可任意分度的大型曲軸連桿頸磨削夾具設(shè)計(jì)
2012-07-08 01:04:36項(xiàng)明華肖建軍
精密制造與自動(dòng)化
2012年3期
項(xiàng)明華 肖建軍
(上海機(jī)床廠有限公司 上海 200093)
隨著我國船舶、機(jī)車、壓縮機(jī)等行業(yè)的蓬勃發(fā)展,大型發(fā)動(dòng)機(jī)、壓縮機(jī)的需求量也大幅增加。其中大型曲軸就是其中的關(guān)鍵零件。其質(zhì)量的好壞將直接影響著發(fā)動(dòng)機(jī)、壓縮機(jī)的工作性能。從曲軸的生產(chǎn)機(jī)械加工工藝流程來看,曲軸連桿頸的磨削精度是保證曲軸質(zhì)量的重要環(huán)節(jié),而曲軸連桿頸在磨削加工時(shí)的相位分度定位和夾持技術(shù)對曲軸連桿頸的磨削精度起到?jīng)Q定性的作用。因此,在深入分析了傳統(tǒng)曲軸磨床的相位分度定位和夾持技術(shù)的特點(diǎn)之后,經(jīng)過研究和分析,設(shè)計(jì)出了一種新型的可任意分度的大型曲軸連桿頸磨削夾具。
1 傳統(tǒng)的曲軸磨床使用的連桿頸加工夾具的結(jié)構(gòu)特點(diǎn)
目前,在大型曲軸磨床設(shè)備中,使用的連桿頸加工夾具大多如圖1所示。
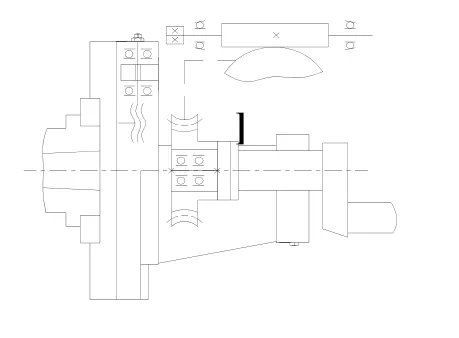
圖1 傳統(tǒng)的曲軸磨床使用的連桿頸加工夾具示意圖
當(dāng)需要調(diào)整曲軸的連桿頸相位時(shí),需要松開前端的夾緊零件,然后轉(zhuǎn)動(dòng)蝸桿,帶動(dòng)連接在曲軸端頭的蝸輪,驅(qū)動(dòng)曲軸,使其轉(zhuǎn)動(dòng)到目標(biāo)位置后進(jìn)行夾緊。這類夾具在加工大型曲軸時(shí)有以下缺點(diǎn):
(1)由于大型曲軸的重量很大,前端軸瓦所受到的摩擦力相當(dāng)大,對帶動(dòng)機(jī)構(gòu)有較大的剛性要求。
(2)由單一插銷定位并帶動(dòng)工件時(shí),大插銷容易變形,從而影響定位精度。
(3)在對工件每次進(jìn)行分度時(shí)都要松開夾頭,當(dāng)分度完成以后再夾緊,容易產(chǎn)生定位精度誤差。