防纏導板在冷軋生產中的應用和改進
2012-12-11 00:55:00耿曉琳田孜強
一重技術 2012年6期
耿曉琳,秦 雷,田孜強
目前,世界范圍內冶金工業正在迅猛發展,市場對產品質量和成本等的要求越發苛刻,這對冶金設備也提出了更高的要求。隨著智能化控制技術的廣泛應用和日益完善,薄帶材冷軋機的軋制速度和產能也得到了高速發展。而今,為提高產品的競爭優勢,冷軋機的基本設計思想已轉變為在降低能耗的同時,提高冷軋板帶的產量和質量。但是,由于薄帶材在高速軋制過程中纏輥現象時有發生,機組反復停機重新穿帶將嚴重降低生產線產能和鋼板的成品率。另外,軋制過程中用于潤滑和冷卻軋輥的乳化液如果清除不凈,附著于板帶表面,也會大大降低產品的表面質量、增加下游工序的成本。因此,研制出功能完備的防纏導板便顯得非常的重要。具體要求包括在機組穿帶時,能將帶鋼頭部從軋輥處順利導引到軋機外面,防止穿帶或斷帶時帶材纏繞工作輥,以及有效清除噴射到帶材表面的乳化液。
下面簡要介紹該設備的結構和工作原理。
1 設備結構及工作原理
以單機架六輥冷軋機為例,該部設備主要由上防纏導板及吹掃、下防纏導板及抽吸、輥縫吹掃、帶材上表面吹掃、帶材下表面邊部吹掃等幾部分組成。一般單機架冷軋機多為可逆軋制,因此上、下防纏導板也必須對稱布置在軋機的入口和出口側。本文為便于敘述,以下只以軋機出口側布置為例進行說明。上、下防纏導板安裝在固定于牌坊內側的滑槽中,由液壓缸帶動做水平往復滑動——靠近或遠離工作輥。軋制前,液壓缸驅動上、下防纏導板靠近工作輥并鎖定,帶材從軋機入口進入,經工作輥軋制后從上、下防纏導板中間穿過軋機。當需要換輥時,由液壓缸驅動上、下防纏導板同時遠離工作輥,縮回至初始位。防纏導板移動距離根據工作輥的直徑變化確定,通過液壓缸內置位移傳感器閉環控制。新輥推入機架后,再次使上防纏導板頭部貼近上工作輥,下導板頭部接近下工作輥,避免帶材穿過時纏輥。液壓缸的頭部與下防纏導板的底部相連,另一端固定在兩牌坊之間的橫梁上,上、下防纏導板分開制造,采用焊接結構,制造容易、重量輕,裝配時再通過卡緊塊將上、下兩部分連接成一體。
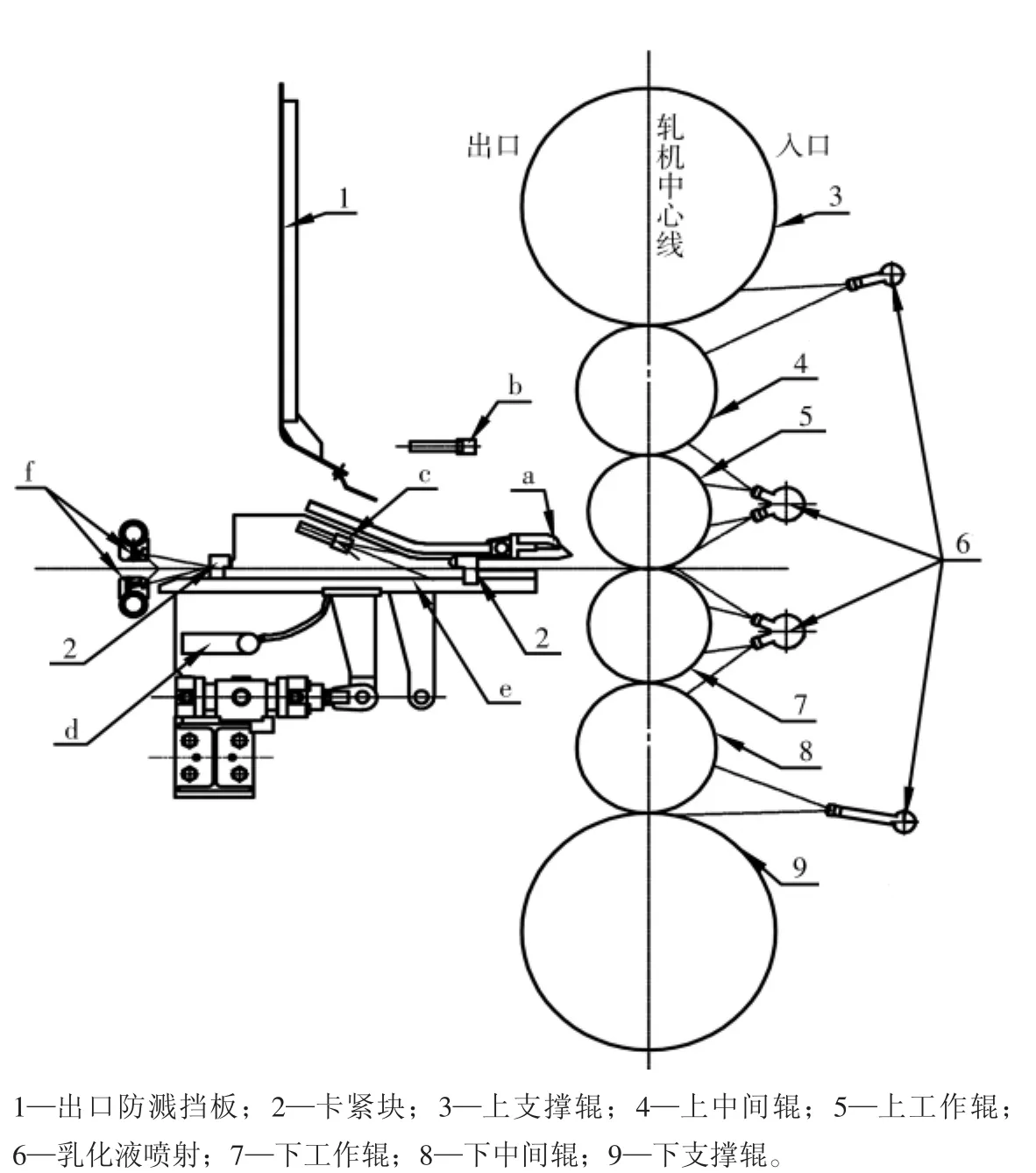
圖1 某六輥單機架冷軋機簡圖
防纏導板的吹掃布置是根據乳化液噴射位置而定的。對于六輥單機架可逆軋機,軋輥的入口側布置有乳化液噴射裝置,出口側則布置乳化液吹掃裝置。乳化液噴射又分為上中間輥噴射、上工作輥噴射、下工作輥噴射和下中間輥噴射幾個部分(見圖1)。相應地,在軋輥的出口側布置有一道氣幕、三道吹掃梁和一組空氣放大器用于清除帶材上、下表面的乳化液。一道氣幕布置在上導板的頭部,壓縮空氣通過鏟頭狹長的氣隙形成較大的吹掃力和連續的空氣屏幕阻擋噴濺至出口側的乳化液滴落到上工作輥和上導板的間隙里,保護帶材上表面。三道吹掃梁是上防纏導板布置兩道、下防纏導板布置一道。其中,上中間輥和上工作輥輥縫吹掃用于防止上中間輥竄輥時,入口側乳化液從橫向竄移的輥身兩側飛濺到出口側滴落至帶材表面上。因此對該處采用大吹掃力噴嘴對準上中間輥和上工作輥輥縫分別向外側偏移一定角度進行吹掃,以便將乳化液吹離帶材表面。為了降低能源損耗,此處設計成分段吹掃控制,以適應不同板寬。帶材上表面吹掃,是壓縮空氣通過吹掃梁噴嘴形成氣刀,迎著帶材運動方向將乳化液吹離帶材表面并推向帶材兩側;帶材下表面吹掃也是迎著帶材運動方向,將經過放大器抽吸后仍附著在帶材表面的剩余乳化液吹凈。空氣放大器布置在活動的下導板前端,用來加速清除堆積在出口的乳化液。
在防纏導板的出口增設一道帶材上、下表面吹掃,可使帶鋼表面乳化液殘留量大大降低。
防纏導板吹掃裝置在清除帶材表面乳化液的同時,還必須將出口側密封嚴實,不能再有乳化液迸濺到吹掃過的帶材表面。首先,上、下防纏導板與軋機內側壁之間的四個面組成了一個楔形風口。在風口外面,上、下防纏導板的三道吹掃梁一起向這個楔形風口的里端吹送壓縮空氣,當帶材從這個風口被高速拽出時,由壓縮空氣經噴嘴形成較大吹掃力和吹掃面積來保證對帶材表面的乳化液的清除效果;同時在軋機出口側的防濺擋板與上、下導板之間形成一個封閉墻,防止軋輥乳化液迸濺到已經吹掃干凈的出口鋼板的表面上。
2 函數關系推導
按圖1防纏導板結構簡化圖形,推導上防纏導板液壓缸行程與工作輥輥徑變化之間函數關系(見圖2)。
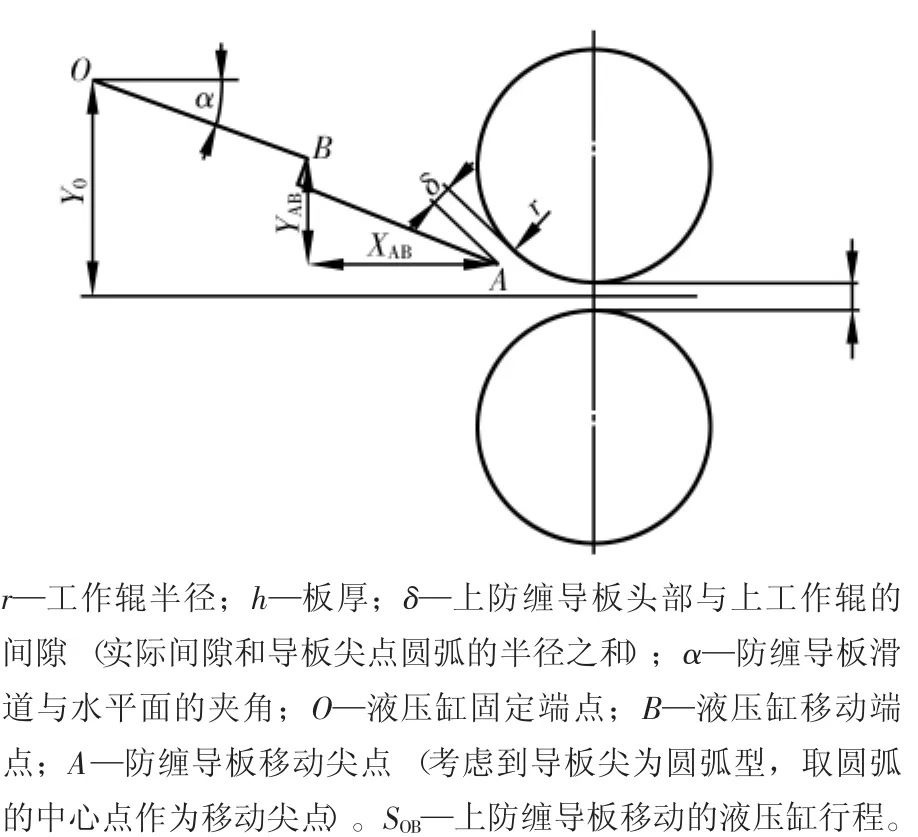
圖2 防纏導板結構簡化圖形
幾何關系推導
已知:XO,YO,XAB,YAB,根據幾何關系有
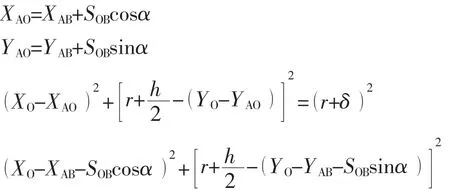
整理得
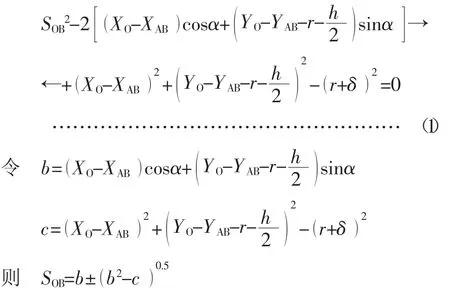
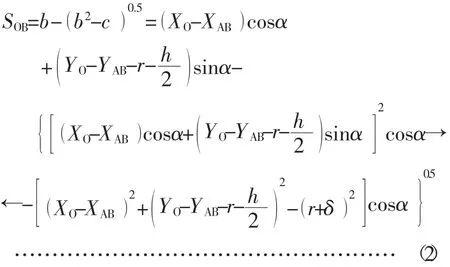
根據幾何關系可知(去掉一個增根)
由于上、下防纏導板同步運動,通過夾角α,可推得下防纏導板的實際行程S與軋輥輥徑變化的函數關系,即
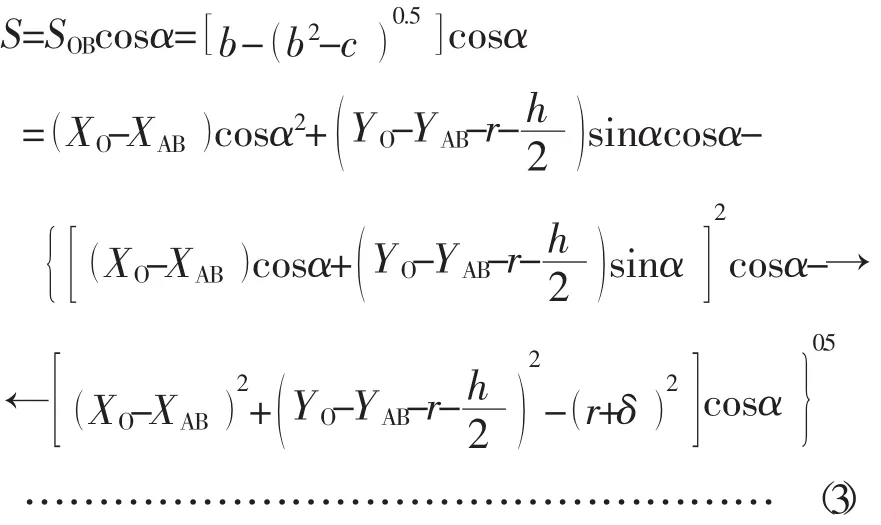
可見,隨著防纏導板與軋輥間隙δ值的不同,液壓缸行程S也相應改變。由此,可通過液壓缸自帶位移傳感器的檢測值計算出δ值,反之,也可通過換輥輥徑改變計算出δ值,再調整液壓缸至指定位置。
3 改進設計
現有防纏導板已在多條冷軋生產線中應用,經過幾年現場調試和使用,其結構基本符合生產要求,但仍存在一些問題需要改進。
(1)上、下防纏導板是在兩側用卡緊塊壓合在一起,再用螺栓把緊,使上、下導板之間緊固連接。由于卡緊塊位于導板兩側,且稍高于軋制線,故在穿帶時,帶材頭部容易撞擊到兩側卡緊塊,致使把合螺栓受損,由此會造成上、下導板間松動,嚴重時上導板無法與下導板共進退而卡在靠近軋輥的中間位置,引發堆鋼事故,不僅實現不了防纏作用反而會阻礙穿帶(見圖3,圖4)。另外,當上、下工作輥輥徑磨損不同時,由液壓缸位移傳感器檢測的值也無法準確反映工作輥與導板的間隙值。
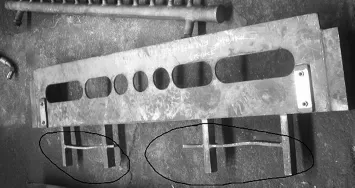
圖3 下導板—圓圈里是變形的部位
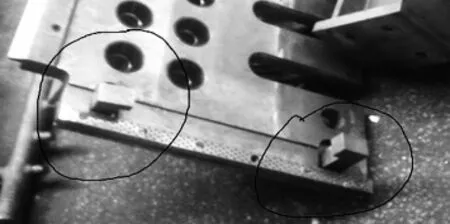
圖4 下導板—圓圈里是被撞松動的壓塊
對此應將上、下導板用液壓缸分別控制,取消連接螺栓及卡緊塊,將兩邊側面的壓塊改成流線型導向板,由于上防纏導板是向斜后方退出,所以當遇到堆帶事故時,只需單獨退出上防纏導板就可以使廢板帶松散,便于檢修維護。在某大型鋁加工廠改造的1400 mm鋁板軋機中就采用了此種設計方案,經用戶使用效果頗佳。
(2)由于驅動下導板進退的是擺動式液壓缸,因其前部球鉸耳軸連接的固定臂太長,造成附加彎矩過大,工作一段時間后固定臂根部的連接螺栓因變形松動,在液壓缸推進和退出時,導板達不到預定位置,影響使用效果。現場處理時把這兩件焊死,又增加將來維修的難度。故今后設計時,為盡量減少液壓缸前端固定臂太長產生附加彎矩,建議改用液壓馬達替代液壓缸的驅動方案。即由液壓馬達通過大減速比蝸桿減速機帶動兩側絲杠,由絲杠推動下導板完成進退動作。此方案的優點是:①導板進退時兩側的同步性好;②由于下導板工作行程較短,且只在更換工作輥時動作一次,故選用液壓馬達比較合理;③絲杠、絲母結構有自鎖功能,軋制時導板固定位置準確、容易控制。同理,上導板也可以改用液壓馬達帶動的方案。
(3) 在下導板前面布置的空氣放大器抽力太大,工作時氣流帶動乳化液向下噴射形成氣液流;由于防纏導板下面的空間不大,向下噴射的氣液流向上反射使防纏導板前端局部氣流紊亂,嚴重影響空氣吹掃效果。建議今后選用小間隙量的放大器,這樣不僅能滿足使用要求,而且用氣量小、噪音也低。同時在放大器管路上配置單獨調壓閥,以便于調控吹掃效果。此外,在放大器下面應增加一段軟布導管,以消除局部氣流紊亂。
(4)由于機架間水蒸氣較大,在上防纏導板下表面經常凝聚有大片液滴,軋制時的振動會使這些蒸汽水滴落在已經吹掃過的帶材表面,造成二次污染,所以今后應考慮在其外側做流線型設計,將水滴引落在帶材寬度范圍以外。另外,還應在上防纏導板的上表面設計出倒“V”型導水槽,將冷凝液沿導水槽排放到帶材寬度以外。此外,在軋機出口布置的其他設備,尤其是氣動和液壓管路也都存在這個問題,所有安裝在帶材上方的零部件都應采取措施將水滴導至帶材外側。
(5)出口側吹掃梁也存在一些設計問題:①因噴嘴選型問題導致氣刀清除效果不理想;②因上吹掃梁集流箱選用的無縫鋼管管徑大、管壁厚,再加上法蘭選用的是高壓法蘭使重量過大,而液壓缸提升力不足;③由于高壓法蘭配用高壓軟管,管徑大、彎曲半徑也大,造成安裝空間緊張。對此可通過更換合適的噴嘴和管路配件解決。
(6)目前,導板進退液壓缸的行程是由內置位移傳感器控制。但從現場的使用情況來看用極限開關即可滿足工作要求,主要有以下幾個原因:①導板頭部每次換輥后需要重新靠近工作輥,工作輥在最大直徑和最小直徑時,對導板頭部的位置要求相差不大(10 mm左右),對工作輥直徑較小的軋機而言,直接按照最大工作輥徑確定導板的前極限位置就可以滿足導向功能;②將位移傳感器改用極限開關(或是接近開關)可以節省費用。
4 結 語
通過不斷的改進,該部分設備的防纏效果和清除乳化液功能日益完備,其應用范圍也愈加廣泛。不僅可用于單機架冷軋、冷連軋生產,在單機架、雙機架平整機組中也取得了很好的使用效果。但是,盡管該防纏導板已非常緊湊,其占用軋機空間仍較大,與相關設備間干涉情況時有發生。尤其換輥時,若操作不當,容易阻礙換輥或本體被軋輥撞碎。此外,盡管乳化液吹掃效果滿足現有工業檢測指標要求,但帶材表面的乳化液仍無法徹底清除。對上述問題仍需通過生產實踐,不斷改進。
[1]張康,侯云峰冷軋機防纏導板的結構設計,《一重技術》,2008.