六連桿壓力機精度影響因素分析
2012-07-30 07:08:52杜建偉宋清玉
一重技術 2012年6期
杜建偉,宋清玉,李 建
六連桿機械壓力機作為沖壓線中的首臺壓力機,主要用于零件的拉深工藝,其滑塊運動精度對車身沖壓件的質量影響最大。
壓力機性能不僅取決于其制造精度,也取決于調整精度,正確的調試方法能減小甚至消除零部件的精度誤差對整機的影響,使運動精度達到最好的狀態。反之,調試方法不當或經驗不足會拖長調試周期,降低調試精度,加劇運動副摩擦和導軌磨損[1]。本文對調試過程中的運動精度調整及影響運動精度的原因和偏差大小進行了詳細的分析,為運動精度調整提供了理論依據和誤差分析方法,可以在壓力機的調試過程中縮短調試時間,提高工作質量及效率。
1 六連桿機構運動分析
在進行滑塊運動精度分析之前,要對六連桿機構進行運動分析,由于六連桿機構比曲柄滑塊機構復雜,無法直接給出滑塊位移的表達式,所以六連桿機構的運動分析用解析法求解更合適(見圖1)。首先列出運動解析方程組,設計出多連桿運動分析程序,采用編程計算解超越方程組求得每個轉角下的滑塊位移s7的值,然后繪制出滑塊理論位移與曲柄轉角曲線(見圖2)。
六連桿機構運動矢量方程如下:
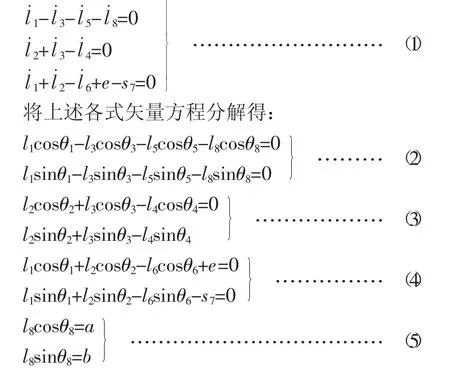
式中,l1—曲柄半徑 (mm);l2、l3、l4、l5、l6—桿系中各連桿尺寸(mm);l8—曲柄中心到擺桿鉸接點的距離(mm);s7—滑塊的位移,以下死點為零 (mm);θ1、θ2…θ6—各桿矢量
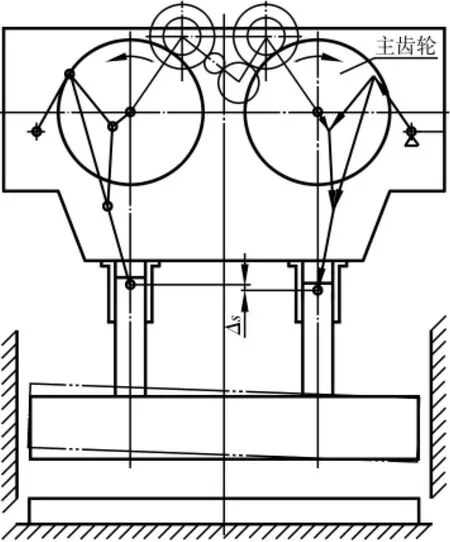
圖1 六連桿壓力機結構示意圖
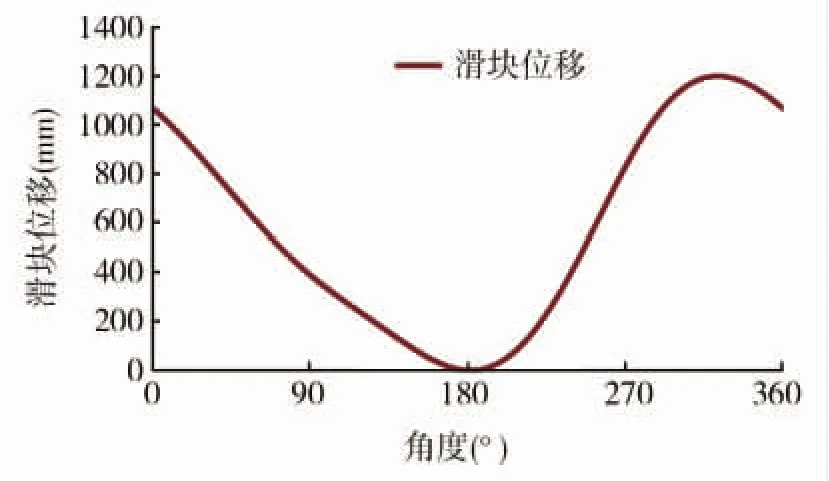
圖2 滑塊理論位移曲線
“十一五”國家重大科技專項資助項目 (2010ZX04004-112)方向相對于x軸的矢量夾角(rad);a、b—擺桿鉸接點相對于曲柄轉動中心的坐標值;e—連桿結點的偏心距(mm)。
然后在計算程序中可以對每個變量(l1、l2、l3、l4、l5、l6、a、b)分別給定一個誤差,求得實際滑塊位移并與理論位移做差值得到Δs,即為這個未知量對滑塊傾斜度的誤差影響,再繪制出相應的誤差與曲柄轉角的曲線,這樣可以清楚觀察各種誤差在整個周期中對滑塊傾斜度的影響。
2 運動精度影響因素誤差分析
因六連桿壓力機工作臺面大,常采用雙點或四點傳動,則各點的偏心輪和各連桿之間的運動均有同步性問題,上梁、主齒輪、曲柄、連桿及調速桿等主要零部件的加工誤差直接影響壓力機各結點的同步性,而同步性問題直接影響滑塊的運動精度。曲柄轉角誤差,曲柄半徑誤差,連桿長度誤差,以及連桿結點分布偏差等因素均會引起滑塊的傾斜導致運動精度不良[2]。
下面以2000 t六連桿壓力機為例,重點分析由于這些誤差影響壓力機各結點同步性致使滑塊傾斜的因素及消除方法。
2.1 曲柄轉角誤差
曲柄轉角誤差即相位差,是指因兩偏心輪旋轉角度不同步使壓力機四點之間位移不一致,導致滑塊傾斜。本文給出因相位差超前所造成的壓力機滑塊傾斜的誤差曲線(見圖3),圖中給出了相位差分別超前0.05°和0.1°時的誤差曲線。
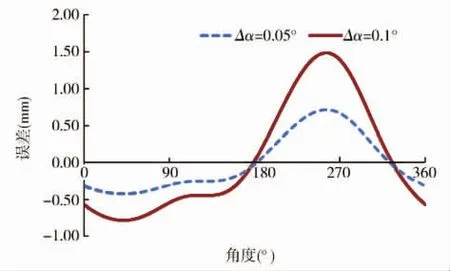
圖3 相位差引起的滑塊位移誤差曲線
從圖3中可以看出,當曲柄轉角在250°附近時引起的誤差最大,為正誤差,在下死點180°和322°附近引起的誤差最小,基本為零,在滑塊中位55°和255°位置引起的誤差分別為0.7 mm和1.5 mm,且兩個滑塊中位誤差方向相反。由此可以通過實測導柱或者滑塊的平行度數據并結合誤差曲線對相位差進行分析,判斷相位差大小,然后確定調整點及調節量。
2.2 曲柄半徑誤差
曲柄半徑誤差是指兩曲柄半徑由于加工誤差所產生的相對偏差(見圖4),圖中是誤差為0.25 mm時的曲線。
由圖4可知,由偏心差引起的滑塊傾斜量在曲柄轉角為308°時較大,而在140°和230°附近基本為零,在下死點180°的誤差為0.18 mm,在滑塊中位55°和255°的誤差分別為0.22 mm和0.3 mm,方向相同,數值大小與長度誤差基本一致。
2.3 各個連桿長度誤差
由于六連桿機構中各桿件數量多,故影響因素也比較多,需要分別對其進行計算。本文僅給出連桿長度偏差為0.25 mm時引起壓力機滑塊在曲柄各角度時的傾斜量(見圖5、圖6)。
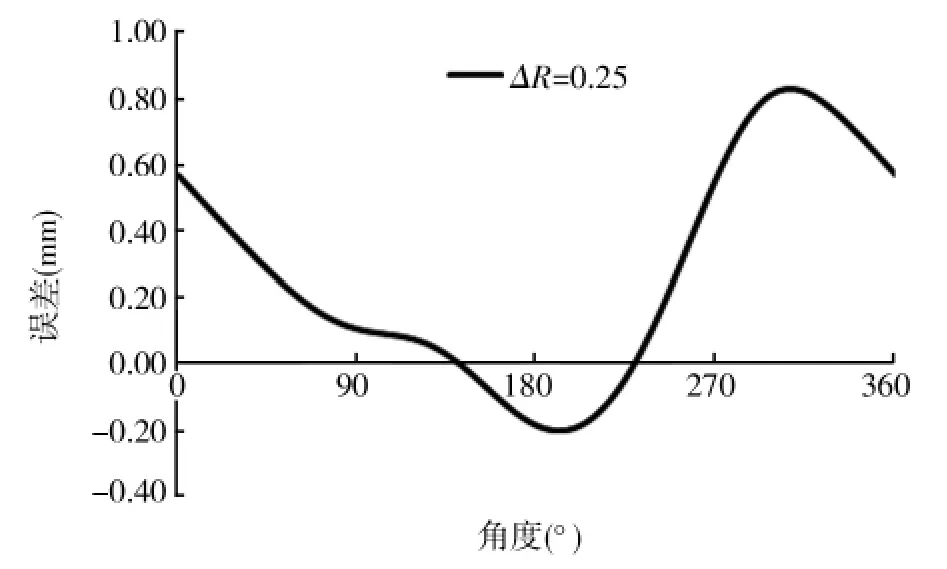
圖4 曲柄半徑誤差引起的滑塊位移誤差曲線
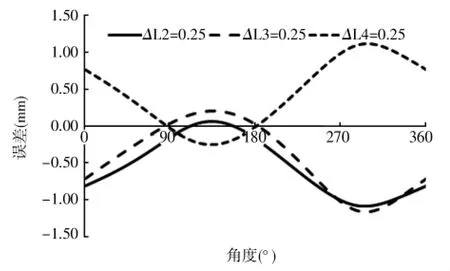
圖5 調速桿各桿長度誤差引起的滑塊位移誤差曲線
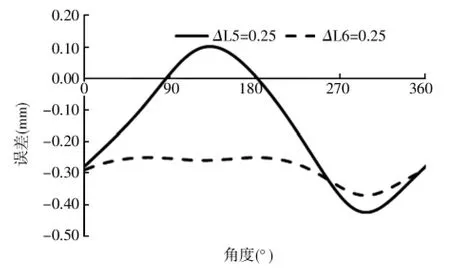
圖6 擺桿及連桿長度誤差引起的滑塊位移誤差曲線
由圖可知,調速桿中各桿(L2,L3,L4)長度誤差造成的滑塊傾斜量在曲柄轉角為300°時較大,而在130°附近基本為零,在滑塊中位55°和255°時影響也很大,如果出現長度誤差,不易彌補。而擺桿(L5)和連桿(L6)的長度誤差在下死點和滑塊中位附近對滑塊的傾斜量影響要小很多。連桿(L6)在整個周期對滑塊運動影響變化很小,可以通過調整消除。
2.4 擺桿鉸接點位置誤差
在六連桿壓力機中,擺桿(L5)在上梁鉸接點的位置誤差也會對滑塊的傾斜度產生很大影響,該誤差主要是由上梁的擺桿鉸接孔與偏心輪孔的加工定位精度誤差造成的。本文給出擺桿鉸接點誤差為0.25 mm時滑塊位移誤差曲線(見圖7)。
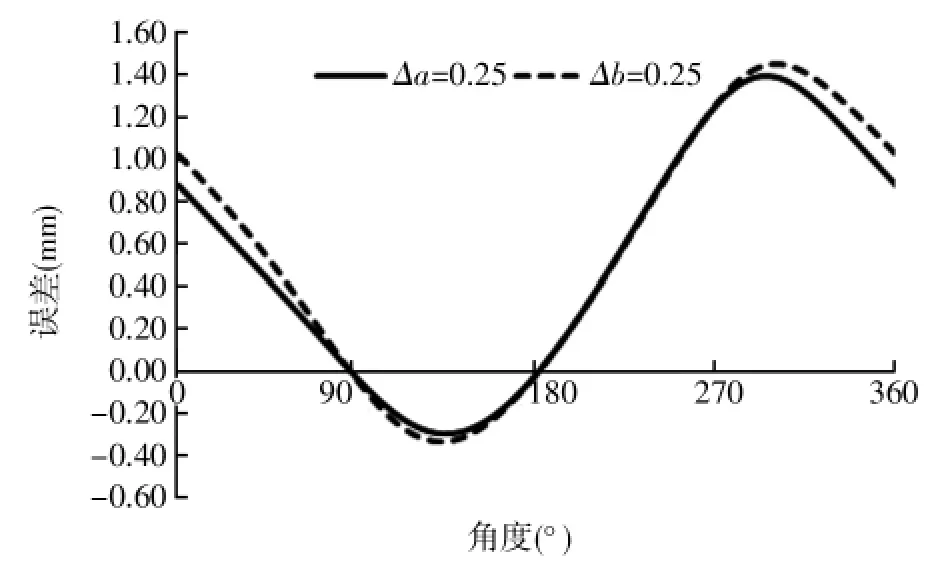
圖7 擺桿鉸接點誤差對滑塊位移誤差曲線
由圖7可知,鉸接點沿水平方向和豎直方向誤差對滑塊的影響基本相同,所造成的滑塊傾斜量在曲柄轉角為300°附近時較大,而在90°和180°附近基本為零,但對中位的滑塊精度會造成很大的影響,所以加工時必須要嚴格保證上梁鉸接點的定位精度。
2.5 齒側間隙不均勻誤差
由于齒輪齒厚加工不一致及齒輪軸兩對人字齒輪基準偏差等因素造成齒側間隙不均勻,使壓力機滑塊發生傾斜,對滑塊傾斜度的影響體現在轉角相位不一致。齒側間隙誤差曲線與相位差曲線一致,由齒側間隙不均勻引起壓力機滑塊的傾斜量也是在曲柄轉角為250°附近時達到最大值,而在下死點附近最小。
對此偏差只能以更換齒輪、齒輪軸或根據相位偏差的數值配主齒輪與偏心輪相位差的辦法來解決,但必須準確測量偏差并且弄清齒側間隙的方向,以達到調整的目的。
2.6 連桿結點分布偏差
連桿結點的位置偏差同樣會造成滑塊的傾斜,但在機械壓力機傳動系統的設計中,因導柱導套結構得到廣泛應用使得影響壓力機精度的一個因素(見圖8)變為了一種精度調節手段,可以在一定程度上彌補其他誤差對運動精度的影響。
如果從中心位置移動導套到左側或右側一個極限,滑塊在55°中位時的平行度的變化量為0.25 mm,而在滑塊另一中位255°時的滑塊平行度是與55°中位的數值變化方向相反的,變化量為1.5 mm,約為55°中位數值的6倍,根據這個特性可以通過測量一個周期中的幾個關鍵點,判斷調節導套的方向和調節量,最后將精度調到符合要求。
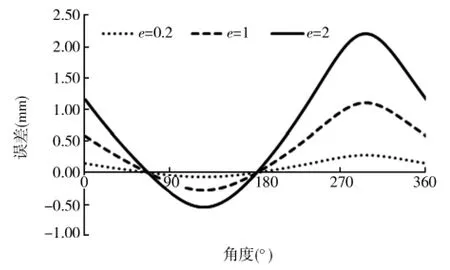
圖8 導套偏移對滑塊位移誤差曲線
3 滑塊運動精度的調整
可見,在上述影響壓力機精度的因素中,有些是可以調整的,有些是需要在加工中嚴格控制的。在調試過程中,每臺壓力機的精度影響因素不盡相同,當運動精度不易調整時,我們可以通過上述分析對精度影響因素進行判斷并給出相應的解決方案。
3.1 相位調整
曲柄轉角的誤差所引起的滑塊傾斜可以通過調整齒輪相位差的辦法來消除。為使兩曲柄同步旋轉,須在主齒輪與偏心輪組裝時進行相位調整。壓力機上梁組裝后,可以調整中間齒輪的調節螺釘,待達到同步后,便可打孔安裝緊固螺釘。使齒輪正確嚙合以消除相位偏差[2、3]。
這其中,調整中間相位齒輪只能調節左右兩側機構之間的偏差,而無法彌補前后兩點之間的偏差,如果前后偏差過大,則可以判斷是由于偏心輪與大齒輪之間的相位沒有調整到位或是齒輪軸加工時兩對人字齒基準沒有對中,對此只能通過調節主齒輪和偏心輪的相位進行調整。總裝后還可以移動導套對誤差進行進一步的補償,如果運動精度仍然超過標準值,則應考慮返修相關件。
3.2 移動導套調整
即在壓力機總裝階段結合整機兩項精度(滑塊下平面與工作臺上平面平行度及滑塊行程對工作臺上平面的垂直度)對部裝工序同步調整作進一步補充調整,其目的是克服同步零件的加工誤差,確保導柱導套的位置精度,進而保證滑塊部件的運行精度[4]。
由于導套是設計成向里和向外各有2 mm的竄動量的可調結構,調整結構的上梁安裝導套孔(見圖9),在不同的位置時會對滑塊的傾斜度產生不同的影響,所以利用這一特點可以彌補其他誤差對滑塊傾斜度造成的影響。
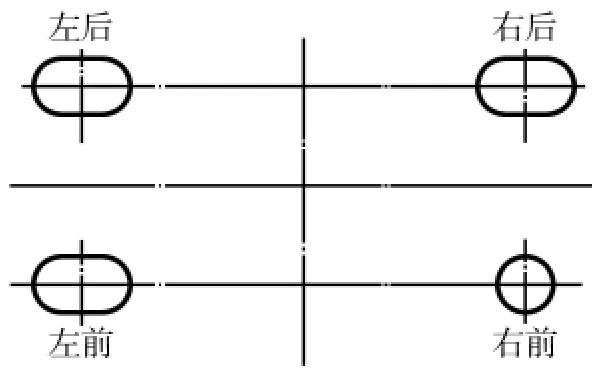
圖9 導套調節示意圖
由于滑塊傾斜是幾種因素復合作用的結果,如果以上兩種手段均無法將精度調節到滿意的水平,則應考慮是否由于某些因素的誤差過大造成的精度無法調整,調試過程中可根據實測一個周期中在幾個關鍵位置時滑塊與工作臺的平行度數值以及加工裝配記錄判斷出影響滑塊傾斜的主要因素,確定具體調整部位和調整方向,然后根據調整后的實際數據再進行分析,然后確定下一步調試方案,如此反復進行,直到確定調整或返修方案。
4 結語
本文以一臺典型的六連桿壓力機為例,詳細分析了各種誤差對滑塊傾斜度的影響,指出了六連桿壓力機運動精度調整中出現問題的根本原因,為解決調試中出現的問題提供了理論依據和指導方向。經過實際分析多臺壓力機的六連桿機構以后,發現每臺壓力機中各種誤差對滑塊傾斜度的影響只有微小的區別,在工程應用上可以忽略不計,所以本文六連桿機構的誤差分析數據對其他六連桿壓力機的誤差分析同樣適用。
[1]多文亮,孫忠慧.機械壓力機的精度調整 [J].一重技術,2007;5:68-69.
[2]何德譽.曲柄壓力機 [M],北京:機械工業出版社,1986:60-65.
[3]李叔彥,程偉.小松式壓力機調試 [J].一重技術,1994;2:62-65.
[4]姚明,董吉,張德合.導柱導套定位精度對壓力機精度的影響[J],鍛壓裝備,1998;4:17-18.
[5]孫恒,陳作模,葛文杰.機械原理 [M],北京:高等教育出版社,2006:37-43.