正確理解并運(yùn)用順時(shí)針和逆時(shí)針圓弧插補(bǔ)指令
2012-08-17 02:19:54盧青
職業(yè)教育研究 2012年10期
盧 青
(羅定市中等職業(yè)技術(shù)學(xué)校 廣東 云浮 527200)
學(xué)生在學(xué)習(xí)數(shù)控機(jī)床編程技術(shù)時(shí),對(duì)順時(shí)針圓弧插補(bǔ)指令G02和逆時(shí)針圓弧插補(bǔ)指令G03很難理解,因而難以正確使用,更難靈活運(yùn)用。多數(shù)教材對(duì)該內(nèi)容敘述簡(jiǎn)單、分散。另外,部分教師的教學(xué)不夠詳細(xì)、深入,給學(xué)生正確理解并運(yùn)用順時(shí)針圓弧插補(bǔ)和逆時(shí)針圓弧插補(bǔ)指令造成了困難。怎樣才能使學(xué)生正確理解并運(yùn)用順時(shí)針和逆時(shí)針圓弧插補(bǔ)指令于數(shù)控編程中,筆者在教學(xué)實(shí)踐中對(duì)此作了探究。
正確理解和掌握數(shù)控編程基礎(chǔ)知識(shí)
數(shù)控編程基礎(chǔ)知識(shí)包括數(shù)控機(jī)床和工件的坐標(biāo)系,尺寸字 G、M、F、S、T 功能等。
弄清數(shù)控機(jī)床坐標(biāo)系的定義和規(guī)定 數(shù)控機(jī)床采用三維直角坐標(biāo)系即右手笛卡爾坐標(biāo)系。基本坐標(biāo)軸為OX軸、OY 軸、OZ軸(簡(jiǎn)稱 X 軸、Y 軸、Z軸),三坐標(biāo)軸正交,其交點(diǎn)O就是坐標(biāo)系原點(diǎn),+X、+Y、+Z的方向如圖1所示。
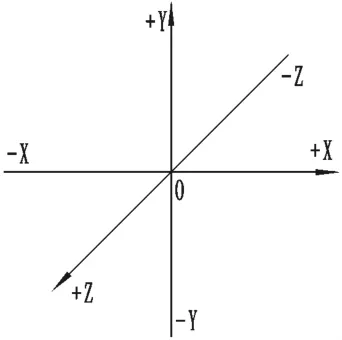
圖1 三維直角坐標(biāo)系示意圖
認(rèn)清坐標(biāo)軸正方向和右手各手指的關(guān)系 伸出右手,五指在同一掌平面,使拇指與食指等其余指垂直,再令中指和掌平面垂直,拇指的指向即是+X的方向,食指的指向即是+Y的方向,中指的指向即是+Z的方向。這就是右手笛卡爾坐標(biāo)系,如圖2所示。
遵守?cái)?shù)控機(jī)床坐標(biāo)系的各坐標(biāo)軸正方向的規(guī)定 數(shù)控機(jī)床各坐標(biāo)軸正方向,依右手笛卡爾直角坐標(biāo)系,順大拇指的指向?qū)?yīng)為X軸的正方向,沿食指的指向?qū)?yīng)為Y軸的正方向,中指的指向?qū)?yīng)為Z軸的正方向。

圖2 右手笛卡爾坐標(biāo)系示意圖
知道圓周進(jìn)給運(yùn)動(dòng)正方向和各坐標(biāo)軸正方向的規(guī)定 圍繞X、Y、Z軸旋轉(zhuǎn)的圓周進(jìn)給坐標(biāo)軸分別用A、B、C表示,圓周進(jìn)給運(yùn)動(dòng)正方向和各坐標(biāo)軸正方向的關(guān)系如圖3所示。
明白右手螺旋定則的內(nèi)容 伸出右手,五指在同一掌平面,先使拇指與其余指垂直,后把其余指自然彎曲成圓形,如圖4所示。
弄清圓周進(jìn)給運(yùn)動(dòng)正方向和各坐標(biāo)軸正方向的關(guān)系 (1)右手握OX軸,拇指指向+X方向,食指和中指等的指向是圓周進(jìn)給運(yùn)動(dòng)的+A方向。(2)右手握OY軸,拇指指向+Y方向,食指和中指等的指向是圓周進(jìn)給運(yùn)動(dòng)的+B方向。(3)右手握OZ軸,拇指指向+Z方向,食指和中指等的指向是圓周進(jìn)給運(yùn)動(dòng)的+C方向。
(1)認(rèn)真貫徹“安全第一,預(yù)防為主、綜合治理”的方針,根據(jù)國(guó)家有關(guān)規(guī)定、條例,結(jié)合施工單位實(shí)際情況和工程的具體特點(diǎn),組成項(xiàng)目專職安全生產(chǎn)管理員和班組兼職安全員以及現(xiàn)場(chǎng)臨時(shí)用電安全負(fù)責(zé)人共同參與的安全生產(chǎn)管理體系,明確各級(jí)安全管理人員的職責(zé),認(rèn)真執(zhí)行安全生產(chǎn)責(zé)任制,抓好工程的安全生產(chǎn)。
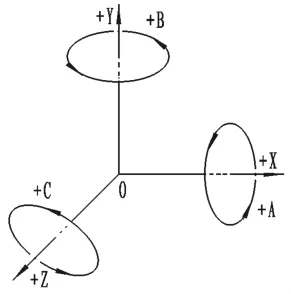
圖3 圓周進(jìn)給運(yùn)動(dòng)正方向和各坐標(biāo)軸正方向的關(guān)系示意圖
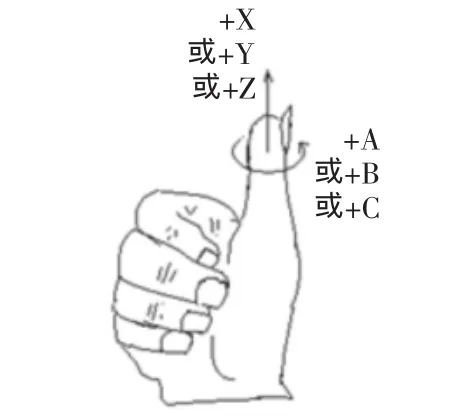
圖4 右手螺旋定則示意圖
牢記數(shù)控機(jī)床的運(yùn)動(dòng)正方向的規(guī)定 無(wú)論數(shù)控機(jī)床是工件靜止、刀具運(yùn)動(dòng),還是工件運(yùn)動(dòng)、刀具靜止,為便于數(shù)控編程,都規(guī)定:數(shù)控機(jī)床的運(yùn)動(dòng),是刀具相對(duì)于靜止的工件做進(jìn)給切削的運(yùn)動(dòng)。Z軸作為平行于機(jī)床主軸的坐標(biāo)軸,正方向?yàn)榈毒哌h(yuǎn)離工件的方向。X軸平行于裝夾平面且垂直于機(jī)床主軸,取水平方向,刀具遠(yuǎn)離主軸方向?yàn)檎较颉軸的正方向根據(jù)右手笛卡爾定律確定。旋轉(zhuǎn)運(yùn)動(dòng)+A、+B、+C 的方向,根據(jù) X、Y、Z軸正方向,按右手螺旋定則來(lái)確定。(1)對(duì)車床而言,Z軸與車床主軸軸線重合,沿著Z軸正方向移動(dòng)將增大工件和刀具間的距離。X軸垂直于Z軸并平行于工件的裝夾面,刀具沿X軸正方向移動(dòng)將增大工件和刀具間的距離。Y軸、X軸和Z軸遵守右手笛卡兒坐標(biāo)系。圖5是前置刀架數(shù)控車床從上往下看的坐標(biāo)系投影平面圖。其+Y的方向是垂直平面
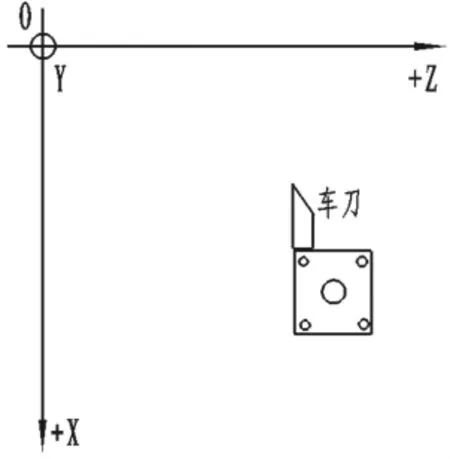
圖5 前置刀架數(shù)控車床
從上往下看的坐標(biāo)系投影平面圖向里,用圓內(nèi)十字交叉表示;若+Y的方向是垂直平面向外,則用圓內(nèi)小圓黑點(diǎn)表示,編程用這個(gè)坐標(biāo)系。(2)對(duì)銑床而言,Z軸與主軸軸線重合,沿著Z軸正方向移動(dòng)將增大工件和刀具間的距離,即刀具遠(yuǎn)離工件的方向?yàn)?Z方向。X軸垂直于Z軸,平行于工件的裝夾面,如果為單立柱式銑床,面對(duì)裝有刀具的主軸向立柱方向看,其左方為+X方向。Y軸與X軸和Z軸遵守右手笛卡爾坐標(biāo)系,如圖6所示。圖7是立式銑床從上往下看的坐標(biāo)系投影平面圖,編程用這個(gè)坐標(biāo)系。
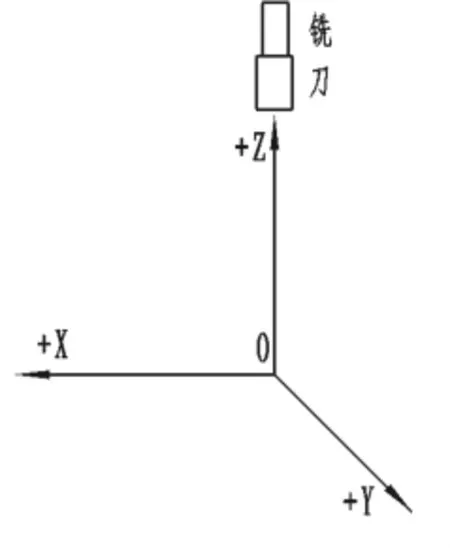
圖6 用右手笛卡兒坐標(biāo)系確定Y軸示意圖
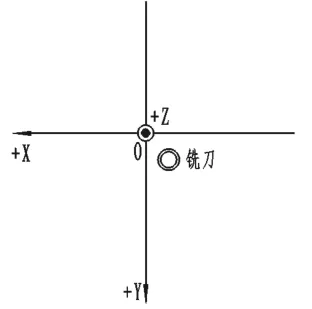
圖7 立式銑床從上往下看的坐標(biāo)系投影平面圖
區(qū)分加工圓弧時(shí)的
方向是順時(shí)針還是逆時(shí)針加工平面 是由任意兩坐標(biāo)軸構(gòu)成的平面或投影平面。數(shù)控機(jī)床上加工平面為觀察者迎著第三坐標(biāo)軸的正方向所看到的平面。
加工方向判別方法 在加工平面內(nèi),根據(jù)其加工工件刀具運(yùn)動(dòng)時(shí)的移動(dòng)方向是順時(shí)針還是逆時(shí)針來(lái)區(qū)分。當(dāng)觀察者迎著第三坐標(biāo)軸的正方向看加工平面,發(fā)現(xiàn)加工工件時(shí),刀具是作順時(shí)針回轉(zhuǎn)移動(dòng),就是順時(shí)針方向;反之,發(fā)現(xiàn)加工工件時(shí),刀具是作逆時(shí)針回轉(zhuǎn)移動(dòng),就是逆時(shí)針方向。
判斷應(yīng)用順時(shí)針和逆時(shí)針圓弧插補(bǔ)指令的方法
應(yīng)用順時(shí)針圓弧插補(bǔ)指令G02還是應(yīng)用逆時(shí)針圓弧插補(bǔ)指令G03的判斷方法是:在加工時(shí),觀察者迎著第三坐標(biāo)軸的正方向看加工平面,刀具是作順時(shí)針回轉(zhuǎn)移動(dòng),就是順時(shí)針圓弧插補(bǔ),就使用G02指令;反之,若加工工件時(shí),刀具是作逆時(shí)針回轉(zhuǎn)移動(dòng),就是逆時(shí)針圓弧插補(bǔ),就使用G03指令。
如加工圖8所示的圓弧,圓弧的起點(diǎn)在刀尖處,終點(diǎn)在圖上箭頭尖端,用G02還是G03指令?這是由X和Z軸組成的XZ平面,Y軸正方向是垂直平面向里,就要迎著Y軸的正方向看這個(gè)平面,即從里往外看XZ平面的圓弧回轉(zhuǎn)的方向是順時(shí)針還是逆時(shí)針。顯然,加工圖8所示圓弧,刀具是順時(shí)針回轉(zhuǎn),應(yīng)該用G02順時(shí)針圓弧插補(bǔ)指令。
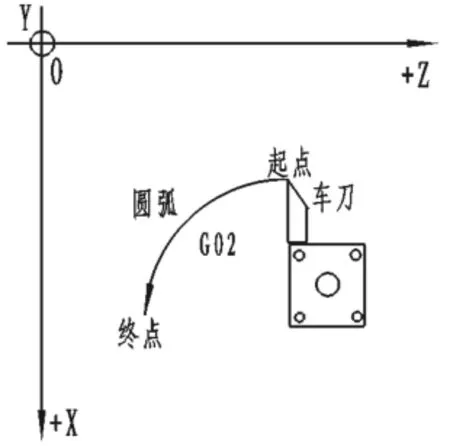
圖8 在車床上用G02指令使刀具從右往左加工圓弧示意圖
如加工圖9所示的圓弧,圓弧的起點(diǎn)在刀尖處,終點(diǎn)在圖上箭頭尖端,用G02還是G03指令?這是XZ平面,Y軸正方向是垂直平面向里,就要迎著Y軸的正方向看這個(gè)平面,即從里往外看XZ平面的圓弧回轉(zhuǎn)的方向是順時(shí)針還是逆時(shí)針。顯然,加工圖9所示圓弧,刀具是逆時(shí)針回轉(zhuǎn),應(yīng)該用G03逆時(shí)針圓弧插補(bǔ)指令。
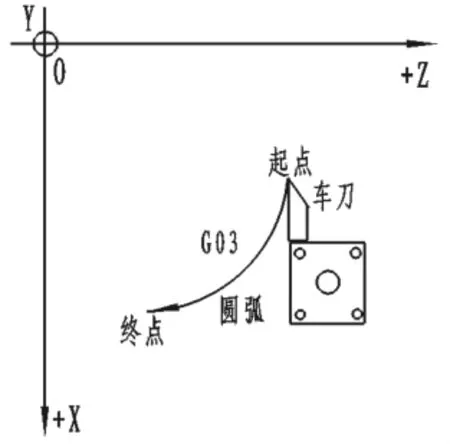
圖9 用G03指令使刀具從右往左加工圓弧示意圖
如加工圖10所示的圓弧,圓弧的起點(diǎn)在刀尖處,終點(diǎn)在圖上箭頭尖端,用G02還是G03指令?這是XZ平面,Y軸正方向是垂直平面向里,就要迎著Y軸的正方向看這個(gè)平面,即從里往外看XZ平面的圓弧回轉(zhuǎn)的方向是順時(shí)針還是逆時(shí)針。顯然,加工圖10所示圓弧,刀具是順時(shí)針回轉(zhuǎn),應(yīng)該用G02順時(shí)針圓弧插補(bǔ)指令。
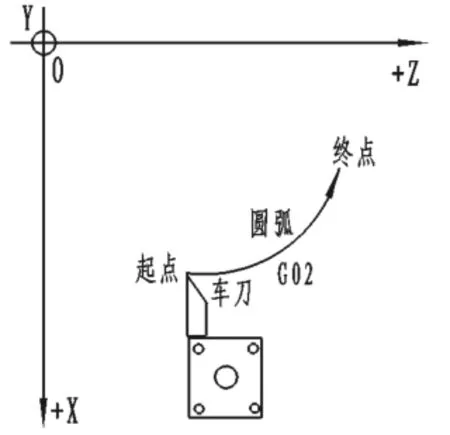
圖10 用G02指令使刀具從左往右加工圓弧示意圖
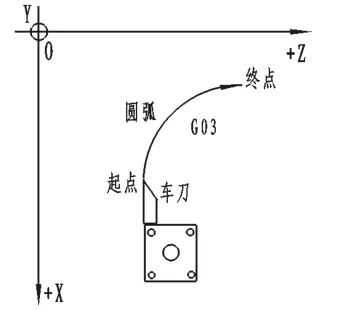
圖11 用G03指令使刀具從左往右加工圓弧示意圖
如加工圖12所示的各段圓弧,圓弧的起點(diǎn)在圓黑點(diǎn),終點(diǎn)在箭頭尖端上,用G02還是G03指令?這是XY平面,Z軸正方向是垂直平面向外,就要迎著Z軸的正方向看這個(gè)平面,即從外往里看XY平面的圓弧回轉(zhuǎn)的方向是順時(shí)針還是逆時(shí)針。顯然,加工圖12所示圓弧,刀具是順時(shí)針回轉(zhuǎn),應(yīng)該用G02順時(shí)針圓弧插補(bǔ)指令。
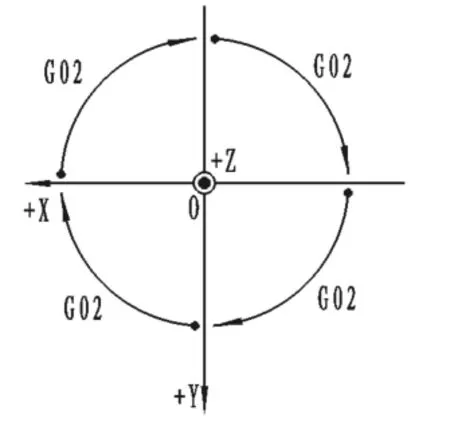
圖12 從上往下看銑床用G02指令使刀具順時(shí)針加工圓弧示意圖
如加工圖13所示的各段圓弧,圓弧的起點(diǎn)在圓黑點(diǎn),終點(diǎn)在箭頭尖端上,用G02還是G03指令?這是XY平面,Z軸正方向是垂直平面向外,就要迎著Z軸的正方向看這個(gè)平面,即從外往里看XY平面的圓弧回轉(zhuǎn)的方向是順時(shí)針還是逆時(shí)針。顯然,加工圖13所示圓弧,刀具是逆時(shí)針回轉(zhuǎn),應(yīng)該用G03逆時(shí)針圓弧插補(bǔ)指令。
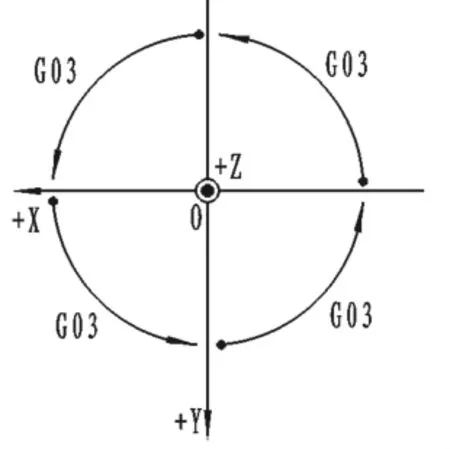
圖13 從上往下看銑床用G03指令使刀具逆時(shí)針加工圓弧示意圖
如加工圖14所示的各段圓弧,圓弧的起點(diǎn)在圓黑點(diǎn),終點(diǎn)在箭頭尖端上,用G02還是G03指令?這是XZ平面,Y軸正方向是垂直平面向外,就要迎著Y軸的正方向看這個(gè)平面,即從外往里看XZ平面的圓弧回轉(zhuǎn)的方向是順時(shí)針還是逆時(shí)針。顯然,加工圖14所示圓弧,刀具是逆時(shí)針回轉(zhuǎn),應(yīng)該用G03逆時(shí)針圓弧插補(bǔ)指令。
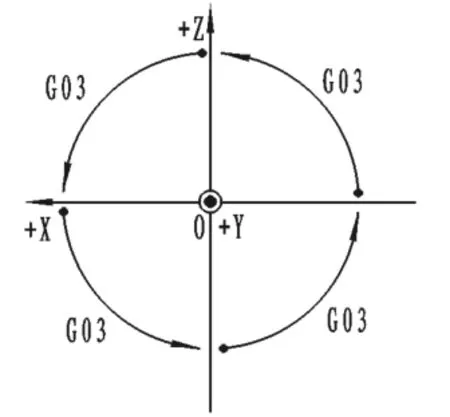
圖14 從前往后看銑床用G03指令使刀具逆時(shí)針加工圓弧示意圖
如加工圖15所示的各段圓弧,圓弧的起點(diǎn)在圓黑點(diǎn),終點(diǎn)在箭頭尖端上,用G02還是G03指令?這是XZ平面,Y軸正方向是垂直平面向外,就要迎著Y軸的正方向看這個(gè)平面,即從外往里看XZ平面的圓弧回轉(zhuǎn)的方向是順時(shí)針還是逆時(shí)針。顯然,加工圖15所示圓弧,刀具是順時(shí)針回轉(zhuǎn),應(yīng)該用G02順時(shí)針圓弧插補(bǔ)指令。
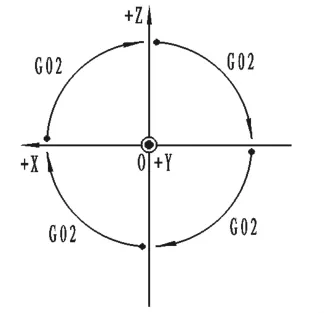
圖15 從前往后看銑床用G02指令使刀具順時(shí)針加工圓弧示意圖
如加工圖16所示的各段圓弧,圓弧的起點(diǎn)在圓黑點(diǎn),終點(diǎn)在箭頭尖端上,用G02還是G03指令?這是YZ平面,X軸正方向是垂直平面向外,就要迎著X軸的正方向看這個(gè)平面,即從外往里看YZ平面的圓弧回轉(zhuǎn)的方向是順時(shí)針還是逆時(shí)針。顯然,加工圖16所示圓弧,刀具是順時(shí)針回轉(zhuǎn),應(yīng)該用G02順時(shí)針圓弧插補(bǔ)指令。
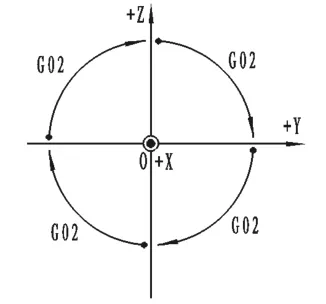
圖16 從左往右看銑床用G02指令使刀具順時(shí)針加工圓弧示意圖
如加工圖17所示的各段圓弧,圓弧的起點(diǎn)在圓黑點(diǎn),終點(diǎn)在箭頭尖端上,用G02還是G03指令?這是YZ平面,X軸正方向是垂直平面向外,就要迎著X軸的正方向看這個(gè)平面,即從外往里看YZ平面的圓弧回轉(zhuǎn)的方向是順時(shí)針還是逆時(shí)針。顯然,加工圖17所示圓弧,刀具是逆時(shí)針回轉(zhuǎn)的,應(yīng)該用G03逆時(shí)針圓弧插補(bǔ)指令。
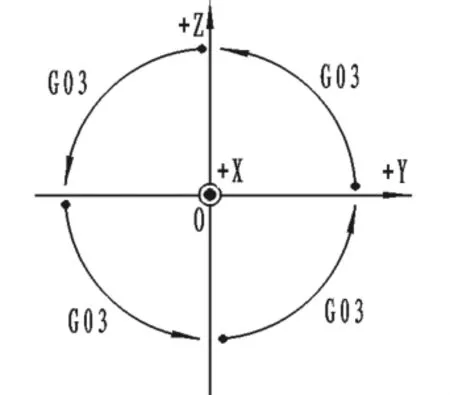
圖17 從左往右看銑床用G03指令使刀具逆時(shí)針加工圓弧示意圖
綜上所述:加工圓弧進(jìn)行編程時(shí),應(yīng)迎著第三坐標(biāo)軸正方向看刀具所在的由第一和第二坐標(biāo)軸組成的平面 (或投影平面)其刀具移動(dòng)的方向,若刀具是順時(shí)針方向移動(dòng)的就用G02,若刀具是逆時(shí)針方向移動(dòng)的就用G03。
正確運(yùn)用順時(shí)針和逆時(shí)針圓弧插補(bǔ)指令
用數(shù)控機(jī)床加工工件,要根據(jù)工件的材料、形狀、三視圖、平面圖和尺寸等,編制出加工程序。在編寫程序時(shí)常用到圓弧插補(bǔ)指令。如何正確運(yùn)用順時(shí)針圓弧插補(bǔ)指令G02和逆時(shí)針圓弧插補(bǔ)指令G03呢?現(xiàn)舉例說(shuō)明。
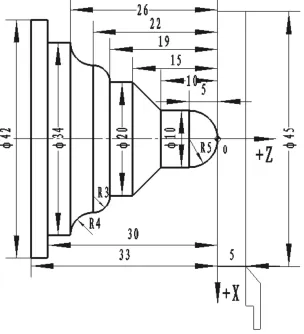
圖18 多級(jí)半球形圓臺(tái)平面圖
例如,工件如圖18所示,粗加工已完成,不切斷。用華中HNC-21T車床數(shù)控系統(tǒng)進(jìn)行精加工編程。
同一段圓弧,從不同的方向運(yùn)行刀具進(jìn)行切削,即切削圓弧的起點(diǎn)和終點(diǎn)不同,就有順時(shí)針和逆時(shí)針之別,這樣就要分別使用G02或G03指令。只要正確地理解并掌握了上述內(nèi)容,就能正確地理解并運(yùn)用順時(shí)針圓弧插補(bǔ)指令G02和逆時(shí)針圓弧插補(bǔ)指令G03,熟練編寫出加工工件的程序。
[1]周志強(qiáng),張曉紅.模具數(shù)控加工技術(shù)[M].北京:高等教育出版社,2002.
[2]黃麗芬,楊光生.數(shù)控車床編程與操作——廣數(shù)GSK980TD車床數(shù)控系統(tǒng)[M].北京:中國(guó)勞動(dòng)社會(huì)保障出版社,2007.
[3]沈建峰.數(shù)控車床編程與操作實(shí)訓(xùn)[M].北京:國(guó)防工業(yè)出版社,2005.
[4]沈建峰.數(shù)控車床編程與操作系統(tǒng)集錦[M].北京:中國(guó)勞動(dòng)社會(huì)保障出版社,2008.
[5]朱明松,王翔.數(shù)控銑床編程與操作項(xiàng)目教程[M].北京:機(jī)械工業(yè)出版社,2008.
[6]沈建峰.數(shù)控機(jī)床編程與操作:數(shù)控銑床、加工中心分冊(cè)[M].北京:中國(guó)勞動(dòng)社會(huì)保障出版社,2005.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測(cè)試(2018年18期)2018-11-14 02:30:34
電信科學(xué)(2016年10期)2016-11-23 05:11:56
小天使·一年級(jí)語(yǔ)數(shù)英綜合(2015年2期)2015-01-14 06:35:05