觀覽類游樂設施關鍵部件安全檢測方法研究
2012-07-17 08:38:10劉志云程秋平李昌盛
失效分析與預防 2012年3期
劉志云,廖 嘉,程秋平,李昌盛
(1.江西省特種設備檢驗檢測研究院,南昌330069;2.無損檢測技術教育部重點實驗室(南昌航空大學),南昌330063)
0 引言
觀覽類游樂設施都是旋轉式運動,輪軸是主要的受力部件,長時間工作產生疲勞損傷和磨損銹蝕的情況是不可避免的[1]。由于轉輪的軸是安裝在輪和軸套(或軸承等)中,其損傷不能直接進行接觸式檢驗檢測,要對其進行在役無損評價,超聲波無疑是最合適也是最有效的檢測方法[2]。研究和探討觀覽類游樂設施關鍵部件的安全檢測方法是非常必要和緊迫的,探索關鍵部件的檢測方法,將有助于促進特種設備檢驗檢測手段的完備和發展,更有效地保障特種設備的安全運行,進而保護游客人身安全。開展該項目的研究,具有顯著的經濟和社會效益。
1 游樂設施軸類部件的結構及受力特點
軸是組成游樂設施的重要零件之一,軸的主要功用是支承旋轉零件、傳遞轉矩和運動。軸工作狀況的好壞直接影響到整臺游樂設施的性能和質量[3]。觀覽類游樂設施中具有代表性的主軸有以下4種[4],其結構及受力特點分析如下:
1)三面青蛙跳走輪軸。此類軸的特點是:整體的長徑比大;變截面的地方較多;主要受力部位為軸的中間部分,軸的兩端主要起到固定的作用,其承受的載荷很小,中間區段最容易產生疲勞性缺陷;軸的其中一端有通孔,用于插入鐵銷來固定工件(圖1)。
2)海盜船銷軸。此類軸的特點是:工件的變截面處較少;截面直徑的變化較大;受力部位處于兩個變截面處的中心軸段上(圖2)。
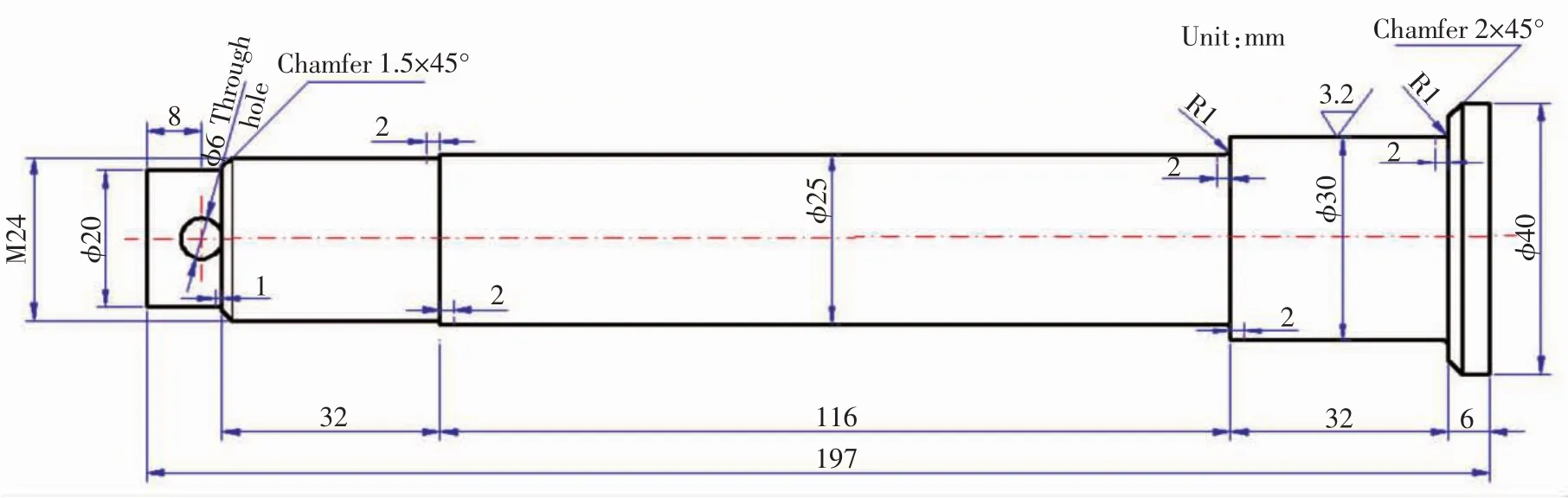
圖1 三面青蛙跳走輪軸的示意圖Fig.1 Principal axis of a recreational facility like frog jumping
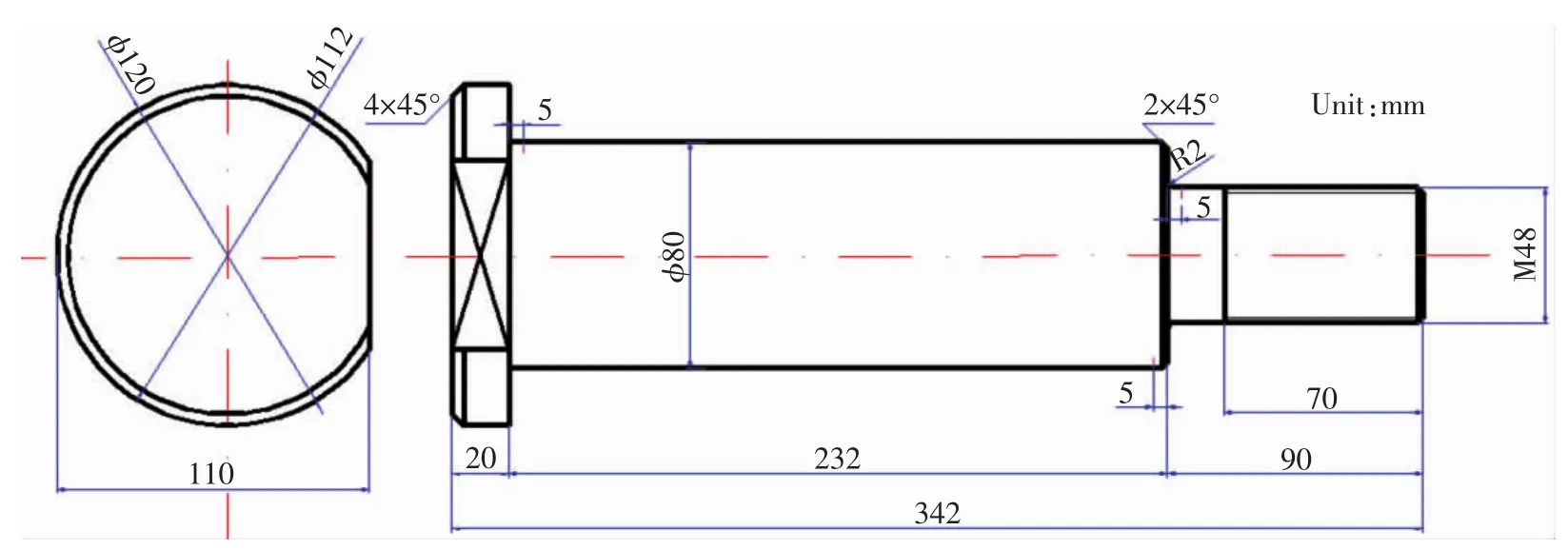
圖2 海盜船銷軸示意圖Fig.2 Axis of corsair
3)小型摩天輪中心軸。此類軸的特點為:長徑比適中,結構回波少,波形判別比較容易;軸的兩端軸頸部分承受較大應力,且兩端對稱,中心部分基本不承受應力,只是起到一個連接的作用,一般設計成空心;軸兩端的軸身上車有螺紋,用于固定心軸;中心軸隨摩天輪的轉動而轉動,軸上承受的彎曲應力按對稱循環的規律變化(圖3)。
4)大型摩天輪中心軸。此類軸的結構與小型的類似,其受力部位與小型摩天輪中心軸一樣,唯一的特殊點就是尺寸更大,軸心有個潤滑孔,用于注射潤滑油,端面的臺階用于安裝潤滑孔的防塵罩(圖4)。
2 專用換能器的設計制作
根據實際檢測需要設計并制作不同折射角的小角度縱波探頭和斜探頭,專用探頭頻率應選擇2.5~5 MHz為宜。頻率太低會降低探頭的分辨率和檢測缺陷時的靈敏度。一般情況下,在滿足超聲波聲束覆蓋范圍的前提下,選擇折射角較小的斜探頭,以提高缺陷檢測的靈敏度和缺陷定量的準確性,選擇折射角在10°~18°范圍內的小角度縱波探頭對缺陷的靈敏度較高。對加工的專用探頭進行參數檢測,測出實際的折射角度,具體參數如表1所示。
3 游樂設施主軸的檢測方法
3.1 輔助定位軟件的設計
游樂設施軸類工件具有變截面的特點,一根軸上直徑會有多次變化,缺陷的位置需要根據軸類工件的具體尺寸來計算。輔助定位軟件的編寫方便了定位的計算,用計算機來實現計算過程。定位軟件的界面如圖5所示。
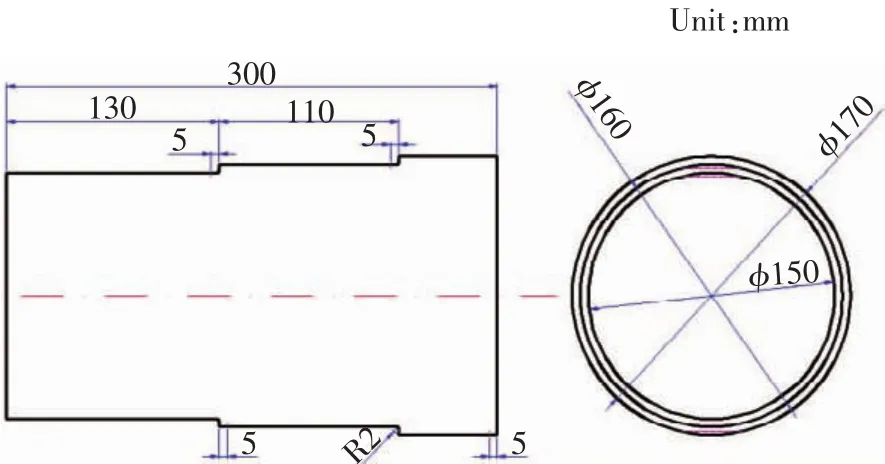
圖3 小型摩天輪中心軸Fig.3 Axis of small-sized sky-scraping wheel
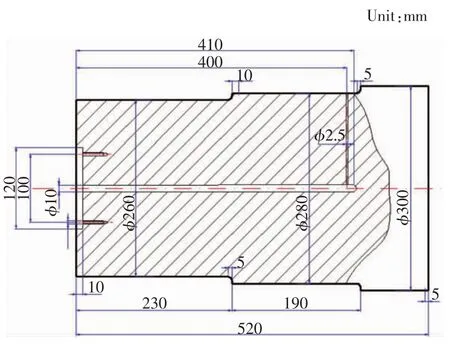
圖4 大型摩天輪中心軸示意圖Fig.4 Axis of large-sized sky-scraping wheel

圖5 輔助定位軟件界面圖Fig.5 Interface of software for defect location

表1 專用探頭實際參數表Table 1 Parameters of the ultrasonic-transducer
軟件界面的左邊為工件和檢測參數示意圖,中間的第一列為工件的參數輸入框(直徑和每一個臺階的長度),第二列為檢測參數輸入框(探頭和相關參數和工件的聲速等),第三列為結構輸出框(可以顯示缺陷回波的深度、距離圓心的水平距離和所利用的回波次數),右邊為缺陷位置和超聲波的傳播路徑示意圖。該軟件可以在具體缺陷的檢測前對探頭的選擇起到輔助作用,也可以在檢測時對缺陷進行輔助定位。
3.2 不同類型的游樂設施主軸的檢測
1)三面青蛙跳走輪軸。
根據工件的受力特點,選擇以小角度縱波檢測為主,斜探頭橫波檢測為輔,而且只能從一端入射的檢測方法[5]。探頭折射角的上限值為β=38.9°。為了保證缺陷回波能與端角回波區分開,探頭的折射角必須足夠大(但不能太大,要保證一定的靈敏度、信噪比和對缺陷的飽和深度),因為工件的橫向尺寸很小,選擇較小晶片的探頭較為合適。缺陷定位軟件顯示的缺陷坐標和缺陷波形如圖6所示,由圖可知,缺陷回波明顯,且沒有端角的反射回波。
選擇入射角為3°(折射角為6.8°)的小角度縱波探頭對其進行檢測,發現離端面較遠處有另外一處缺陷,檢測結果如圖7所示。由圖可知,缺陷回波即將被端角反射回波淹沒,但從放大波形圖中還是可以分辨出缺陷波(波形有一個明顯下降再上升的過渡)。
圖7中缺陷波的前面有一系列幅度較高的回波,這是由于在缺陷之前工件有2個變截面的臺階,這些回波是工件的結構回波,實驗中選擇的探頭很難避開變截面處的結構回波。但是,這對檢測來說沒有多大影響,因為檢測時是根據特定的檢測范圍來選擇合適的探頭;因此1個探頭只用于評定工件特定范圍內的缺陷情況,前面的回波所在區域不在該探頭的評定范圍之內[6]。
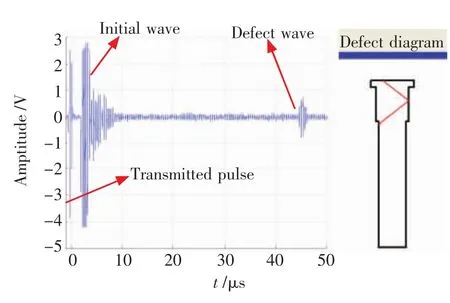
圖6 缺陷1波形及缺陷示意圖Fig.6 Waveform and diagram of defect 1
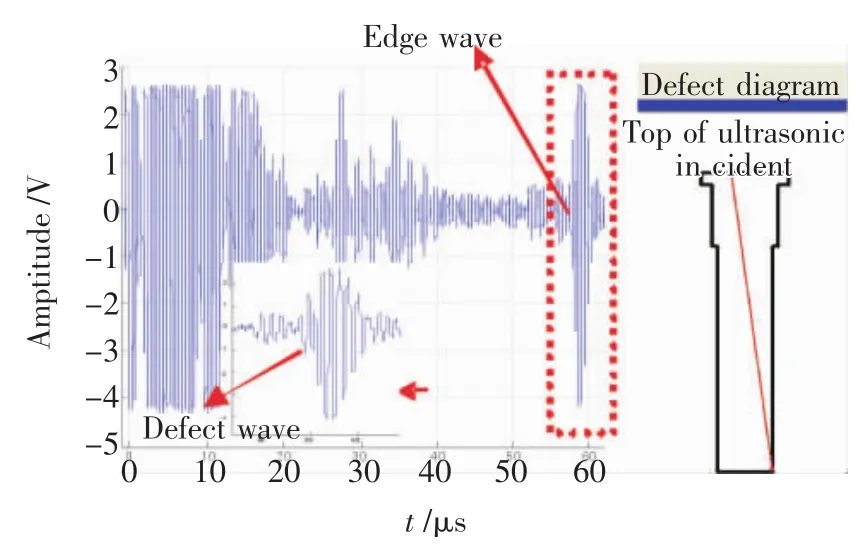
圖7 缺陷2波形及缺陷示意圖Fig.7 Waveform and diagram of defect 2
2)海盜船銷軸。
根據工件的受力特點,采用縱波小角度入射和橫波斜入射的方法分別檢測2個關鍵受力區域,靠近大端面的區域用斜探頭檢測,靠近小端面的區域采用小角度縱波探頭檢測。由于軸的直徑變化較大,在變截面處的小直徑軸身上容易產生應力集中,因此,此區域的在役檢測工作必不可少。其中,選用折射角為17.2°的小角度縱波探頭從小端面入射時,發現變截面處小直徑上有一處缺陷,檢測的缺陷波形圖和缺陷示意圖如圖8所示。圖中缺陷回波前面的一簇幅值較低的波形為工件軸身表面的螺紋反射回波。螺紋回波的位置固定且沿軸身一周都有回波,比較容易識別。
3)小型摩天輪中心軸。
根據工件的受力特點,需同時采用斜探頭橫波入射法和小角度縱波入射法進行檢測。工件的尺寸較大,應采用較大晶片尺寸的探頭來提高檢測靈敏度。由于一般承受載荷的中心軸身上車有螺紋(用于固定軸),所以不宜采用多次反射的方式來對工件進行檢測[7]。分別采用折射角為17.2°小角度縱波探頭和尺寸為12 mm×12 mm的晶片,折射角為45°的斜探頭從兩端進行檢測。檢測中發現,缺陷波的前面會有一個明顯的回波,雖然與缺陷波緊密相連,但是整體波形還是可以有一個上升→下降→上升的趨勢,說明這是兩個不同反射體的回波,判斷此回波可能是由于加工時倒角太深或倒角時留有車刀紋(圖9)。在現場實際檢測時,當其當量超過允許的驗收標準時,可以把它判為缺陷,因為倒角過深或車刀紋都會導致此處的應力集中,成為疲勞裂紋的擴展源頭。
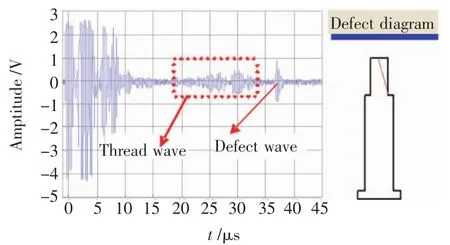
圖8 缺陷3波形及缺陷示意圖Fig.8 Waveform and diagram of defect 3
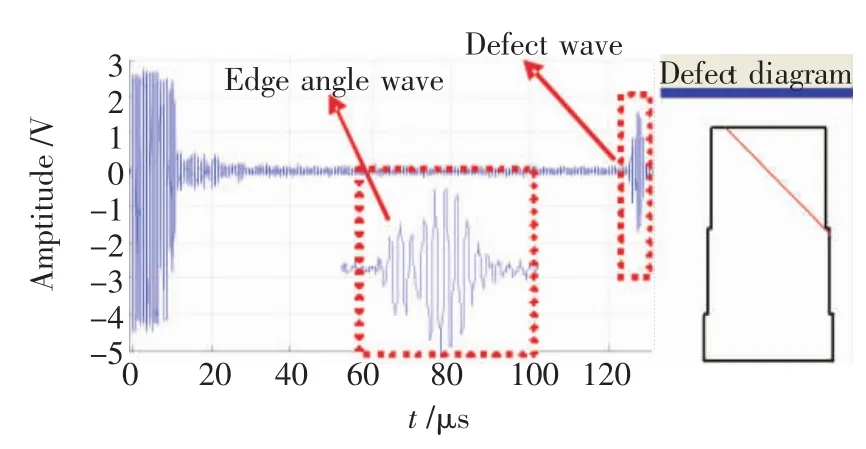
圖9 缺陷4波形及缺陷示意圖Fig.9 Waveform and diagram of defect 4
4)大型摩天輪中心軸。
大型摩天輪中心軸的結構與小型的類似,唯一的特殊點就是尺寸更大,軸心有個潤滑孔,用于注射潤滑油,端面的臺階用于安裝潤滑孔的防塵罩。但是這個特殊點,導致探頭可選擇性受到諸多限制。選用小角度縱波探頭和橫波探頭,從兩端分別入射進行檢測。由于端面有防塵罩的臺階,所以使用小角度縱波檢測時,探頭折射角極限值為10.9°,試驗中選擇入射角為4°的小角度縱波探頭,發現在φ2.5 mm輸油孔之后有一處缺陷,其缺陷波形圖如圖10所示。
要實現缺陷的精確定位時,就要考慮端面防塵罩對探頭選擇性的限制。當選擇入射角為8°的小角度探頭時能檢測到缺陷回波,但是其理論最大回波處與實際不符,這是因為當探頭移動到理論最大回波處時,探頭的部分晶片會懸在空中,部分超聲波不能進入工件,造成缺陷回波的降低。于是,選擇入射角為6°的小角度探頭對其進行檢測,檢測效果良好。缺陷波形圖如圖11所示。
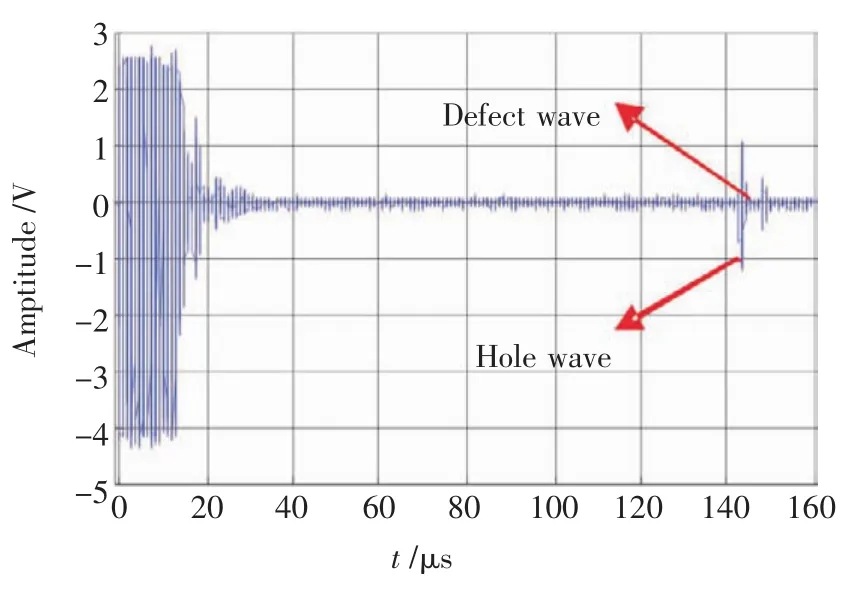
圖10 缺陷5波形圖Fig.10 Waveform of defect 5
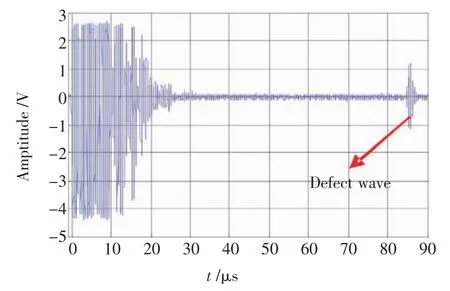
圖11 缺陷6波形圖Fig.11 Waveform of defect 6
4 結論
用所研制的大型觀覽類游樂設施主軸專用超聲換能器及缺陷定位系統,對4類有代表性的游樂設施主軸進行了實驗研究,得出以下結論:
1)探頭頻率選擇2.5~5 MHz為宜,頻率太低會降低探頭的分辨率和檢測缺陷時的靈敏度;
2)根據檢測部位的L/D值來計算探頭的折射角的可選范圍,在滿足超聲波聲束覆蓋范圍的前提下,選擇折射角在10°~18°范圍內的小角度縱波探頭,在相同條件下,此范圍內的探頭對缺陷的靈敏度較高;
3)當受到工件的結構限制而選擇大折射角的斜探頭時,最好利用其一次波來檢測工件小聲程范圍內的缺陷。
[1]丁守寶,劉富君.我國特種設備檢測技術的現狀與展望[J].中國計量學院學報,2008,24(4):7 -11.
[2]沈功田,姚澤華,吳彥.游樂設施的無損檢測技術[J].無損檢測,2006,28(12):15 -19.
[3]宮可立,謝柏才.軌道車車軸齒輪箱段不解體探傷及缺陷的判別[J].無損探傷,2008,32(2):32-34.
[4]李昌勝,陸銘慧,劉勛豐.游樂設施主軸的原位檢測方法[J].無損檢測,2011,32(8):7 -12.
[5]劉英和,康泰.游樂設施高強度螺栓小角度縱波探傷[J].無損檢測,2005,27(2):105 -109.
[6]盧萍,王寧,陶俊林,等.基于聲發射技術對螺栓連接結構微動磨損影響因素的研究[J].摩擦學學報,2010,30(5):443-447.
[7]李智明,寇東英.小角度縱波探頭檢測軸類零件表面橫向缺陷的可行性[J].無損檢測,2008,30(6):363-368.
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國共青團(2015年7期)2015-12-17 01:24:38