōu)點(diǎn)。故環(huán)件徑軸雙向軋制已成為生產(chǎn)鈦合金、高溫合金等難變形材料復(fù)雜截面環(huán)件的首選加工工藝,在航空、航天、能源、交通等工業(yè)領(lǐng)域得到廣泛應(yīng)用。
1 環(huán)件軋制原理[1,2]
環(huán)形零件的輾擴(kuò)原理為主輥旋轉(zhuǎn)帶動(dòng)環(huán)形坯旋轉(zhuǎn),環(huán)形坯再帶動(dòng)芯輥旋轉(zhuǎn),同時(shí)主輥與芯輥間的中心距離逐漸縮小,而環(huán)形坯的直徑逐漸擴(kuò)大,高度逐漸減小,直到形成所需要的截面形狀。由錐輥控制環(huán)件高度,抱輥誘導(dǎo)工件成圓并增加輾擴(kuò)穩(wěn)定性。如圖1所示。其成圓原理為不在同一條直線上的三點(diǎn)唯一確定一個(gè)圓。主輥和兩個(gè)抱輥即相當(dāng)于不在同一條直線上的三點(diǎn),可以唯一確定一個(gè)圓,所以兩個(gè)抱輥是成圓的關(guān)鍵。隨著芯輥壓進(jìn)量的不斷增大,環(huán)件的圓度是在不斷變化的。當(dāng)環(huán)件達(dá)到預(yù)定尺寸時(shí),最終的成圓是由主輥和兩個(gè)抱輥這三點(diǎn)確定的。
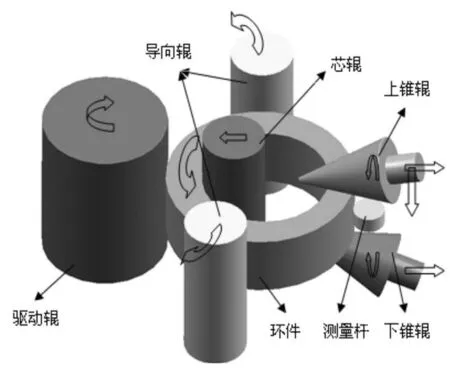
圖1 環(huán)件軋制示意圖Figure 1 The schematic drawing of ring rolling
2 軋制偏心現(xiàn)象分析[3,4]
實(shí)際生產(chǎn)中,環(huán)件軋制常常會(huì)出現(xiàn)偏心的現(xiàn)象,即環(huán)件沒有成圓,從而使產(chǎn)品成為廢品。針對(duì)這一現(xiàn)象,現(xiàn)應(yīng)用上述的環(huán)軋?jiān)韺?duì)環(huán)件軋制偏心現(xiàn)象作如下分析。
2.1 幾何分析
由環(huán)件軋制原理可知,環(huán)件和兩個(gè)抱輥有兩個(gè)接觸點(diǎn),和驅(qū)動(dòng)輥有一個(gè)接觸點(diǎn),這3個(gè)點(diǎn)確定了環(huán)件的外圓。根據(jù)三點(diǎn)定圓定理可建立驅(qū)動(dòng)輥和兩個(gè)抱輥的工作模型(如圖2所示)。
弧a是抱輥的運(yùn)動(dòng)軌跡,圖中分別顯示了軋制?2 m、?3 m、?4 m和?5 m環(huán)件時(shí)驅(qū)動(dòng)輥和兩個(gè)抱輥的相對(duì)位置。當(dāng)軋制?2 m的環(huán)件時(shí),A、B、C三點(diǎn)就可以唯一確定環(huán)件的圓度。但是,隨著環(huán)件直徑的不斷增大,驅(qū)動(dòng)輥和兩個(gè)抱輥將趨于在同一條直線上,當(dāng)環(huán)件的直徑足夠大時(shí),主輥和兩個(gè)抱輥將近似在同一條直線b上。若主輥和兩個(gè)抱輥三點(diǎn)近似的在同一直線上,這時(shí)就不能唯一的確定環(huán)件的圓度,即出現(xiàn)偏心現(xiàn)象。
由此可以得出結(jié)論:軋制環(huán)件時(shí),環(huán)件的直徑越大,出現(xiàn)偏心的可能性就越大。當(dāng)環(huán)件的直徑大到使得主輥和兩個(gè)抱輥近似在同一直線上時(shí),抱輥就起不到誘導(dǎo)成圓的作用了。隨著直徑的增大,兩抱輥之間的張角增幅是很大的。圖3和圖4分別為?3 m和?5 m環(huán)件軋制時(shí)兩抱輥間的夾角。
2.2 力學(xué)分析
圖5和圖6分別為?3 m和?5 m環(huán)件的受力分析簡(jiǎn)圖。環(huán)件軋制過(guò)程中,環(huán)件受到了抱輥施加的力F。但是,起到誘導(dǎo)環(huán)件成圓的力是力F在環(huán)件徑向上的分力f。且
f=Fcosθ
式中θ——力F與力f之間的夾角。
隨著環(huán)件直徑的增大,θ也在逐漸的增大。由上式可知,θ逐漸增大,力f會(huì)逐漸減小。也就是說(shuō),當(dāng)環(huán)件直徑增大時(shí),誘導(dǎo)環(huán)件成圓的力f在減小,出現(xiàn)偏心的可能性在增大。
3 結(jié)論
(1)通過(guò)幾何分析可知隨著環(huán)件軋制的進(jìn)行,環(huán)件直徑不斷增大,當(dāng)環(huán)件的直徑大到使得主輥和兩個(gè)抱輥近似在同一直線上時(shí),抱輥就起不到誘導(dǎo)成圓的作用。因此可加長(zhǎng)抱輥的支撐桿,盡量減小兩個(gè)抱輥之間的張角,或者也可適當(dāng)增大抱輥的直徑或減小主輥直徑來(lái)保證三點(diǎn)定圓和足夠大的誘導(dǎo)成圓力。

圖2 驅(qū)動(dòng)輥與抱輥工作模型Figure 2 Working model of drive roller and guide roller
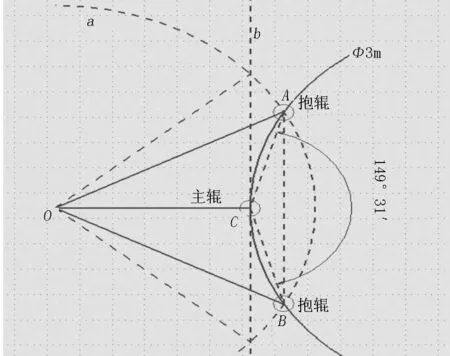
圖3 ?3 m環(huán)兩抱輥間的夾角Figure 3 Angle between guide rollers for ?3 m ring
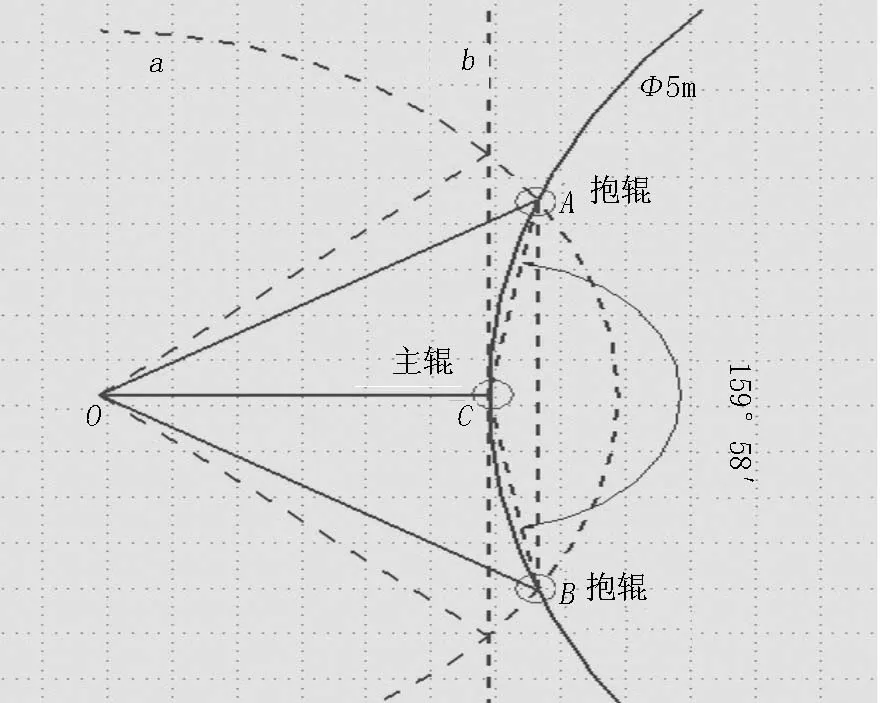
圖4 ?5 m環(huán)兩抱輥間的夾角Figure 4 Angle between guide rollers for ?5 m ring
(2)由力學(xué)分析可知隨著環(huán)件直徑的增大,θ也在逐漸的增大,而誘導(dǎo)環(huán)件成圓的力f在減小。
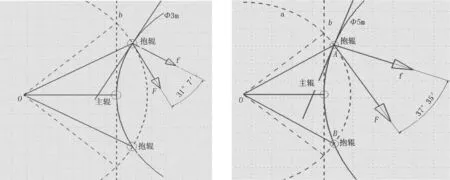
圖5 ?3 m環(huán)件受力分析簡(jiǎn)圖Figure 5 Force analysis diagram for ?3 m ring圖6 ?5 m環(huán)件受力分析簡(jiǎn)圖Figure 6 Force analysis diagram for ?5 m ring
因此可增加抱輥和環(huán)件之間的摩擦力F,這樣可以抵消θ增大所帶來(lái)的影響,保證軋制過(guò)程的順利進(jìn)行。而且軋制過(guò)程中芯輥、抱輥的進(jìn)給要均勻,保證軋制均勻。如果溫度允許的話,進(jìn)給量可以適當(dāng)小一點(diǎn)。
[1] 蘭箭,李昶,魏曦,等. 定導(dǎo)向力環(huán)件軋制中圓度誤差變化規(guī)律的研究[J]. 金屬鑄鍛焊技術(shù),2009,38(13): 8-12.
[2] 華林,黃興高,朱春東.環(huán)件軋制理論和技術(shù)[M]. 北京:機(jī)械工業(yè)出版社,2001.
[3] 解春雷,李尚健,黃樹槐. 輾環(huán)過(guò)程動(dòng)力有限元分析中的抱輥約束[J]. 鍛壓機(jī)械,1997 (5):13-19.
[4] Forouzan M R, Salimi M, Gadala M S, et al.Guide roll simulation in FE analysis of ring rolling [J]. Journal of Materials Processing Technology, 2003, 142(1): 213-223.
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟(jì)研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
財(cái)經(jīng)界(學(xué)術(shù)版)(2015年20期)2015-12-23 09:20:13
中國(guó)中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(bào)(社會(huì)科學(xué)版)(2014年3期)2014-04-16 04:38:31
