酸洗機組三輥張力裝置現(xiàn)場問題分析與計算
2012-07-30 07:08:08陳德來
一重技術(shù) 2012年5期
陳德來,張 康
酸洗是在常溫狀態(tài)下通過機械及化學方法將熱軋帶鋼氧化鐵皮清除掉的一種工藝手段,經(jīng)酸洗后的鋼板表面平滑、銀亮,整體外觀性能將有很大改善,可為下一步冷軋生產(chǎn)創(chuàng)造有利條件。本文所述項目是關(guān)于國內(nèi)某鋼鐵企業(yè)一條年產(chǎn)量約60萬噸的推拉式酸洗機組,其特點是設(shè)備簡單,生產(chǎn)及操作靈活,投資相對較少。該機組帶鋼原材料為厚2.0~4.0 mm、寬700~1250 mm的熱軋低碳鋼、超低碳鋼等鋼板,采用鹽酸紊流淺槽酸洗工藝,使帶鋼單卷工作,非連續(xù)地通過工藝段完成酸洗。
1 機組出口設(shè)備簡介
在該酸洗工藝機組出口段,帶鋼從活套坑出來后依次經(jīng)過的設(shè)備為活套坑擺動臺→1#側(cè)導裝置→2#夾送輥→圓盤剪→三輥張力裝置→檢查臺→出口側(cè)導裝置→出口夾送輥→卷取機等。
該機組中三輥張力裝置的主要作用是提供帶鋼在卷取時所需的張力,它具有三個主動張力輥,左右張力輥為固定輥,中間輥為活動輥,各自分別由變頻電機單獨驅(qū)動,穿帶時中間輥抬起,當帶頭經(jīng)出口導板進入卷取機鉗口后,鉗口咬緊帶鋼并在卷筒上卷取2~3圈,此時三輥張力裝置的中間張力輥壓下,兩端壓輥打開,然后卷取機電機、2#夾送輥及三輥張力輥電機啟動,輸出轉(zhuǎn)矩以保證帶鋼卷取所需張力,然后在此基礎(chǔ)上全線加速到正常工作速度。
2 現(xiàn)場問題的提出
由于推拉式酸洗機組活套坑內(nèi)帶鋼為自由狀態(tài),當帶鋼經(jīng)過出口活套擺動臺時認為其張力近似為0。另外出口夾送輥在帶鋼正常卷取時處于打開狀態(tài),故整個出口段可為帶鋼卷取張力做貢獻的設(shè)備僅為2#夾送輥及三輥張力裝置(見表1)。
在機組調(diào)試過程中卷取機按照設(shè)計張力工作時,試車帶卷出現(xiàn)卷不緊現(xiàn)象,因此懷疑卷取張力不足。針對這種情況,調(diào)試人員將卷取機卷取張力設(shè)定為80 kN。但電氣人員發(fā)現(xiàn)當機組按張力輥電機基速運行時,三輥張力裝置三臺傳動電機電流全部達到峰值,電機輸出轉(zhuǎn)矩也達到極限值;同時三輥張力裝置輥面與帶鋼之間發(fā)出摩擦聲音,即發(fā)生了帶鋼打滑現(xiàn)象。而當將張力設(shè)定值降至約50 kN后,設(shè)備狀況恢復正常。針對這種情況,調(diào)試人員根據(jù)電機參數(shù)對2#夾送輥及三輥張力裝置進行了測算分析,分析過程及結(jié)果如下(見表2)。
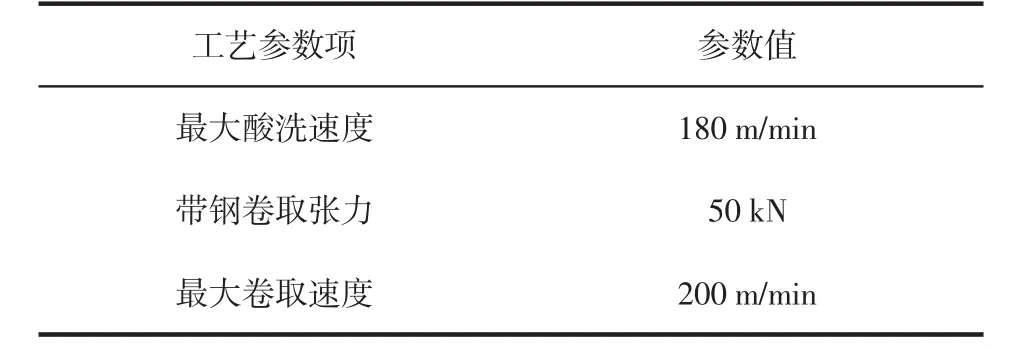
表1 酸洗機組卷取工藝參數(shù)
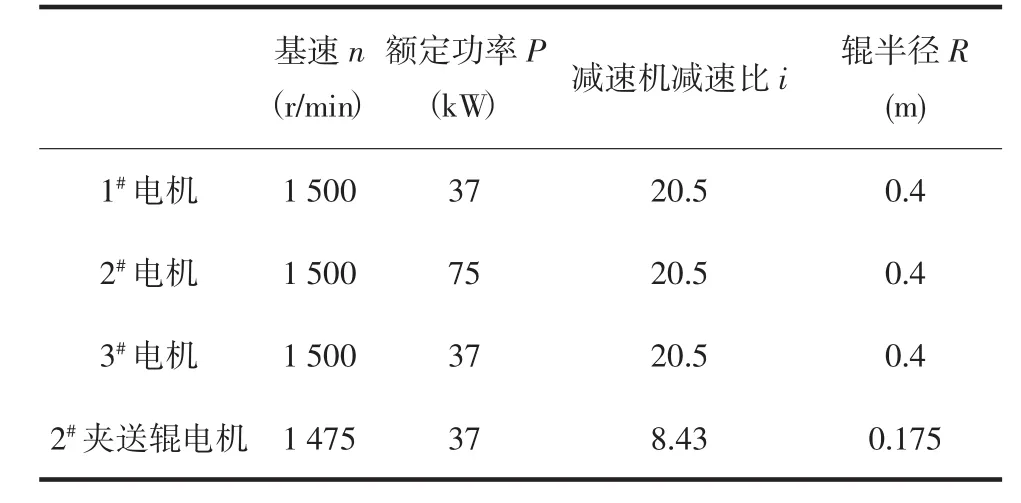
表2 傳動電機參數(shù)表
電機輸出力矩公式為:

又有:

所以在基速下電機輸出轉(zhuǎn)矩為:

張力輥輸出總張力為:

同理可推算出2#夾送輥輸出張力約為:
因此,張力輥在基速運行時可提供最大帶鋼張力約為:T出=T張+T夾=60.1 kN<80 kN
按照上述計算結(jié)果來看,整個出口段最大帶鋼張力水平低于卷取要求。這是因為三輥張力裝置入口處張力即2#夾送輥輸出張力貢獻較小,在卷取張力設(shè)定為80 kN后,為迎合卷取張力要求,張力輥電機必然大幅提高轉(zhuǎn)矩輸出值,但因電機能力有限,輸出轉(zhuǎn)矩即使達到極限值也無法滿足卷取張力為80 kN的要求,從而導致出現(xiàn)前文所述電機電流值及輸出轉(zhuǎn)矩達到峰值的現(xiàn)象。因此調(diào)試人員初步分析結(jié)論為:
(1)按卷取張力80 kN計算,則三輥張力裝置所選傳動電機功率不足,從而導致其基速條件下輸出張力無法滿足卷取工藝要求。
(2)現(xiàn)場帶鋼發(fā)生打滑是由卷取張力使三輥張力裝置外部張力失衡造成的。
3 帶鋼打滑問題的驗證分析
張力輥是帶鋼酸洗生產(chǎn)線上至為重要的設(shè)備,它不僅用于帶鋼輸送,更要為帶鋼卷取提供必要的張力。在卷取過程中,若帶鋼與張力輥接觸面發(fā)生滑動,會造成帶鋼張力的短時波動,甚至造成整個出口段系統(tǒng)處于周期性的劇烈顫動之中而無法正常工作[1]。這將極大影響帶鋼卷取及帶鋼表面質(zhì)量,甚至損傷張力輥輥面。因此對帶鋼打滑問題進行分析,具有重要意義。
為了便于分析,現(xiàn)以3#和4#張力輥所組成的S輥組為例進行說明(見圖1)。設(shè)帶鋼進入張力輥組后張力為Tin23,3#張力輥和4#張力輥間帶鋼張力為Tin34,出口張力即外部張力為Tin4out1,帶鋼在張力輥表面的包角為α,帶鋼與張力輥聚氨酯表層摩擦系數(shù)為μ。
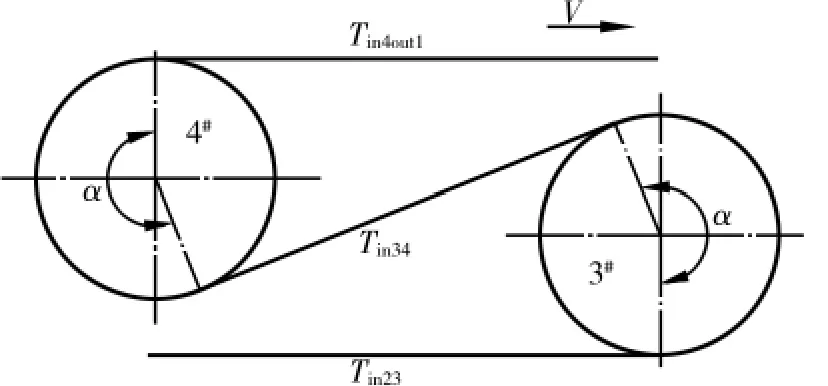
圖1 S輥組運行示意圖
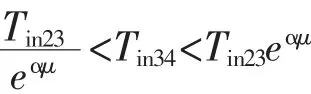
由歐拉公式可知張力輥組正常傳動的條件為[2]:
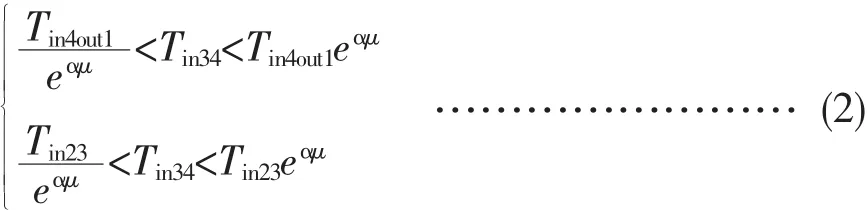
由式 (2)可知:若能將Tin34控制在此范圍內(nèi),就可以保證3#、4#張力輥與帶鋼之間不會發(fā)生打滑現(xiàn)象。歐拉公式揭示了張力輥打滑規(guī)律,即打滑不僅與輥自身摩擦系數(shù)及帶鋼包角有關(guān),還與其兩端帶鋼張力水平有關(guān)[3]。

對于同一卷帶鋼,可認為其與輥面靜摩擦系數(shù)和包角基本不發(fā)生變化,則eαμ可按常值處理。故可見只要張力輥兩端帶鋼張力比值維持在一定范圍內(nèi),就可認定張力輥未發(fā)生打滑。因此,定義打滑系數(shù)為:

T1 和T2 分別表示張力輥兩端帶鋼張力,當打滑系數(shù)Cf計算結(jié)果滿足邊界條件(,eα)μ范圍時,認為該張力輥未發(fā)生打滑現(xiàn)象;否則則認為外部張力的綜合作用超過了輥面摩擦力的最大平衡范圍,從而引發(fā)帶鋼打滑[2]。綜上也可以認為,張力輥本身是一個張力放大器,可以將入口處張力放大,放大倍數(shù)即是打滑系數(shù)Cf,但其放大能力要同時受到轉(zhuǎn)動電機輸出轉(zhuǎn)矩能力、帶鋼包角及摩擦系數(shù)的制約。
由三輥張力裝置工作時各個輥的帶鋼包角狀態(tài)可知,T1為三輥張力裝置入口段張力,即2#夾送輥出口段張力,T12和T23分別為1、2#張力輥輥間張力及2#、3#輥輥間張力,T3為張力輥出口段張力,即機組卷取張力(見圖2)。設(shè)1#輥包角α1,2#輥包角 α2,3#輥包角 α3,聚氨酯與帶鋼摩擦系數(shù)為μ,取約為0.3[3],設(shè)定入口段張力始終小于出口段張力。
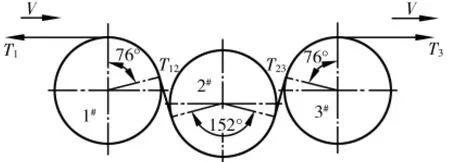
圖2 三輥張力裝置工作包角圖
由前文知三輥張力裝置入口段張力即2#夾送輥輸出張力T1=11.5 kN,而帶鋼打滑時三輥張力裝置出口段T3=80 kN,則有:
另有:μ=0.3 ,α=α1+α2+α3≈5.3 ,代入可得eαμ≈4.91
因此有:Cf> eαμ
當T3=50 kN,則有:
由以上計算結(jié)果可知,在張力輥電機基速條件下,外部卷取張力設(shè)定為80 kN時帶鋼打滑系數(shù)超出輥面摩擦力最大平衡范圍,此時帶鋼就會出現(xiàn)打滑現(xiàn)象,而在同樣條件下卷取張力設(shè)定為50 kN時則滿足不打滑條件,設(shè)備能夠正常運行,這充分說明帶鋼打滑是由于外部卷取張力過大,從而造成系統(tǒng)張力失衡所致,因此,消除張力失衡是防止帶鋼打滑的關(guān)鍵。
4 電機功率的推導判別
根據(jù)歐拉公式可知,若要張力輥能夠正常工作,其出入口張力之間一定需滿足某種特定條件。依據(jù)圖2所示參數(shù),若各個張力輥都正常工作,則一定滿足歐拉公式,故有:
將式 (5)、 (6)、 (7)相乘可推出:

由式 (8)可推知若張力輥能夠正常工作,則三輥張力裝置入口段張力需滿足:

設(shè)三臺電機通過減速機正常工作產(chǎn)生的張力為TS,應(yīng)滿足:

設(shè)三臺電機通過減速機產(chǎn)生的最大張力能力為Tm,則其應(yīng)滿足:

將各參數(shù)代入式 (9),可推出:

將各參數(shù)值代入式 (10)可推出電機正常工作的張力范圍:

結(jié)合式 (11)、 (12)、 (13)知當卷取張力TS為50 kN時,
入口段張力值應(yīng)滿足:

電機最大及正常工作時張力分別應(yīng)滿足:


式 (13)為張力輥電機能夠正常工作的必要條件,即在三輥張力裝置入口段帶鋼張力為11.5 kN的情況下,電機正常工作時通過張力輥輸出的最大張力不能高于45 kN,否則張力輥將與帶鋼接觸面之間產(chǎn)生滑動現(xiàn)象。由前文知傳動電機通過張力輥輸出最大張力能力為48.6 kN,故在入口處張力為11.5 kN時三輥張力裝置所選電機輸出轉(zhuǎn)矩能力一定滿足式 (15)的使用條件。而此時入口張力值也滿足式 (14),計算知三輥張力裝置在該工作狀況下所能輸出的最大張力約為:

因此,在卷取張力為50 kN時,設(shè)備可以正常運行,這與現(xiàn)場的實際情況也是相吻合的。
結(jié)合式 (12)知當卷取張力T3為80 kN時,夾送輥輸出張力T1應(yīng)滿足:

實際有:Tm=48.6 kN<80-11.5=68.5 kN …… (19)
根據(jù)式 (18)確定T1后,可根據(jù)式 (11)確定三輥張力輥最大輸出張力,從而可進一步確定張力輥電機功率,結(jié)果如式 (19)。
由上知在不改變現(xiàn)有設(shè)備的前提下,如果要滿足卷取張力80 kN的工藝要求,就必須同時滿足如下兩個條件:
(1)增大入口段張力達到16.3 kN。
(2)三輥張力裝置所輸出總張力應(yīng)為68.5 kN。
由式 (18)、 (19)計算結(jié)果知,2#夾送輥及三輥張力輥最大輸出張力雖可以滿足卷取張力為50 kN時的條件,卻不能滿足卷取張力為80 kN的要求,因此,可以斷定,三輥張力裝置輸出張力達不到卷取張力要求的主要原因除了張力輥本身的電機功率不足之外,2#夾送輥傳動電機功率不足也是導致這一現(xiàn)象的關(guān)鍵因素。
因此,如要達到卷取工藝80 kN要求,相關(guān)措施就是同時增加2#夾送輥與三輥張力裝置電機的功率;另外,在允許增大電機容量前提下,不改變?nèi)肟趶埩Γ哟髱т撆c輥子之間的包角,也可以提高出口張力;此外,如果允許降低機組速度,也可以通過降低電機基速以及增大減速機速比來實現(xiàn)張力提高。
5 現(xiàn)場問題處理
按照上述理論推導結(jié)果來看,按現(xiàn)有設(shè)備性能提高機組卷取張力不易實施,但同時也無法確認帶鋼卷不緊現(xiàn)象一定是由于機組卷取設(shè)計張力值過小而造成的,因為機組的相關(guān)工藝參數(shù)已經(jīng)具有應(yīng)用先例,較為成熟。針對這種情況,調(diào)試人員再次仔細檢查試車帶卷,結(jié)果發(fā)現(xiàn)現(xiàn)場所提供試車帶卷來料質(zhì)量較差,板形較為粗糙,因此懷疑帶鋼本身是否會成為影響卷取效果的另一個關(guān)鍵因素。為驗證該想法,重新?lián)Q用帶鋼成品卷,按照卷取張力50 kN進行卷取(見圖3)。

圖3 機組成品卷卷取后效果圖
由圖3可看出,換用成品卷后,卷材無塔形,卷取效果良好,未出現(xiàn)帶材無法卷緊現(xiàn)象。由此可推斷,50 kN卷取設(shè)計張力值完全能夠滿足生產(chǎn)工藝要求。
6 結(jié)語
綜合上文所述,可知現(xiàn)場所發(fā)現(xiàn)問題的關(guān)鍵因素在于:
(1)三輥張力輥發(fā)生的打滑現(xiàn)象是由外部張力失衡所導致,張力滿足生產(chǎn)要求后,帶鋼打滑現(xiàn)象也將得到解決。
(2)酸洗機組三輥張力裝置達不到80 kN卷取張力要求的根本原因除在于三輥張力裝置本身傳動電機的功率不足外,機組出口段2#夾送輥電機產(chǎn)生張力過小是另外一個影響因素,若僅提高三輥張力裝置本身的電機功率,仍將無法達到80 kN卷取工藝張力要求。
(3)機組試車卷未能正常卷取的主要原因并不在于卷取張力過小,而在于其板形較差,改善板形后即可正常生產(chǎn)。
[1]張京城.張力輥組打滑與設(shè)計原則分析 [J],有色金屬加工,2003(6),3(32):23-26.
[2]Fusahito Yoshida,Masaki Urabe.Computer-aided process design for the tension leveling of metallic strips[J].Journal of Materials Processing Techno-logy,1999,89-90:218-223.
[3]王文廣.寬帶鋼拉伸彎曲矯直機工作機理及使用工藝研究 [M],北京科技大學,2008.