特大型支承輥表淬工藝數值模擬
2012-09-25 09:15:52楊運民蔣新亮
大型鑄鍛件 2012年6期
關鍵詞:工藝
楊運民 李 其 蔣新亮
(中國二重重裝股份公司大型鑄鍛件數值模擬國家工程實驗室,四川618013)
特大型支承輥用400 t~500 t鋼錠鍛造。由于特大型支承輥使用壽命要求高,技術指標特別苛刻,制造難度大,因此長期被國外企業(yè)壟斷。二重近年來先后為鞍鋼、沙鋼、湘鋼和韓國現代等國內外企業(yè)制造了多支5 m寬厚板軋機特大型支承輥,標志著在這一極限制造領域打破了我國長期依賴進口的被動局面。由于該產品制造風險很大,在工藝和制造過程中稍有不慎就會導致支承輥斷裂、表面剝落等嚴重質量事故,產生重大經濟損失。因此非常有必要對加熱和表面淬火過程中支承輥內部溫度場、應力場及各部位性能與金屬組織變化與分布規(guī)律進行系統的研究。本文借助數值模擬手段,分析支承輥表淬熱處理過程中應力分布的演化規(guī)律,研究熱處理工藝的優(yōu)化方向。
1 模擬對象及建模要點
圖1為二重生產的5 m軋機支承輥尺寸簡圖。支承輥全長11 544 mm,交貨重量240 t,輥身直徑2 320 mm,輥身長度5 470 mm,材質為EBR21。考慮到產品軸對稱的特點,本文在模擬中分別使用3 000個和10 000個二維軸對稱單元進行有限元離散化,并對加熱過程的模擬結果進行比較,確認3 000個單元的計算規(guī)模足以準確描述支承輥的溫度變化規(guī)律。以后的計算全部使用3 000個單元的網格規(guī)模進行模擬。
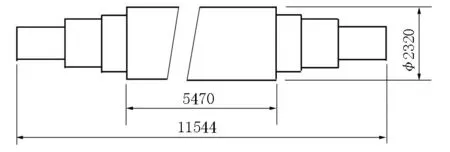
圖1 本文模擬對象5 m軋機支承輥尺寸簡圖Figure 1 Dimension diagram of simulated backup roll of 5m rolling mill
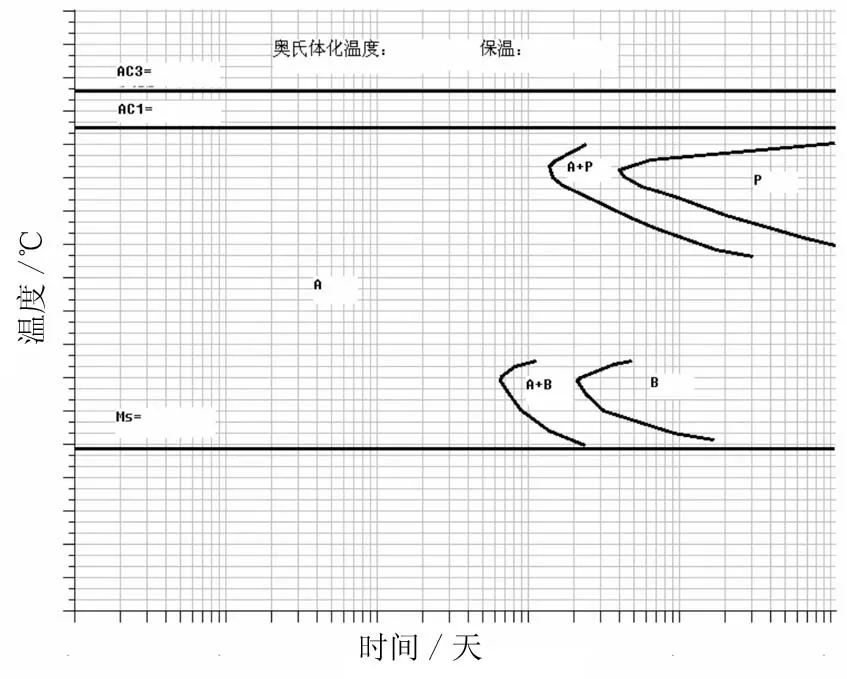
圖2 EBR21支承輥材料等溫轉變曲線Figure 2 Isothermal transformation curve of EBR21 backup roll material
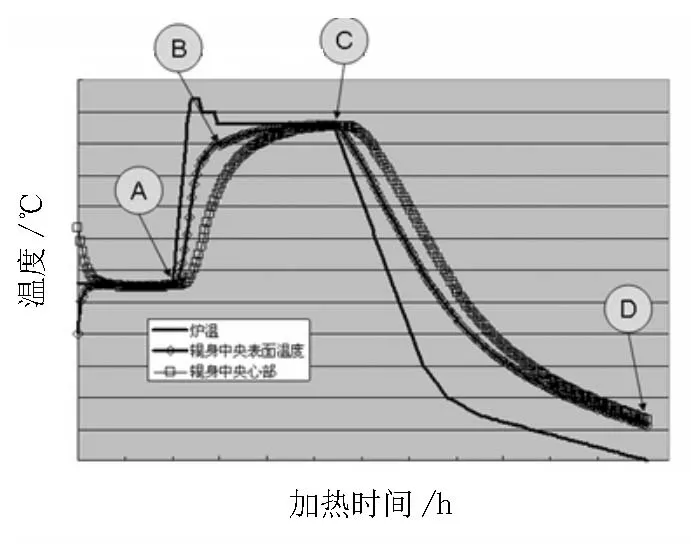
本文研究的特大型支承輥在表淬熱處理中只涉及到珠光體相變和貝氏體相變,其相變動力學模型使用圖2所示的實測TTT等溫轉變曲線。材料固態(tài)相變潛熱以及材料的熱物性參數使用表1所列數據。熱膨脹系數、彈性模量和屈服極限使用表2所列數據。這些數據主要參照鍛造、熱處理模擬軟件DEFORM中材料數據庫中的數據設定,只是珠光體的屈服強度依據對EBR21材料的高溫拉伸試驗結果設定,貝氏體的屈服強度大于珠光體的屈服強度,但考慮到貝氏體的含量有限并且只存在于支承輥表層較淺的區(qū)域,在此粗略按照珠光體的屈服強度來設定而沒有單獨實測。這種處理可能會低估表層的壓應力值,但對心部的拉應力值影響有限。爐內加熱及爐外冷卻時主要是與爐氣和空氣的換熱,其表面換熱系數使用經驗公式h=α(Tc-Tw)0.25+β(Tc2+Tw2)(Tc+Tw),其中表征對流換熱和熱輻射換熱的常數α和β通過擬合生產中溫度升降的記錄確定。換熱系數使用的正確與否取決于對件溫變化規(guī)律計算的正確性,加熱過程計算中使用反復迭代件溫的方法逼近真實的件溫變化規(guī)律和表面換熱系數。事實證明從假設件溫為常數開始三次以上迭代后,件溫變化規(guī)律趨于穩(wěn)定而且與生產記錄吻合良好。圖3為計算升溫過程與實測生產記錄的比較,表面預測溫升曲線吻合完美,心部熱電偶記錄與預測結果在初始低溫段偏差較大的原因是實際的產品在入爐前心部溫度比表面低,而在模擬中初始都按表面溫度設置整個輥身的溫度場。經過長時間的中溫保溫平臺后,這種差異變得微不足道,所以后期升溫中心部溫度的預測趨于實測記錄,并在加熱完成時點誤差只有5℃。
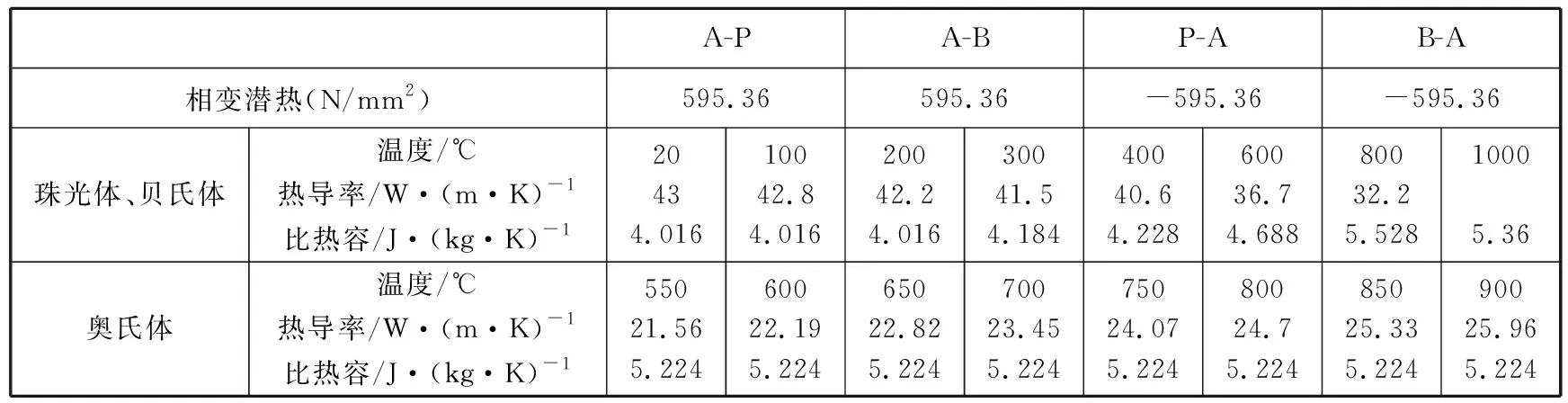
表1 EBR21材料固態(tài)相變潛熱以及材料的熱物性參數Table 1 Solid phase change latent heat and thermo physical parameters of EBR21 material
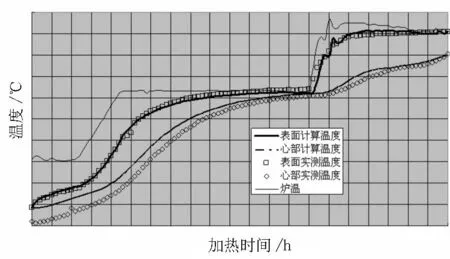
圖3 表淬加熱模擬結果與生產記錄的對比Figure 3 Comparison between simulation results and production records of surface hardening heating
2 支承輥表淬工藝數值模擬結果
2.1 加熱過程奧氏體化層深控制
在使用數值模擬手段研究支承輥表淬工藝之前,工藝人員很難估計按照工藝曲線加熱后奧氏體化的深度,所以工藝現場執(zhí)行中只能按照工藝估計的到溫后保溫時間保溫,然后出爐冷卻。利用數值模擬可以非常準確的計算支承輥的溫度場和相變場,計算出爐時機與奧氏體化層深的關系,制成在工藝現場使用方便的圖表,如圖4所示。根據該圖工藝人員可以按照奧氏體化層深的要求方便地對工藝進行調整,達到節(jié)能和控制產品質量的目的。例如,如果只需要讓表層以下150 mm的材料完全奧氏體化,就可以按照圖中規(guī)律,把加熱保溫的總時間較原估計時間縮短3 h。
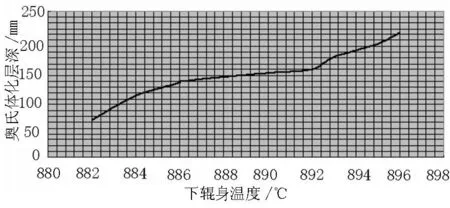
圖4 某支承輥表淬加熱工藝出爐時機與完全奧氏體化層深關系的計算結果Figure 4 Computed result related furnace tapping time with completely austenitizing layer depth of backup roll surface hardening heating process
2.2 應力分布演化規(guī)律
應力分布演化規(guī)律對于控制加熱冷卻過程的風險以及掌握最終產品中殘余應力分布具有重要的價值。特別是殘余應力分布規(guī)律的合理與否與支承輥使用過程中斷裂和表面剝落有著很大的關聯性。以往沒有數值模擬的支持,加熱過程的風險及產品中的殘余應力很難準確控制。由于留在產品中的殘余應力與加熱、表淬、回火諸過程密切相關,其分布不能通過單純分析其中某一個過程而得到。下面分別介紹在各個階段應力演化的特征和機理。另外,由于支承輥長軸類形狀特征的原因,軸向應力風險大于周向,限于篇幅,本文僅給出軸向應力的分析結果。
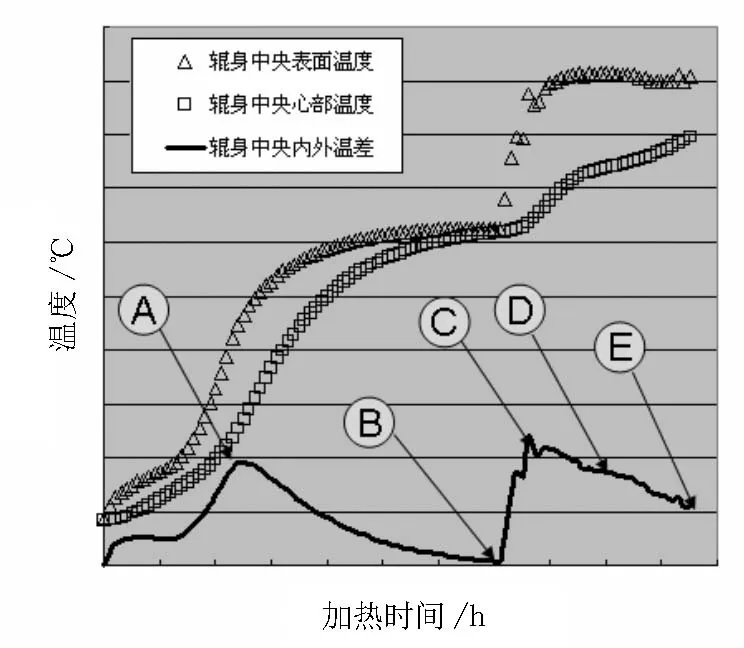
加熱階段輥身中央軸向應力沿徑向截面分布演化的規(guī)律如圖5所示。圖5(a)為輥身升溫和內外溫差變化規(guī)律,從中選擇了A、B、C、D、E五個時間點來考察這些關鍵時點軸向應力沿徑向的分布規(guī)律,如圖5(b)所示。
A時點對應加熱到中溫平臺過程中內外溫差最大的情況,這時的溫度較低,彈性模量大,外層膨脹受內層材料的約束,因此形成了表面受壓、心部受拉的簡單應力分布特征。B時點對應中保平臺的結束,這時內外溫差很小,因此從里到外的應力值都非常小。C時點對應從中溫平臺開始快速升溫過程中內外溫差最大時點,這時盡管溫差值與A時點時相當,但由于此時的溫度較高,彈性模量和屈服強度較低,應力值相比于A時點的情況小很多,心部最大的拉應力只有150 MPa。另外由于此時表面已經達到奧氏體化溫度,因相變收縮,表面的壓應力值減小到50 MPa以內。D時點對應奧氏體化前沿向心部推進過程中的情況,這個階段相變對應力分布變化起主導作用,相變層推進到的地方,因收縮受阻呈現拉應力峰值,而其它部分在原有應力基礎上疊加壓應力,呈現很小的拉應力或壓應力。E時點為出爐時點,這時相變前沿已深入到皮下900 mm以上的區(qū)域,心部呈拉應力。皮下700 mm以內的區(qū)域已完全奧氏體化,溫度再次成為該區(qū)域應力分布的控制因素。表層溫度逼近爐溫,變化緩慢,而皮下300 mm~400 mm的次表層成為溫升顯著的區(qū)域,呈現壓應力峰值。表面層起約束次表層膨脹的作用,因而呈現小幅的拉應力。縱觀整個過程,加熱應力風險主要存在于材料尚未奧氏體化而又受到拉應力作用的時間段。這里A時點和C時點風險最大,但都不至于產生危害。前者心部拉應力雖接近400 MPa,但因溫度低,強度仍在640 MPa以上,所以安全;后者心部拉應力達到150 MPa,溫度到達635℃,雖已進入屈服強度和拉伸強度急劇下降的溫度區(qū)間,按表2數據計算此時屈服強度約為300 MPa,因此也尚屬安全。
(a)
(b)圖5 加熱階段輥身中央軸向應力沿徑向截面分布演化情況Figure 5 Distribution situation of central axial stress of roller body along radial section during heating stage
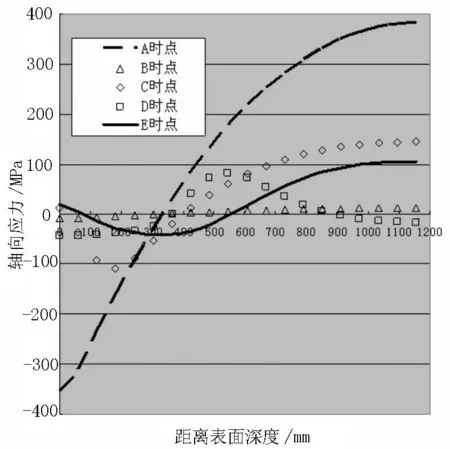
圖6 冷卻階段輥身中央軸向應力沿徑向截面分布演化情況Figure 6 Distribution situation of central axial stress of roller body along radial section during cooling stage
冷卻階段輥身中央軸向應力沿徑向截面分布演化的規(guī)律如圖6所示。在冷卻45 min時,表層溫度因與環(huán)境的熱交換下降,心部溫度因次表層的傳熱而升高,表層收縮受限拉應力上升到超過100 MPa,心部膨脹受限,拉應力由加熱結束時的100 MPa下降到不足50 MPa。冷卻2 h后表層進入珠光體相變區(qū),因相變膨脹受限在相變前沿出現壓應力,向里緊鄰的未相變區(qū)出現拉應力峰值,心部則因繼續(xù)升溫膨脹受阻而應力由拉變壓。冷卻3 h繼續(xù)延續(xù)這種趨勢,只是珠光體相變的前沿向里推進的同時心部已停止升溫而轉向降溫。冷卻10 h后,珠光體相變前沿已推進到皮下500 mm的位置,表面也因連續(xù)的冷卻受限,拉應力上升到270 MPa。冷卻13.5 h后表面溫度進入貝氏體相變區(qū)域,因相變膨脹受阻,拉應力開始下降。到15.5 h后,表層貝氏體相變基本完成,應力由拉應力變?yōu)?20 MPa的壓應力。冷卻20 h后,心部的珠光體相變完成呈現超過400 MPa的壓應力,表層則因次表層的收縮牽連壓應力升高到300 MPa。之后只是簡單的溫度應力控制過程,內層材料收縮,拉應力升高(或壓應力降低),最終冷卻結束時形成了表面和心部受壓,皮下200 mm~900 mm區(qū)域受拉的應力分布特征。這時的拉應力值都在130 MPa以內,值得注意的是,這樣的分布雖比較理想但并非最終留在產品中的殘余應力,在回火過程中要進一步演化。
回火過程雖不涉及相變,但應力調整的機制更加復雜。除開因溫度變化造成的應力重分布外,材料力學性能隨時間的變化引起的應力重分布也是不能忽略的因素。后者目前尚沒有成熟的方法予以考慮,本文的回火模擬中僅考慮了前者。因材料的屈服強度會在回火過程中下降,本文得到的殘余應力模擬結果是上限估計,實際的殘余應力分布在該分布形態(tài)的基礎上峰值向下調整。回火過程爐溫和件溫變化規(guī)律如圖7(a)所示,在其中選擇了關鍵時間點A、B、C、D的軸向殘余應力沿徑向分布,并表示在圖7(b)中。回火出爐時點D內外仍有較大溫差,因此繼續(xù)模擬了在靜止空氣中的冷卻,直到內外都逼近室溫且溫差在1℃以內,這時的殘余應力也一并顯示在圖中。
(a)
對照圖6中表淬結束時的應力分布特點,在回火達到A時點的過程中,表面層升溫,心部(皮下700 mm以上區(qū)域)降溫,所以造成表層的壓應力上升超過600 MPa,而皮下700 mm以上的心部區(qū)域拉應力普遍上升,心部達到100 MPa以上,皮下730 mm附近的拉應力更是達到350 MPa。B時點為回火升溫過程中內外溫差最大的時點,外層溫度升高顯著,材料屈服強度下降,所以壓應力值減小。心部升溫尚不顯著又受外層膨脹的牽連,拉應力上升,心部超過200 MPa、峰值處達到400 MPa。C時點內外溫差基本消失,應力分布的形態(tài)回到與A時點相似的狀態(tài),只是壓應力、拉應力峰值分別調整到250 MPa和220 MPa。冷卻到D時點的過程中,再次經歷溫度應力的作用壓應力、拉應力峰值分別回到400 MPa和330 MPa。在接著的空冷到室溫的過程中,溫度應力繼續(xù)作用,應力、拉應力峰值繼續(xù)上升但幅度很小,最終表面形成406 MPa壓應力,皮下730 mm附近形成345 MPa拉應力,心部形成70 MPa拉應力。值得注意的是,A、C時點和空冷到室溫三種情況,內外基本達到均溫的時候,其應力分布的形態(tài)相似,拉、壓應力峰值出現的位置一致。A時點與最終空冷到室溫時應力分布的差異很小,只是表層因經歷加熱軟化屈服而有所減小。C時點應力峰值小的原因是溫度高,材料彈性模量明顯降低的緣故。出乎工藝人員意料的是支承輥中心的拉應力并非最大,存在較大殘余拉應力的區(qū)域是1/2R到1/3R的區(qū)域,打中心孔既費工時也對改善殘余應力沒有太大幫助。從二重對支承輥解刨分析的結果看,最易萌生裂紋的地方并非中心,而是1/2R到1/3R的區(qū)域。
2.3 淬硬層硬度分布規(guī)律
淬硬層硬度分布的預測使用積分法。首先通過實驗得到各個等溫轉變溫度下形成的珠光體和貝氏體的硬度,然后根據模擬得到的淬硬層各點在各個相變溫度臺階上的相變量,按相變量累積硬度值就可以得到最終各點的硬度值。考慮到本文研究的加熱工藝中加熱時間偏長,需要改進,因此探討性地模擬了不同加熱時間表淬的情況,并對它們的淬硬層分布進行了比較,如圖8所示。
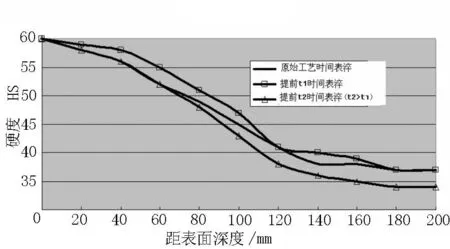
圖8 表淬淬硬層硬度分布的預測Figure 8 Prediction of hardened layer hardness distribution during surface hardening
從圖8可以看出,由于冷卻條件沒有變化,淬硬層的深度沒有太大的變化,都能達到120 mm,但硬度下降趨勢有所不同。原始工藝加熱時間長,內部蓄熱多,使得次表層溫度下降緩慢,淬硬層內形成的淬火組織少,所以硬度下降快。提前t1表淬,減少內部蓄熱量能夠相當程度的提高次表層淬火組織含量,改善硬度下降程度。但提前t2表淬,因完全奧氏體化層深受到影響,淬硬層硬度分布變得更差。預測的表面肖氏硬度為60 HS,與實測結果吻合較好。而次表層相比于實測結果,硬度下降梯度偏大,這與積分時使用溫度臺階較少有關,也與積分算法的科學性有一定關系,值得今后進一步探討。
3 結論
本文利用數值模擬手段系統地分析了特大型支承輥表淬和回火從加熱到冷卻全程的溫度場、相變場、應力場的演化規(guī)律,揭示了各個階段應力演化的機理并給出了表淬結束時的淬硬層硬度分布規(guī)律。以下幾點對于指導工藝實踐有重要意義:
(1)原設計的冷卻工藝條件只能淬硬表層120 mm以內的區(qū)域,完全奧氏體化深度應控制在200 mm以上,但過厚的奧氏體化層只能增加心部的蓄熱量,影響冷卻時次表層的降溫速度,進而減少該區(qū)域淬火組織,造成硬度下降梯度大的不利分布。
(2)關于原設計工藝中的殘余應力分布,中心處拉應力并非最大,拉應力風險存在于1/2R到1/3R的區(qū)域。打中心孔以期降低應力風險的做法缺乏科學依據。
(3)回火過程中因無相變參與,塑性變形也僅在表層局部有限區(qū)域內發(fā)生,單純升降溫度不能改變應力分布的形態(tài)。當達到內外均溫時,各個均溫溫度下的應力分布特征都非常相似,只是峰值有所調整,高溫時低、低溫時高,起作用的主要是彈性模量上的差異。表淬結束和回火結束時應力分布上的差異也只是消除內外溫差過程中溫度應力作用的結果。因此,在研究改善殘余應力分布工藝方法時應該重點從加熱和出爐快速冷卻過程中尋找解決方法。
[1] 中國航空材料手冊.第一卷.結構鋼和不銹鋼.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
