雙邊剪剪刃運(yùn)動(dòng)軌跡研究
2012-07-30 07:08:06王喜春
一重技術(shù) 2012年5期
王喜春
我國(guó)在近年相繼自行設(shè)計(jì)并建造了多套中厚板熱軋生產(chǎn)線(xiàn),其中的雙邊剪被用于同時(shí)剪切鋼板寬度方向的兩個(gè)邊部,保證鋼板寬度尺寸及邊部質(zhì)量。
為消化吸收國(guó)外先進(jìn)技術(shù),進(jìn)一步提升雙邊剪設(shè)計(jì)的理論水平,本文通過(guò)離散做圖法及數(shù)學(xué)公式法兩種方式,深入研究雙邊剪的運(yùn)動(dòng)軌跡。
1 離散法研究:在剪刃上取點(diǎn)
根據(jù)設(shè)備結(jié)構(gòu),建立雙邊剪的機(jī)構(gòu)原理圖(見(jiàn)圖1)。以上剪刃圓弧中點(diǎn)為原點(diǎn),建立相對(duì)坐標(biāo)系X′FY′。以下剪刃中心為原點(diǎn)建立絕對(duì)坐標(biāo)系XOY。以曲柄與X軸夾角α和β為變量分度,在360°范圍內(nèi)每5°為一個(gè)相位位置。α、β角以相同的轉(zhuǎn)速轉(zhuǎn)動(dòng),以α角旋轉(zhuǎn)360°為一個(gè)工作周期。
由機(jī)構(gòu)圖可見(jiàn),上剪刃以R為半徑的圓弧上的各點(diǎn)在相對(duì)坐標(biāo)系X′FY′中的相對(duì)坐標(biāo)是固定不變的。坐標(biāo)系X′FY′在絕對(duì)坐標(biāo)系XOY中做平動(dòng)和轉(zhuǎn)動(dòng),平動(dòng)時(shí)F點(diǎn)的縱坐標(biāo)Fy發(fā)生變化,同時(shí)相對(duì)坐標(biāo)系X′FY′繞F點(diǎn)轉(zhuǎn)動(dòng),即上剪刃直邊與下剪刃的夾角發(fā)生變化。
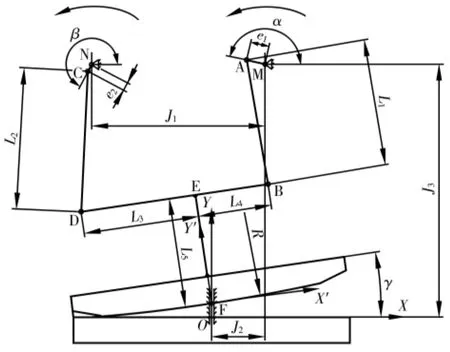
圖1 雙邊剪機(jī)構(gòu)圖
在已知設(shè)備各結(jié)構(gòu)參數(shù)的條件下,可通過(guò)三維制圖,然后設(shè)定α與β角的不同相位,測(cè)量不同轉(zhuǎn)角條件下的Fy和γ值。作者使用Inventor三維軟件完成實(shí)體造型,并對(duì)我公司生產(chǎn)的4300 mm雙邊剪和3500 mm雙邊剪進(jìn)行研究,由于每隔5°取值太多,本文只列出其中一些特定角度。兩臺(tái)雙邊剪除幾個(gè)重要參數(shù)外,其他結(jié)構(gòu)參數(shù)均相同(見(jiàn)表 1)。
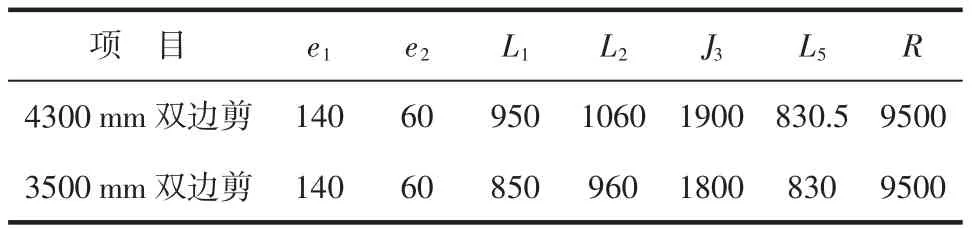
表1 雙邊剪設(shè)備結(jié)構(gòu)參數(shù)
在上部圓弧剪刃上取點(diǎn)(見(jiàn)表2),設(shè)定各點(diǎn)的相對(duì)坐標(biāo)X′,其相對(duì)坐標(biāo)Y′則由下式確定:


表2 雙邊剪上剪刃取點(diǎn)
設(shè)定α角的三個(gè)不同相位,分別是上剪刃左端點(diǎn)最低位置、中間點(diǎn)最低位置、右端有效點(diǎn)最低位置,并測(cè)得給定轉(zhuǎn)角條件下的Fy和γ值(見(jiàn)表3)。
表2中的上剪刃各點(diǎn)在相對(duì)坐標(biāo)系X′FY′中的相對(duì)坐標(biāo)通過(guò)坐標(biāo)變換可以轉(zhuǎn)換成絕對(duì)坐標(biāo)系XOY中的絕對(duì)坐標(biāo),公式如下:
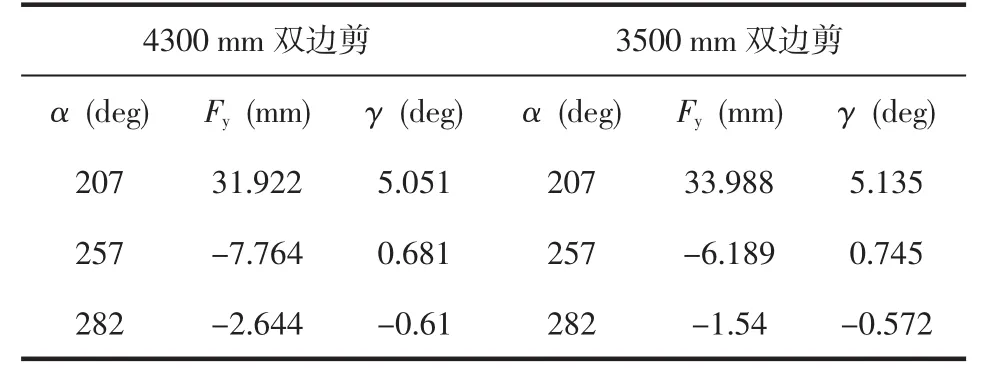
表3 雙邊剪特定相位角條件下的Fy和γ

4300 mm雙邊剪與3500 mm雙邊剪轉(zhuǎn)換后的絕對(duì)坐標(biāo)可以分別計(jì)算得到,在三個(gè)給定角度下可以描出上剪刃的運(yùn)動(dòng)軌跡(見(jiàn)圖2、圖3)。
可以看出,在剪切過(guò)程中上剪刃從左端滾切到右端,最右端點(diǎn)在50 mm以上,則鋼板最厚可以允許剪切到50 mm,縱坐標(biāo)為0的X軸相當(dāng)于下剪刃,4300 mm雙邊剪上下剪刃重合點(diǎn)位置在14點(diǎn)附近,3500 mm雙邊剪在13點(diǎn)附近;由此可得出,4300 mm雙邊剪上下剪刃重合段長(zhǎng)度為1196 mm,3500 mm雙邊剪為1104 mm,由于雙邊剪剪切厚度為5~50 mm,且要求剪切送進(jìn)步長(zhǎng)在鋼板厚度小于40 mm條件下為1300 mm,可知兩種雙邊剪在剪切薄鋼板時(shí)無(wú)法滿(mǎn)足。
因此需進(jìn)一步研究改變連桿長(zhǎng)度或曲軸偏心、下剪刃相對(duì)位置等參數(shù)對(duì)上剪刃運(yùn)動(dòng)軌跡的影響,但如果采用上述作圖法,則需要做出大量不同參數(shù)下的三維圖以獲取大量測(cè)量點(diǎn)進(jìn)行比較,工作量非常大,而且不能作到取連續(xù)點(diǎn)。
而如能推導(dǎo)出剪刃軌跡以上述參數(shù)為變量的方程,則工作量可大大減少。
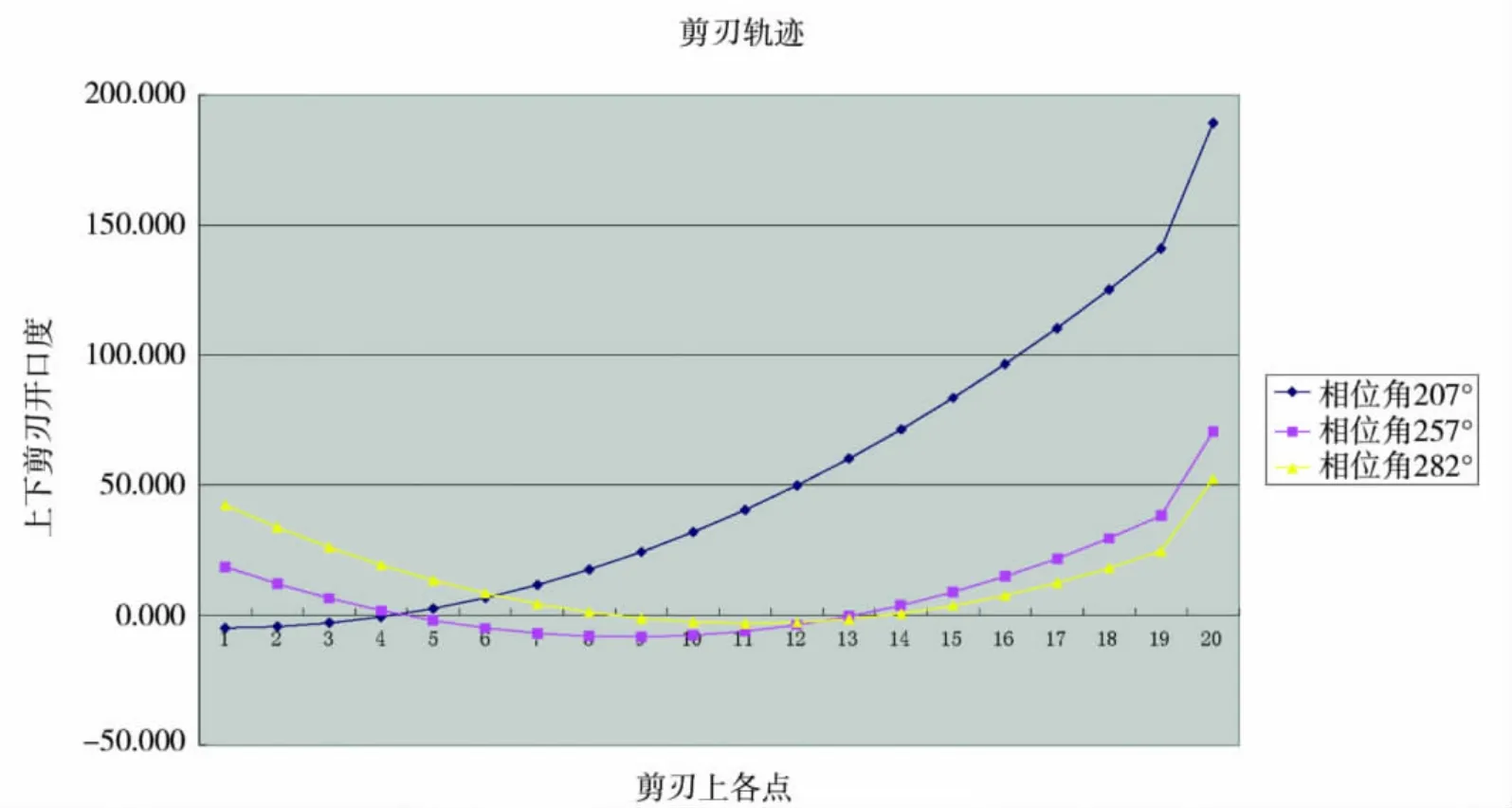
圖2 4300 mm雙邊剪上剪刃軌跡
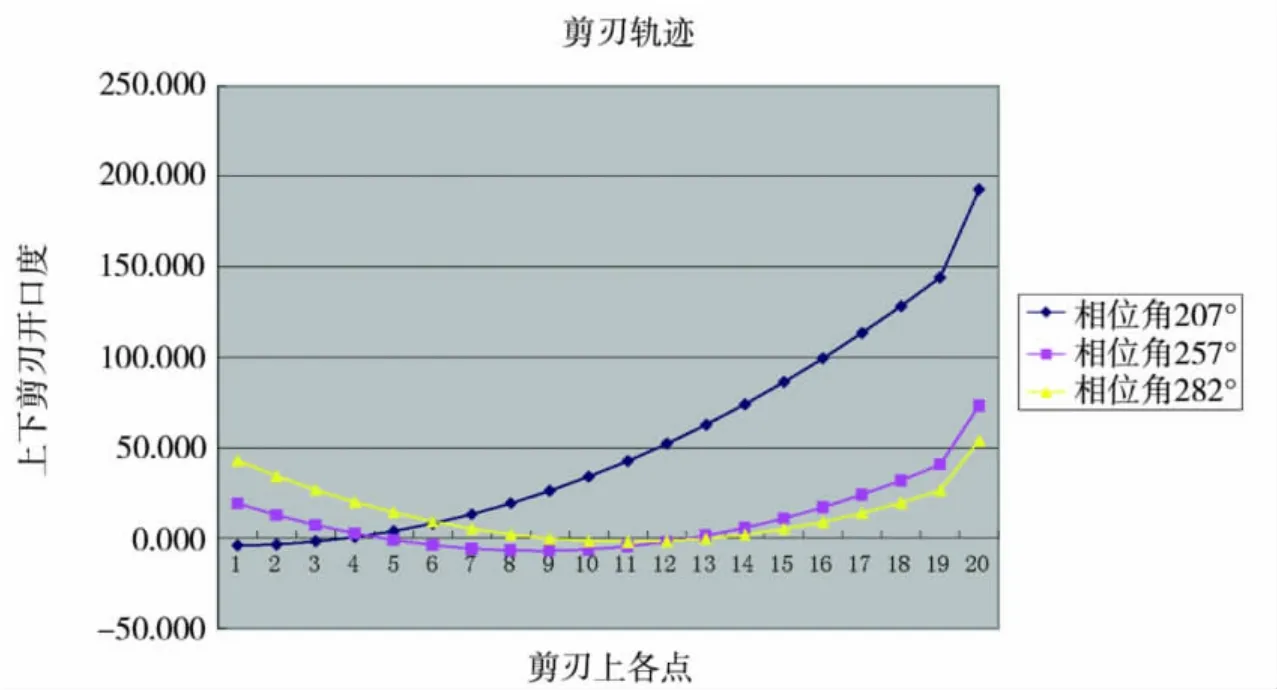
圖3 3500 mm雙邊剪上剪刃軌跡
2 數(shù)值法研究:推導(dǎo)通用方程
雙邊剪機(jī)構(gòu)在絕對(duì)坐標(biāo)系XOY中各點(diǎn)坐標(biāo)如下:
入口固定鉸點(diǎn)M(J2,J3);出口固定鉸點(diǎn)N(J2-J1,J3);入口曲柄連桿鉸點(diǎn)A(Mx+e1cosα,My+e1sinα);出口曲柄連桿鉸點(diǎn) C(Nx+e2cosβ,Ny+e2sinβ);出口連桿與上剪刃座鉸點(diǎn)D(Dx,Dy);上剪刃中點(diǎn)到鉸點(diǎn)DB連線(xiàn)的垂足點(diǎn)E(Ex,Ey);入口曲柄連桿鉸點(diǎn)B(Bx,By);上剪刃中點(diǎn)F(0,F(xiàn)y)。
按坐標(biāo)與距離關(guān)系式得出如下方程:
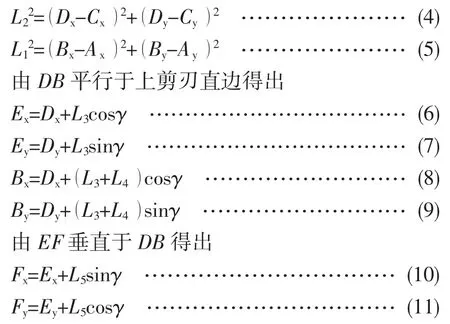
以上 8 個(gè)方程中,只有 Bx、By、Dx、Ex、Ey、γ共8個(gè)未知數(shù),可以求出Fx和γ。
用迭代法推導(dǎo)出關(guān)系式方程

設(shè)sinγ=x,則可最終導(dǎo)出式 (35)高次方程。
以下為方程的中間變量:

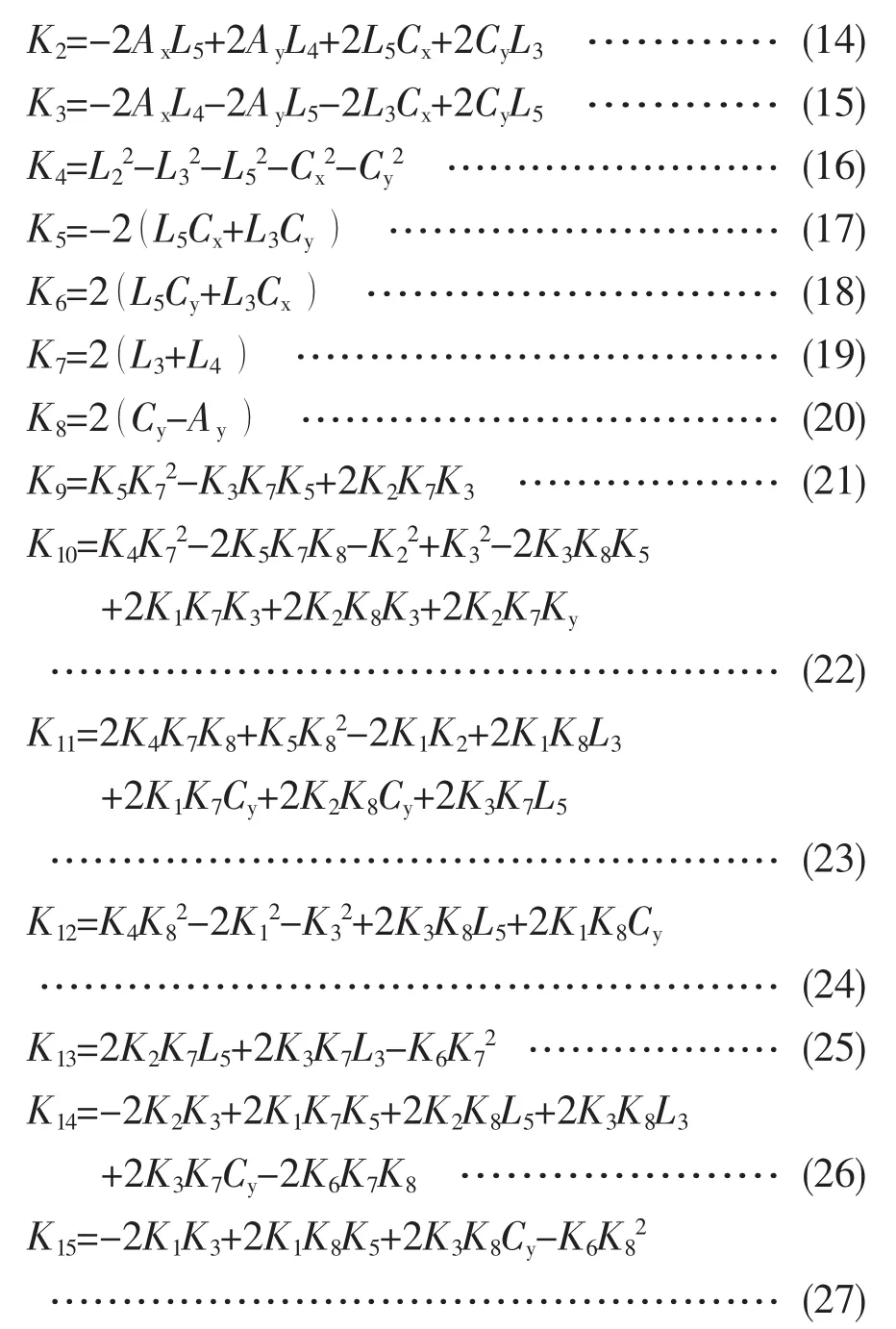
而最終方程的系數(shù)

則最終高次方程

由切線(xiàn)法或弦位法可求得x5值,從而得出

另外,由式(12)可求得Fy。
求得Fy及γ后,由相對(duì)坐標(biāo)系X′FY′與絕對(duì)坐標(biāo)系的關(guān)系,通過(guò)坐標(biāo)變換,即可計(jì)算出剪刃上任意一點(diǎn)的絕對(duì)坐標(biāo)值。
3 數(shù)據(jù)分析
為了驗(yàn)證數(shù)學(xué)公式的準(zhǔn)確性,將相同參數(shù)下作圖法與數(shù)值法結(jié)果進(jìn)行對(duì)比(見(jiàn)表4)。
可見(jiàn)絕對(duì)偏差值非常小,如果取相對(duì)偏差最大值為萬(wàn)分之三,則在工程計(jì)算中可以認(rèn)為非常準(zhǔn)確。
從以上對(duì)比數(shù)據(jù)可看出,如果想增加雙邊剪上下剪刃重合段的長(zhǎng)度,在α為282°時(shí)增加入口連桿長(zhǎng)度L1或入口偏心軸偏心距e1效果最直接,但為了不影響剪切角度,同時(shí)增大L1與L2,取L1=960 mm,L2=1070 mm。
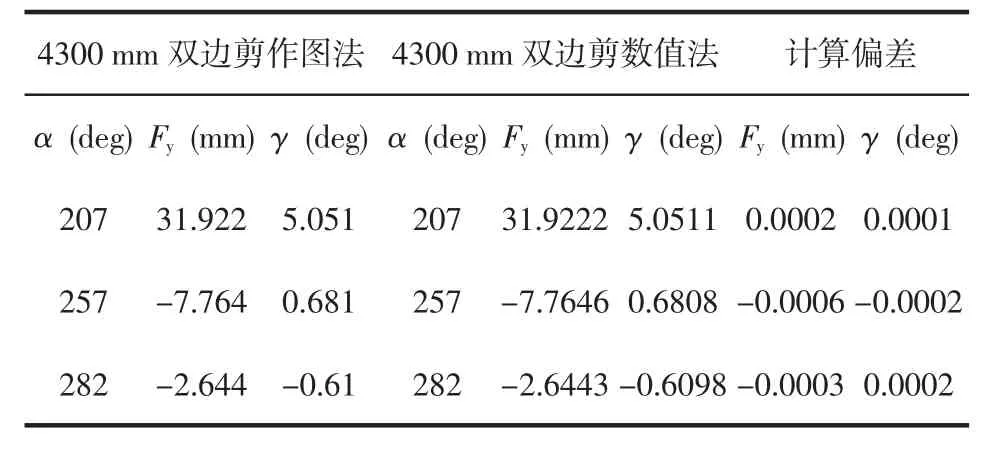
表4 作圖法與數(shù)值法結(jié)果對(duì)比
本文僅給出4300 mm雙邊剪的計(jì)算結(jié)果(見(jiàn)表 5)。
同樣可得到相應(yīng)的剪刃軌跡(見(jiàn)圖4)。
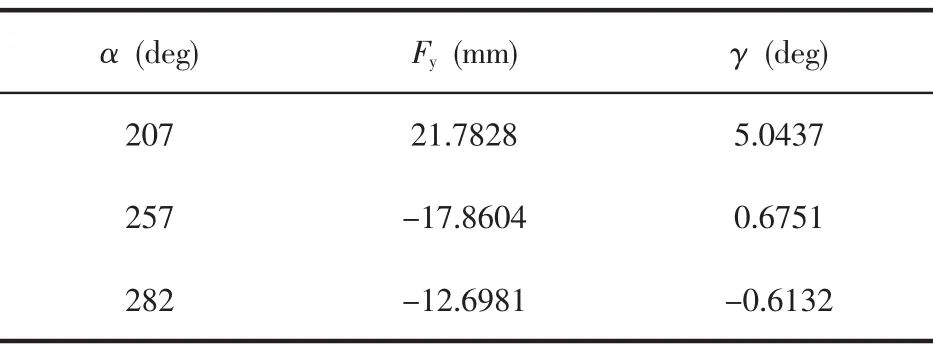
表5 數(shù)值法計(jì)算4300 mm雙邊剪剪刃不同相位時(shí)的Fy與γ
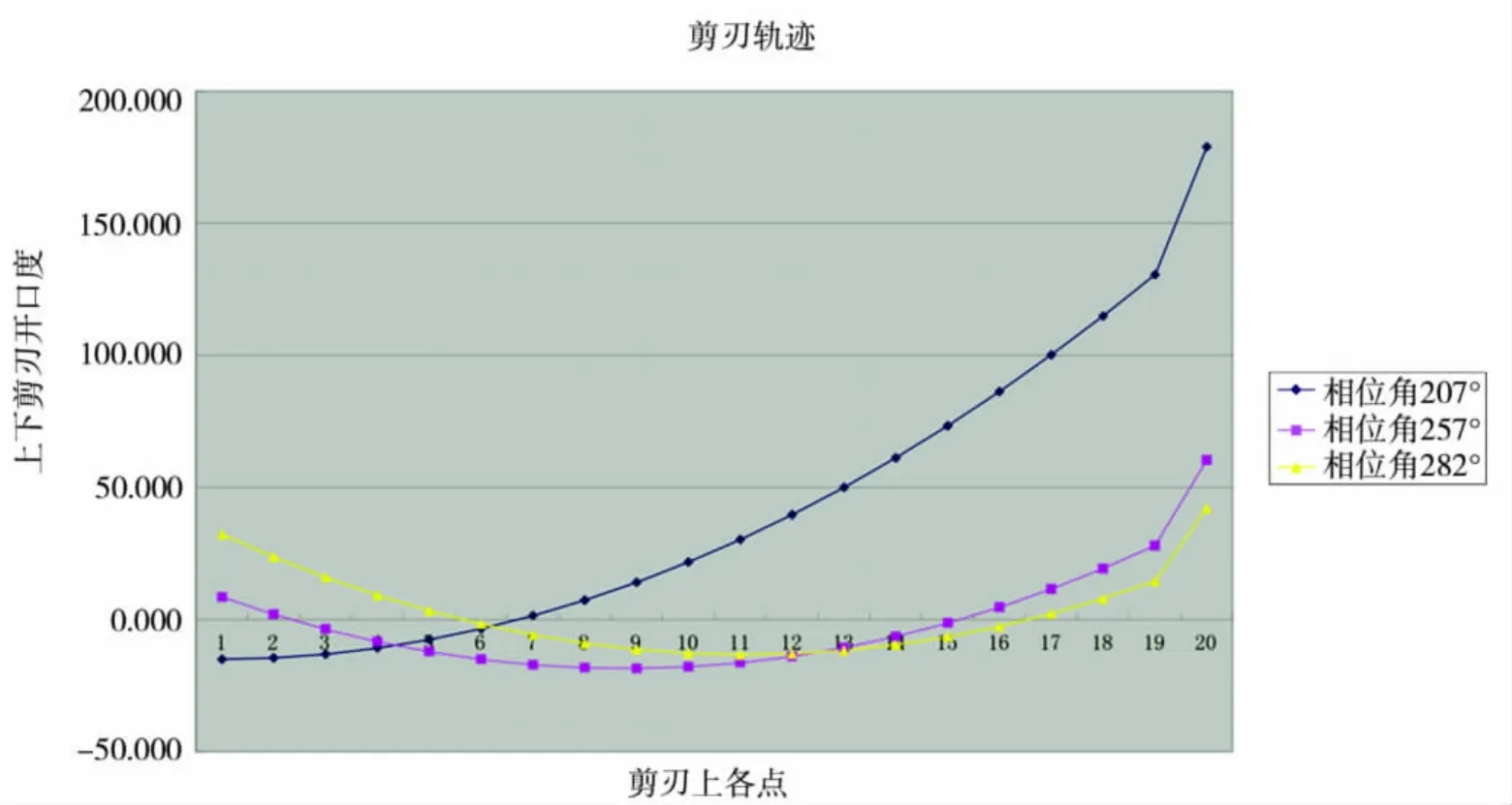
圖4 4300 mm雙邊剪變連桿后上剪刃軌跡
圖4中剪刃右端重合點(diǎn)在點(diǎn)16與17之間,重合段長(zhǎng)度已大于1300 mm,此改變可以實(shí)現(xiàn)剪切薄鋼板時(shí)步長(zhǎng)1300 mm的要求,但因?yàn)榧羧凶钣尹c(diǎn)開(kāi)口度已小于50 mm,剪切50 mm厚不能實(shí)現(xiàn),對(duì)此可以通過(guò)改變剪刃上的倒角加以解決。
4 結(jié)語(yǔ)
(1)本文通過(guò)作圖法及數(shù)值法對(duì)剪刃運(yùn)動(dòng)軌跡進(jìn)行分析,建立起以雙邊剪曲軸偏心、連桿長(zhǎng)度、剪刃圓弧半徑等多變量方程式,改變方程中的任何一個(gè)結(jié)構(gòu)參數(shù)都可以得到不同的剪刃運(yùn)動(dòng)軌跡。
(2)本文對(duì)剪刃軌跡方程進(jìn)行了驗(yàn)證,證明了方程的準(zhǔn)確性。
(3)本文僅對(duì)剪刃運(yùn)動(dòng)軌跡給出計(jì)算方程,利用本文方程可以實(shí)現(xiàn)剪刃軌跡在空間位置上的優(yōu)化。
(4)本文的研究結(jié)果可做為剪切力及雙邊剪電機(jī)功率等的計(jì)算根據(jù),也可以此結(jié)果為基礎(chǔ)進(jìn)一步開(kāi)展雙邊剪結(jié)構(gòu)研究與設(shè)計(jì)工作。