MC5軋輥輥頸表淬開(kāi)裂原因分析
2012-07-12 00:20:00于瑞明劉洪波姚鳳祥于瑞芝
大型鑄鍛件 2012年4期
關(guān)鍵詞:裂紋
于瑞明 劉洪波 姚鳳祥 于瑞芝
(1.中冶京誠(chéng)(營(yíng)口)裝備技術(shù)有限公司鍛造部,遼寧115000;2.東特集團(tuán)北滿特鋼有限責(zé)任公司技術(shù)中心,黑龍江161041)
某軋輥生產(chǎn)企業(yè)在制造MC5成品輥時(shí)出現(xiàn)輥頸表淬開(kāi)裂現(xiàn)象,給企業(yè)造成較大的經(jīng)濟(jì)損失。MC5成品軋輥的生產(chǎn)工藝流程如下:電爐冶煉→電渣重熔→加熱鍛造→鍛后退火→光面探傷→粗加調(diào)質(zhì)→半精加、探傷→輥頸表淬。調(diào)質(zhì)后輥頸表淬時(shí),輥頸的表面圓周上出現(xiàn)兩處縱向開(kāi)裂,裂紋由表面向內(nèi)部延伸深度大約50 mm左右。為了防止類似的問(wèn)題再次發(fā)生,需要查找發(fā)生開(kāi)裂的主要原因,以便制定合理的預(yù)防措施。
1 試驗(yàn)方法和結(jié)果
1.1 表面金相檢驗(yàn)
在軋輥一端?290 mm輥頸的整個(gè)圓周上有兩處存在表面裂紋,沿軸向開(kāi)裂。在裂紋處做表面金相檢驗(yàn),觀察發(fā)現(xiàn)裂紋處及周?chē)幸淮翁蓟锞奂?圖1)。
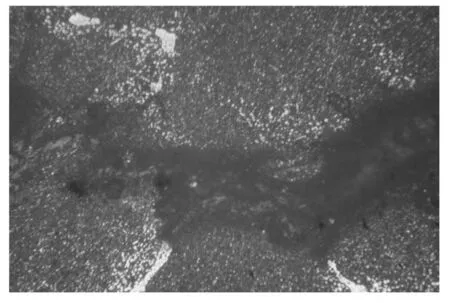
圖1 裂紋處一次碳化物(100×)Figure 1 Primary carbide on crack (100×)
1.2 低倍檢驗(yàn)
在?290 mm輥徑裂紋處切取低倍試片進(jìn)行酸浸檢驗(yàn)。在橫向低倍試片上有兩條由表面向內(nèi)延伸的裂紋,長(zhǎng)度分別為45 mm、50 mm,呈明顯的應(yīng)力裂紋特征。同時(shí)低倍試片上存在1.5級(jí)的點(diǎn)狀偏析且分布在從表面向內(nèi)40 mm的范圍內(nèi)(圖2)。此外,并未發(fā)現(xiàn)其它冶金缺陷。
1.3 化學(xué)成分檢驗(yàn)
在低倍試片的邊緣、二分之一半徑和中心部位切取試樣,用光譜分析法對(duì)試樣進(jìn)行成分分析(取樣位置見(jiàn)圖3)。從檢驗(yàn)分析的各個(gè)元素看,所有數(shù)值均符合技術(shù)條件要求。同時(shí)對(duì)鉛、錫、砷、銻、鉍元素也進(jìn)行了檢驗(yàn),結(jié)果均不大于0.02%。
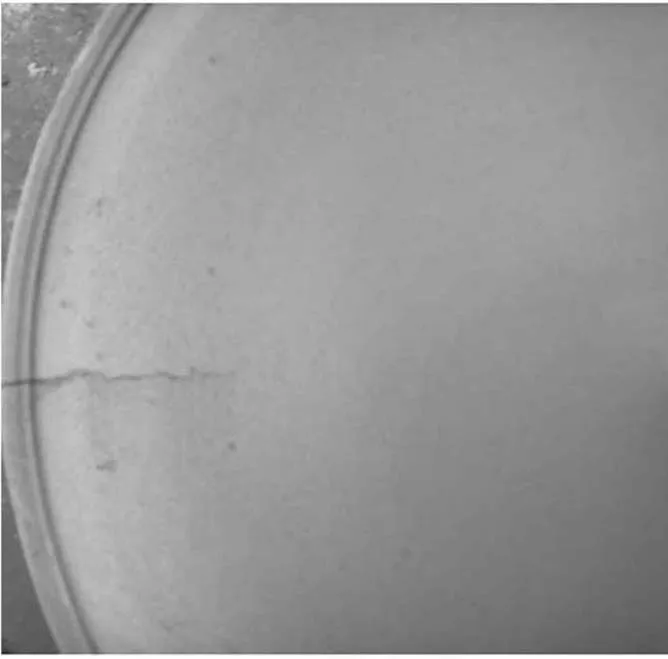
圖2 低倍缺陷形貌Figure 2 Macroscopic defect
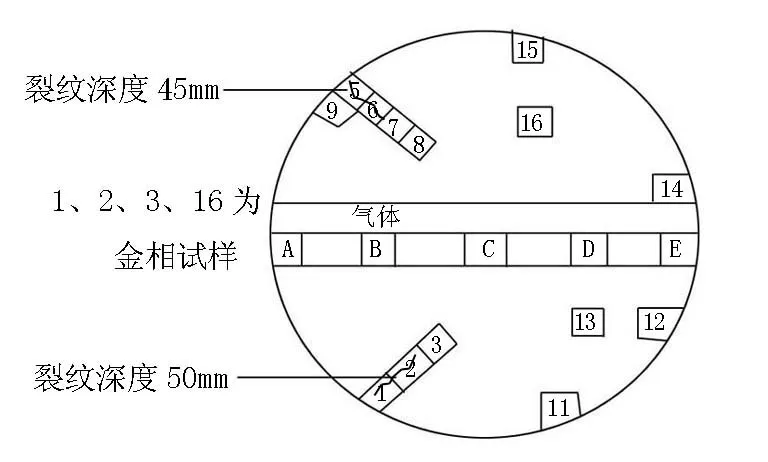
圖3 取樣位置圖Figure 3 Sampling position
圖4 1號(hào)樣(縱向)裂紋和碳化物形貌(100×)Figure 4 Crack and carbide appearance of No.1 specimen (longitudinal) (100×)
圖5 5號(hào)樣裂紋面處碳化物形貌(100×)Figure 5 Carbide appearance on crack surface of No.5 specimen (100×)

圖6 9號(hào)樣點(diǎn)狀偏析處縱向碳化物聚集形貌(500×)Figure 6 Longitudinal carbide cluster appearance at spot segregation position of No.9 specimen(500×)
1.4 氣體檢驗(yàn)
在試樣上做氣體檢驗(yàn),檢測(cè)結(jié)果為H 0.63×10-6、O 16×10-6,N 76×10-6,符合技術(shù)條件要求。1.5 高倍檢驗(yàn)在裂紋、裂紋附近及沒(méi)有裂紋處的邊緣、二分之一半徑處切取金相試樣,檢驗(yàn)夾雜物和碳化物(取樣位置見(jiàn)圖3)。從檢驗(yàn)結(jié)果看,輥坯的純凈度較好,沒(méi)有發(fā)現(xiàn)超標(biāo)的夾雜物。
無(wú)論是否在裂紋處,從邊緣到半徑二分之一位置所取試樣均存在不同程度的一次碳化物。裂紋處碳化物的聚集程度較沒(méi)有裂紋處嚴(yán)重。特別是在邊緣的點(diǎn)狀偏析處,縱向的一次碳化物呈網(wǎng)絡(luò)狀分布(一次碳化物聚集情況見(jiàn)圖4~圖6)。
2 分析
從以上各項(xiàng)檢驗(yàn)結(jié)果可以看出,化學(xué)成分、夾雜物和氣體均符合技術(shù)條件要求,低倍檢驗(yàn)存在點(diǎn)狀偏析且偏析暴露在輥頸近表面。所檢驗(yàn)的不同位置試樣均存在不同程度的一次碳化物,裂紋處一次碳化物偏析嚴(yán)重,特別是點(diǎn)狀偏析處一次碳化物呈網(wǎng)絡(luò)狀分布。
嚴(yán)重碳化物偏析暴露在輥頸近表面,主要是因?yàn)殇撳V在鍛造前的加熱均質(zhì)化過(guò)程中,電渣錠原始的碳化物不能通過(guò)高溫?cái)U(kuò)散完全溶解。在鍛造初始階段如壓下量過(guò)大,會(huì)導(dǎo)致鋼錠溫度上升。雖然大的變形會(huì)使碳化物破碎,但溫度的升高會(huì)致使碳化物又聚集長(zhǎng)大。另一方面,如最后一火鍛造前加熱溫度過(guò)高、時(shí)間偏長(zhǎng)且鍛比小,也會(huì)導(dǎo)致輥頸碳化物聚集長(zhǎng)大并不能被有效的破碎。而輥身所占的體積比輥頸大的多,在加熱時(shí)碳化物聚集長(zhǎng)大不會(huì)象輥頸部位那么嚴(yán)重。另外,由于鍛造時(shí)輥身在長(zhǎng)度方向要留一定的余量,致使?290 mm輥徑在后續(xù)加工過(guò)程中,其加工余量要比輥身和輥頸其它臺(tái)階要大的多,這樣也不可避免的使偏析暴露在輥頸表面,使其承受應(yīng)力變化的能力較輥身差一些。
雖然這種碳化物偏析暴露在輥頸近表面,但在軋輥調(diào)質(zhì)淬火過(guò)程中,并沒(méi)有發(fā)生輥頸表面開(kāi)裂,而是在隨后的表面淬火過(guò)程中發(fā)生的。由于表面淬火加熱速度快、溫度梯度過(guò)大,造成應(yīng)力變化劇烈,使殘余應(yīng)力在輥頸近表面處出現(xiàn)拉應(yīng)力峰值,在碳化物聚集處造成應(yīng)力集中,而萌生縱向裂紋。隨后輥身淬火時(shí)采用3個(gè)感應(yīng)器(2個(gè)50 Hz、1個(gè)250 Hz)加熱。軋輥經(jīng)過(guò)預(yù)熱和輥身感應(yīng)加熱,在?290 mm輥頸處溫度會(huì)達(dá)到500℃左右,隨后輥頸入水將經(jīng)歷又一次激烈的冷卻,瞬間的拉應(yīng)力會(huì)造成?290 mm輥頸處完全開(kāi)裂。也就是說(shuō)?290 mm輥頸表面淬火時(shí)可能已經(jīng)在皮下碳化物聚集處形成裂紋,經(jīng)過(guò)輥身淬火時(shí)的再次激烈冷卻而徹底開(kāi)裂。
3 結(jié)論
MC5軋輥輥頸縱向裂紋產(chǎn)生的原因主要是:輥坯表面存在碳化物聚集而造成應(yīng)力集中;輥坯表面淬火加熱溫度梯度過(guò)大,造成應(yīng)力變化劇烈,致使在碳化物聚集處開(kāi)裂。
建議采取以下改進(jìn)措施:
(1)低溫區(qū)域鍛造對(duì)破碎碳化物效果較好,變形過(guò)程應(yīng)該以最少火次完成。
(2)錘擊力采用“二輕一重”的頻率。第一火加熱出爐后,首先要輕輕錘擊,重?fù)羧菀滓痖_(kāi)裂。當(dāng)坯料溫度逐漸降至1 000℃左右時(shí),在不發(fā)生溫升情況下抓緊重打,以破碎大塊碳化物。當(dāng)溫度進(jìn)一步降低,接近終鍛溫度時(shí),塑性降低,只能輕打,防止開(kāi)裂。
(3)最后一火返爐時(shí)間不能過(guò)長(zhǎng),且必須有一定的鍛比,保證碳化物破碎。
(4)合理控制各部位鍛造余量。
(5)輥頸表淬采用先預(yù)熱后加熱淬火的方式,適當(dāng)降低輥頸表面淬火溫度。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38