某高層住宅樓的粗鋼筋連接技術
2012-09-06 07:36:54張利軍
黑龍江交通科技 2012年10期
關鍵詞:工程
張利軍
(江蘇盛立建設發展有限公司)
1 工程概況
某江南高層住宅樓主樓31層、地下室2層,地下一層為大車庫,貫穿兩幢主樓。總用地面積2萬m2,總建筑面積約54 458 m2,地下面積約14 436 m2。大樓主體為框架剪力墻結構,基礎形式為樁筏板基礎,地下室底板厚600 mm、1 400 mm,混凝土強度等級為C40,框架柱的斷面為(1 000×1 000)mm、(800×800)mm,其混凝土強度等級為C55。為了保證工程質量,施工單位對地下室底板中水平鋼筋全部采用鐓粗直螺紋鋼筋連接技術,對框架柱中的豎向鋼筋全部采用了電渣壓力焊。該施工方法對整個工程的工期、質量和效益起到了促進作用。
2 本工程鐓粗直螺紋連接技術
2.1 工藝流程
切割下料→一端液壓鐓粗→加工螺紋→安裝套筒→調頭→另一端液壓鐓粗→加工螺紋安裝保護套→作好標設→現場安裝
2.2 操作要點
(1)對端頭不直的鋼筋預先調直,采用砂輪切割機進行下料切割,切口的端面與鋼筋軸線垂直。
(2)保證鐓粗頭鋼筋軸線不大于4°的偏斜,不得出現與鋼筋軸線相垂直的橫向表面裂縫,出現質量不符合要求時,應及時割除,重新鐓粗。
(3)將擴大的鋼筋端部放入套絲機套絲孔內,按標準尺寸加工成直螺紋,并與連拉套的螺紋規格相匹配。按10%的隨機抽樣檢驗,當發現有不合格的絲頭時,應全部逐個檢查,并切除所有不合格的絲頭,重新鐓粗加工螺紋,驗收合格后及時用連接套筒或塑料帽加以保護。
(4)鋼筋連接采用普通扳手進行,由于底板鋼筋長且密集,連接套筒預先全部擰入一根鋼筋的螺紋上,再反擰入另一根鋼筋端頭螺紋,最后轉動1/2~1,即可鎖定連接件。
2.3 質量檢測
(1)外觀檢查
從每60 t鋼筋中抽取5%進行外觀檢查。鋼筋表面不得有裂紋、結疤和折疊,且每1 m鋼筋彎曲度不得大于4 mm。
(2)力學性能試驗
從每60 t鋼筋中任選2根鋼筋,每根取2個試樣分別進行拉伸和冷彎試驗。
(3)連接套筒
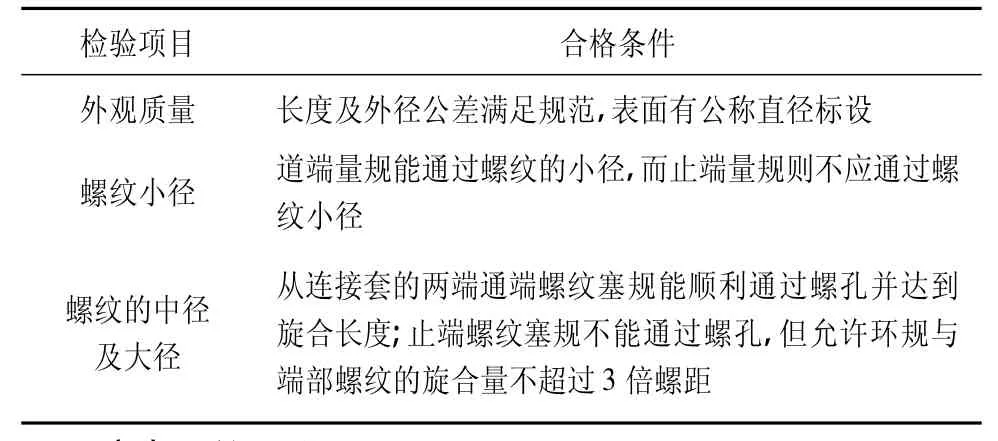
表1 連接套筒檢驗項目
(4)鋼筋絲頭
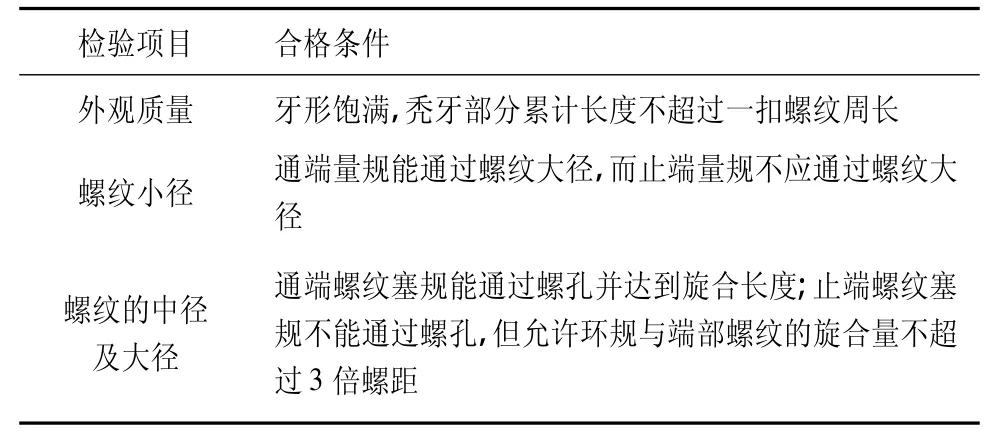
表2 鋼筋絲頭檢驗項目
3 本工程電渣壓力焊連接技術
電渣壓力焊是將兩根被接鋼筋安放成豎向對接形式,利用焊接電流通過兩鋼筋端面間隙,在焊劑層內形成電弧,產生電弧熱熔化鋼筋,加壓后形成鼓形焊包的一種壓焊方法。
3.1 焊接工藝
工藝流程:安裝焊接鋼筋和鐵絲球→纏繞石棉繩、裝放焊劑接通電源→進入造渣過程使鋼筋端部熔化→切斷電源頂壓鋼筋完成焊接→倒出焊劑、拆除夾具。
主要焊接工藝參數如表3所示。
3.2 操作要點
(1)擠壓力為200~300 MPa;鋼筋熔化量以20~30 mm為宜;
(2)焊接的接頭外形應是光亮圓滑的環形,其直徑以1.6倍鋼筋直徑為宜。不得有裂紋、未熔合、燒傷、夾渣、咬邊和坍塌等缺陷。鋼筋接頭軸線偏移不大于1/10的鋼筋直徑,同時不大于2 mm,接頭處折彎不大于4°。
(3)正常焊接前,應先試焊三個接頭試件,經外觀檢查和拉力測試合格后方可選用焊接參數,每一批鋼筋都應重新調整焊接參數,做試件一組。
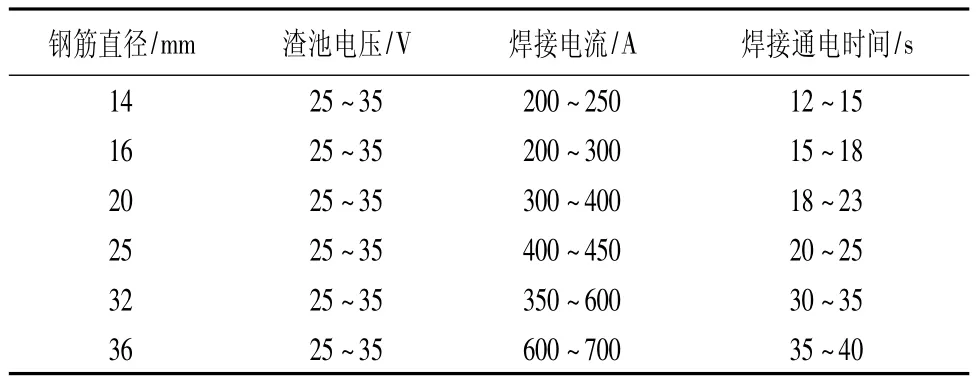
表3 主要焊接工藝參數
3.3 焊接缺陷及防治措施
常見焊接缺陷及防治措施如表4所示。
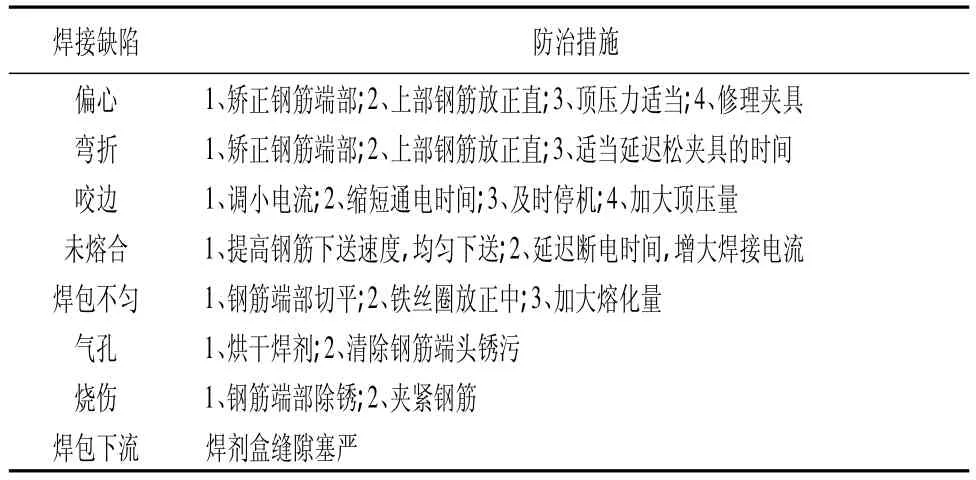
表4 常見焊接缺陷及防治措施
電渣壓力焊在實際施焊中應避免“假焊”的質量問題,頂壓力直接影響焊縫金屬的厚度和結晶后的狀態,壓力過大,速度過快是形成假焊接頭的根本原因。應避免將熔融的金屬擠出結合面,造成半融化的鋼筋端頭直接接觸而形成不良結合。同時,上鋼筋應平緩插入熔池,頂壓速度不宜過快。此外,焊劑必須干燥,避免焊劑中的水分進入渣池和熔池產生氣泡。
焊接接頭外觀質量檢查是鋼筋連接接頭試件進行力學性能試驗的基礎,接頭外觀質量檢查不合格的檢驗批不能做力學性能試驗。應對外觀質量不合格的接頭返工處理,待外觀質量檢查合格后才能對該驗收批次的接頭隨機取樣進行力學性能試驗;實驗室未出具合格的接頭試件力學性能試驗報告之前,不得進行下道工序施工。
4 分析探討
4.1 鐓粗直螺紋連接技術的特點
鐓粗直螺紋鋼筋連接技術是建設部重點推廣的新技術之一,具有現場操作工序簡單,施工速度快,適用范圍廣,不受氣候影響,且成本較低等特點。這種接頭形式先將鋼筋鐓粗后再切削螺紋,螺紋的底徑大于鋼筋的直徑,又由于鋼筋端部經過了冷鐓加工,通常材料強度可提高10% ~20%,且接頭不受擰緊力矩影響,絲扣松動或少擰入2~3扣,均不會明顯影響接頭強度,排除了人工因素和測力工具對接頭性能的影響。技術經濟效果顯著,鐓直螺紋接頭比套筒擠壓接頭省鋼70%,比錐螺紋接頭省鋼35%。但鐓粗直螺紋連接接頭,對鋼筋的延性要求高。延性較低的鋼筋,在鐓粗過程中會產生內應力,導致脆斷現象的發生,螺紋加工需要兩道工序兩套設備完成。鐓粗直螺紋連接技術的另一個不足之處在于鐓粗過程中易出現鐓偏現象,一旦鐓偏必須切掉重鐓,造成材料的浪費。
在本工程中,底板水平向的鋼筋多且密,選用了鐓粗直螺紋連接,該連接的質量十分可靠且施工不受氣候的影響,盡管每個接頭的成本高一些,但綜合經濟效益仍低于其他連方法。
4.2 電渣壓力焊連接技術的特點
在一般高層建筑中,電渣焊與綁扎搭接相比,豎向鋼筋可節約20%~30%。且對鋼筋的要求不如氣壓焊那樣嚴格,鋼筋端面允許稍有不平,允許有浮銹或氣割后的氧化物。每臺班可焊120~150個接頭,比氣壓焊、擠壓連接等速度快。電渣壓力焊的主要缺點是瞬時耗電量較大;對鋼筋的可焊性有一定的要求,適用于國產鋼筋或相當于上述可焊性的進口鋼筋;不能全天候施工(雨雪天氣不能施工);不能焊接超過一定角度的斜向和水平鋼筋。本工程框架柱中的豎向鋼筋均采用了電渣壓力焊,經過現場按批取樣試驗檢測,合格率達標,較好地保證了鋼筋的連接質量,取得了理想的技術和經濟效果。
5 結語
鋼筋連接在工程應用中較為廣泛,新的鋼筋連接技術的不斷出現為鋼筋連接提供了更多的選擇方式,連接的類型、方式較多,但各種方法有其自身特點和不同的適用范圍,并在不斷發展和改進。在實際生產中需要根據工程結構、能源供應、鋼筋種類、材料來源、氣候及環境條件、企業管理水平以及經濟因素等進行綜合分析,優選合適的粗鋼筋連接方法以期達到最佳的綜合效益。
:
[1]陸總兵.鐓粗直螺紋鋼筋施工工藝[J].中華建設,2008,(5).
[2]鄧國良,王海龍.鋼筋鐓粗直螺紋連接技術及其工程應用[J].中國水運,2008,(1).[3]朱躍克.淺談粗直徑鋼筋連接技術[J].瀘天化科技,2011,(1).
[4]李文軍.豎回鋼筋電渣壓力焊施工工藝[J].福建建材,2006,(2).
[5]崔文,崔楊.豎向鋼筋電渣壓力焊在工程中的應用[J].洛陽大學學報,2003,(6).
猜你喜歡
工程爆破(2022年3期)2022-07-26 01:58:56
工程爆破(2022年2期)2022-06-17 14:13:56
太空探索(2016年6期)2016-07-10 12:09:06
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54
筑路機械與施工機械化(2014年10期)2014-03-01 03:01:59
筑路機械與施工機械化(2014年8期)2014-03-01 03:00:52
筑路機械與施工機械化(2014年7期)2014-03-01 03:00:16
筑路機械與施工機械化(2014年5期)2014-03-01 02:59:07
筑路機械與施工機械化(2014年4期)2014-03-01 02:58:34