一種新型焊膏噴印技術
2012-07-02 05:44:44周峻霖臧子昂盧劍寒李金寶段元明
電子與封裝 2012年8期
關鍵詞:工藝
周峻霖,臧子昂,盧劍寒,李金寶,段元明
(華東光電集成器件研究所,安徽 蚌埠 233042)
1 引言
隨著微電子技術向小型化、高集成化方向發展,在國防高端應用領域及微波、毫米波通信領域,錫焊微電子組件以大功率、散熱好等優勢不斷獲得市場的青睞。
在表面貼裝工藝技術中,一般使用絲網印刷的方法進行焊膏沉積。在過去很長一段時間內,采用絲網印刷機,利用光繪底片等制作絲網掩模、金屬箔掩模或是通過AutoCAD版圖文件直接加工的激光不銹鋼掩模版來印刷焊膏圖形,一直是批量生產首選的方式。
焊膏接點的重要功能在于保證所有錫焊組裝基板的最終質量。除了可提供強大的電氣聯接之外,它還能保證可靠的機械互聯。焊料的應用是保證高質量焊接點的關鍵所在,但它受到很多因素的影響。當前印刷問題是表面組裝工藝中最常見的問題,約占到所有錫焊問題的70%,其中大部分問題為焊料圖形開路、焊料不足和橋聯。工業大生產的趨勢使得這種焊料問題更加充滿挑戰性。當今電路板日益向高密度方向發展,使用更小尺寸及更細節距的元件進行組裝,這就要求大、小元件都可以被緊密地組裝在一起。現代生產者面臨著更復雜的生產問題,更高質量要求及生產最大程度自動化,從而不僅提高工藝效率,同時使價格更具競爭性。在目前競爭激烈的環境中,不允許出現任何錯誤。
2 傳統焊膏絲網印刷技術及特點
使用橡膠刮板頭和金屬箔掩模版進行焊料網印,是表面組裝技術中的標準焊料沉積方法。不管自動化技術如何發展,日趨復雜的掩模版焊料印刷技術仍然為大家所關注。引起這種關注的原因主要是印刷的靈敏度,同時事實上很多參數都對最終的結果有影響。這些參數包括:印刷速度、刮板頭類型、印刷角度和壓力,掩模版和待印刷PCB之間的距離,印后PCB板與掩模版脫開的速度,從掩模版的底面進行擦拭,對PCB板的支撐(特別是有雙面印刷的),以及掩模版的厚度和通孔的設計。為了保證印刷的質量,這些參數中的每一個都必須仔細優化。同時,在執行一種新的印刷任務時,由于PCB板厚度不一,要使用一整套新參數。
使用掩模版進行網印操作的局限之一是:焊料沉積的量很大程度上是由掩模版的厚度控制的。我們可以通過帶有臺階的掩模版來緩解這一問題,但這種解決方案會加大額外的生產成本,同時增加技術的復雜程度。同時,一些限制條件也會附加于PCB板的設計,如“keep-out distances”(臺階區域的通孔和正常區域最近處通孔間的距離)參數比較難控制。然而,當前生產商最常用的生產方式還是使用金屬箔掩模版生產。
3 全自動焊膏噴印技術及其特點
全自動焊膏噴印技術是一種相對較新的技術,它使用一種獨特的噴射機理將焊膏高速淀積到印刷電路板上。這種非接觸的印刷技術對PCB板不施加任何外力,卻能在PCB板上生成三維焊膏淀積結構(比如說焊料的小液滴可以相互疊加)。這種工藝是完全由軟件控制的,默認的設置由CAD/計算機輔助設計。數據供給每一個加工元件。同時,用戶可以對多個工藝參數進行微調,比如焊膏的淀積量,焊膏覆蓋的區域,每一個焊盤、元件或封裝上焊膏淀積的高度和層數。

圖1 焊膏噴印機實物照片
這種無掩模版的焊膏涂布技術,相對于傳統的絲網印刷技術可提供更快的回應時間。焊膏噴印加工中,不需要耗費時間進行排序、等待掩模版清洗,因為所有的噴印程序均為離線制備,調整設備生產狀態和備件更換時間也將最小化。同時,版圖更換和印刷調整的時間將變得非常快捷、簡單易行。
全自動焊膏噴印技術由瑞典MYDATA automation AB自動化公司研發,首臺噴印機(MY500型)于2007年投入使用,圖1為MY500型焊膏噴印機實物照片。
4 兩種焊膏印刷技術的實際應用
在實際生產環境中需要驗證,與焊膏網印技術相比,使用焊膏噴印技術能否保證加工的結果耐久、可靠。通過實驗,我們可以客觀比較兩種加工方式的特點及優勢。歐洲某大型微電子公司使用試驗PCB板,對兩種焊膏加工方法進行對比試驗。圖2是用于對比試驗的用戶PCB板版圖示例。
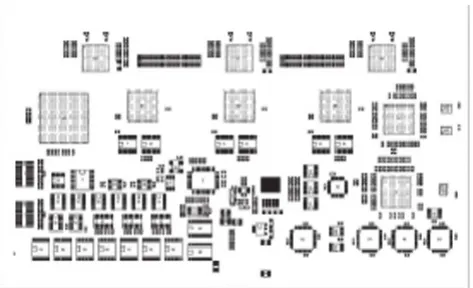
圖2 對比試驗的用戶PCB板版圖
此項研究進行了約一周時間,對該公司按標準工藝加工的PCB板涂覆的焊膏量進行測量。該研究總共包括12批產品,每批產品約14個PCB板。每一批中約有一半使用絲網印刷機加工,另一半采用焊膏噴印機完成加工(有兩批電路只使用了焊膏噴印工藝)。
這里使用到3種不同型號的絲網印刷機,以及3種不同厚度的掩模版。
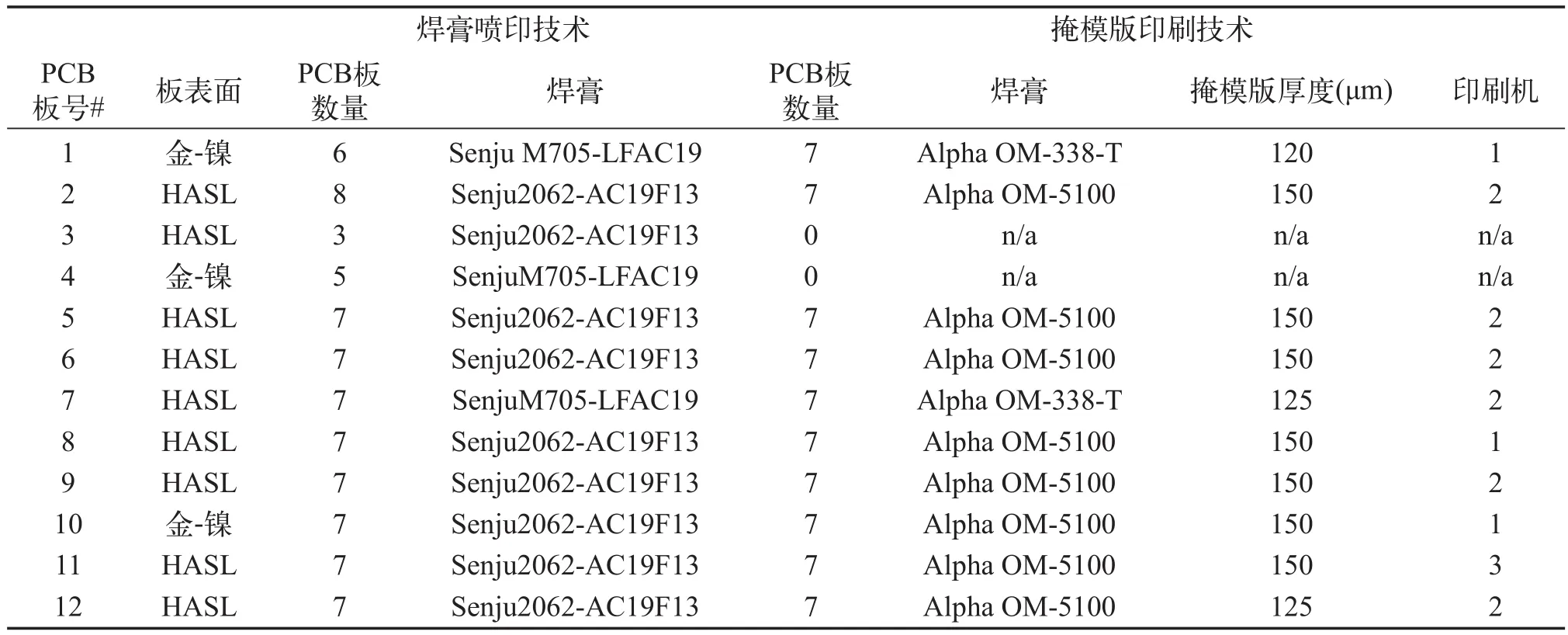
表1 焊膏噴印技術與掩模版印刷技術試驗對比
研究樣品生產中,使用了Koh Young技術公司三維焊膏體積測量儀進行測量,所有的測量工作在生產現場完成,測量之后PCB板被放入生產線繼續進行加工。生產商同時還在元件組裝前/后,根據內部嚴格的質控程序,完成通常的產品生產和質量監測。Koh Young技術公司在三維測量和檢測技術方面在國際上處于領導地位,使用具有自主知識產權的無陰影測量技術,可完成100%三維漿料測量工作。
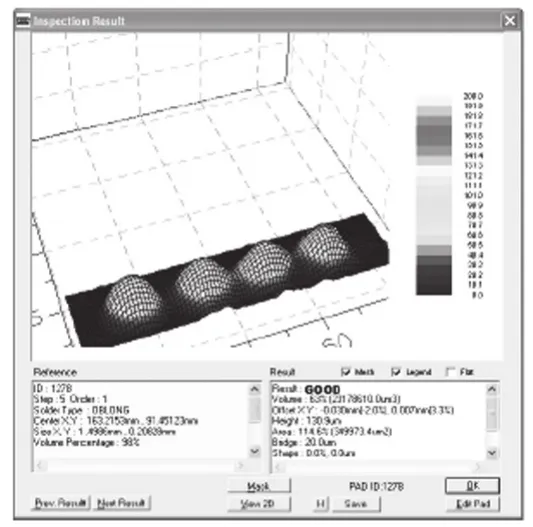
圖3 三維焊膏印刷質量測量圖
該研究成果來自對100000處焊膏噴印的測量;通過對工藝加工結果進行分析,在焊膏噴印中的5個主要影響因素為:整體噴印質量、體積、可重復性、可預見性和加工精度。
通過以上分析及數據,可以判定加工的整體焊膏噴印質量滿足要求。
既然可從可信任的可靠生產商處完成加工,所有生產的PCB板都應保證質量完好。生產者嚴格的質控工藝,加工嚴格依照IPC的標準,在生產加工中均加以施行,因此任何小錯誤都會被挑出并修正。經過嚴格的質控和生產,所有PCB板在質量檢驗合格后會運送給相應的客戶使用。在滿足所有PCB板質量均合格的前提下,再討論兩種焊膏印刷方法的區別。
5 兩種焊膏印刷技術的區別和特點
5.1 焊膏量的區別
兩種焊膏印刷技術的不同,在于在待印刷區域淀積的焊膏量不同。使用標準的掩模板印刷需要考慮到小面積元件需要少印些焊膏,而大面積元件需要多印些焊膏,兩者需要綜合考慮來設定印刷的參數。一般加工中傾向于根據重要的元件需要來確定焊膏印刷掩模版的厚度。同時有必要保證PCB板上每一個焊盤都充分淀積焊膏,以避免焊料不足或開路問題。一般來說,采用此種掩模加工方法,淀積的焊膏量都多于必需的量。
而使用焊膏噴印技術可以對加工的每一個焊盤進行個性化淀積量設定。因此,每一個元件上的焊膏印刷都會優化,而不需要再去印刷超過必需量的焊膏。
圖4是使用掩模板印刷技術和焊膏噴印技術的焊膏淀積量對比圖,通常來講,使用焊膏噴印機相比較絲網印刷機只使用了后者65%的焊膏量。
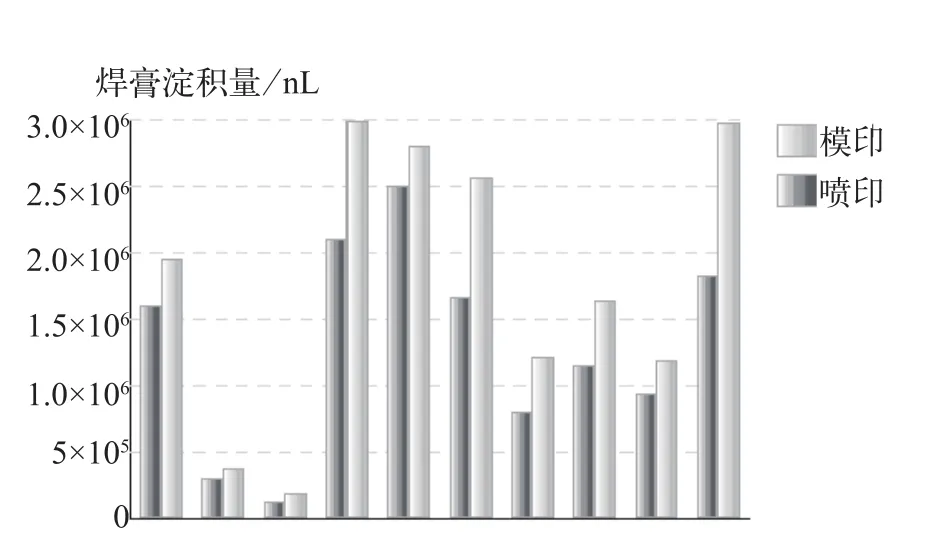
圖4 兩種技術焊膏淀積量對比圖
通過試驗,我們了解到使用焊膏噴印機加工的所有批次電路焊膏量都較少。以某電路板為例,使用焊膏噴印機只需淀積原網印淀積量的55%即可。我們比較了10個不同的PCB板使用的焊膏淀積量平均值,焊膏噴印機只需淀積網印機淀積量的65%焊膏量即可。圖5為使用焊膏噴印機加工的三角形焊膏圖形。
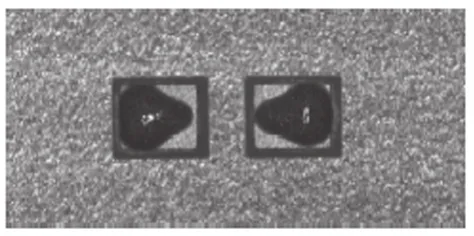
圖5 使用焊膏噴印技術加工的三角形焊膏圖形
使用焊膏噴印技術,不僅可以控制焊膏淀積量,同時可以為每一焊盤設計個性化的焊膏印刷圖形。焊膏噴印機使用者還可以靈活調整加工的尺寸、位置、焊膏圖形和高度。這意味著淀積工藝可進一步優化,以消除焊點缺陷,同時加強焊接點的功效。例如,我們可以自由使用各種熱沉/散熱片設計,保證焊盤上適宜的焊膏覆蓋率和良好浸潤性,或加工三角形的焊膏圖形,以避免中間的“船形”焊球問題。
試驗中使用兩種工藝方法加工70只PCB板,運用絲網印刷機方式使用的焊膏總量為83g,而應用焊膏噴印機使用的焊膏總量僅為54g。而且,最終計算網印使用量時尚未將網印加工中需要的額外焊膏量考慮進去,比如溢出及清洗掉的焊膏;但焊膏噴印機可以避免使用這些額外焊膏,因為它應用了焊膏噴印盒,可以瞬間完成加工區域的焊膏涂覆。
5.2 兩種工藝可重復性比較
對于試驗中各批次中某些元件涂覆的焊膏量來說,使用兩種技術的區別很有趣。對于一些重要元件,如細間距的BGAs和QFPs(球柵陣列封裝和四腳扁平封裝)元件,兩種方式的工藝可重復性結果是相似的,如圖6。
當進行絲網印刷時,有可能這些重要元件將決定加工掩模版的厚度,因而保證了加工結果的一致性。實際上,當考慮所有元件加工時,兩種技術也取得了相對近似的結果——在總共12個試驗批次總量中,使用焊膏噴印機的標準容差有10批偏差較低。
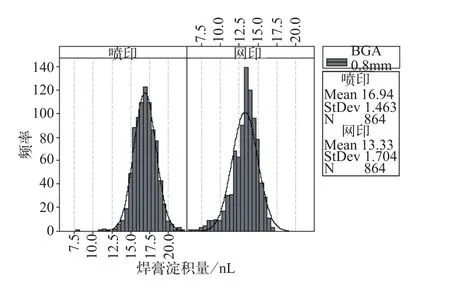
圖6 加工BGA元件焊膏噴印量、網印量比較圖
但當我們加工到尺寸很小的元件時,使用網印機加工的一致性就會差一些,如圖7。對于0603元件涂覆的焊膏來說,可以看到根據3個不同厚度掩模版獲得了清晰可見的3個不同峰值;同樣用絲網印刷方式加工的0805元件批次則有2個峰值,效果并不一致,對于這種現象的解釋只能是:這些元件是歸入不同批次的,使用的掩模版厚度不同,而這些元件涂覆的焊膏量是考慮到同一塊PCB板上其他元件需求量之后折衷的優化量。
而使用焊膏噴印方式卻獲得了一致的加工結果。因為使用焊膏噴印方式不用擔心加工元件的多樣性,每一個元件區域焊膏噴印量都已經經過優化了。因此,即使是加工小尺寸元件時,應用焊膏噴印的方法也可在所有批次上獲得一致性較好的工藝可重復性。
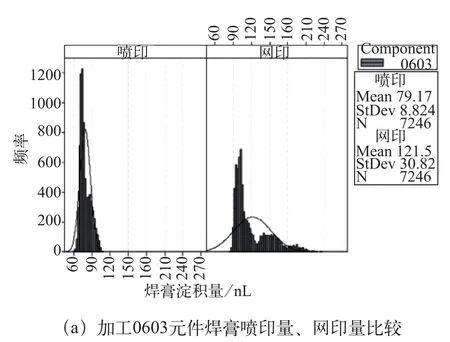
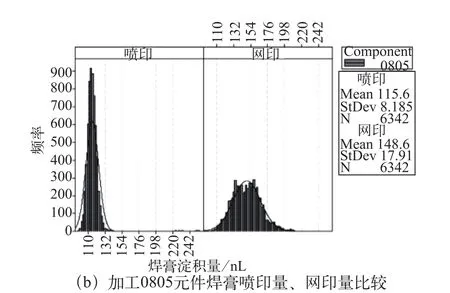
圖7 加工小尺寸元件時兩種工藝可重復性比較
5.3 兩種工藝可預測性比較
當把實際焊膏噴印量與預計使用量相比較時,應用網印加工技術加工的精度只是一般而已,而且還未將很多印刷參數影響計算在內。
而焊膏噴印機,由于實際在元件焊膏涂覆區域涂布量與設定值相當接近,可以取得相當一致的加工結果。有多個因素可以證明焊膏噴印機的加工高效,同時使用該方式時操作員人工干預較少。因為預先編程階段,焊膏的涂布量實際已經設定好了,而此后的焊膏送給、加工過程全部由軟件控制。該設備同時還是一個閉合的系統,所有噴射的焊膏圖形在PCB上會按設定涂覆于相應區域。同時,因噴印技術是非接觸式加工,PCB板即使有彎曲形變也不受影響。圖8為使用焊膏噴印技術加工時的實際焊膏量與預計的焊膏量標稱值比較圖。
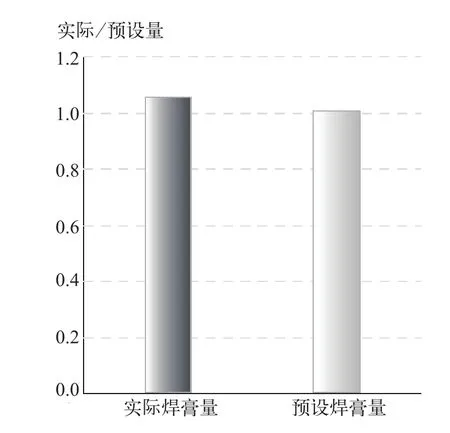
圖8 焊膏噴印工藝實際焊膏量與預計焊膏量標稱值比較
從圖8中我們可以看出,預計焊膏噴印量與實際噴印機使用的焊膏量非常接近。
當使用網印方式來印刷焊膏時,不管是操作員人為因素,還是技術方面的問題,都會影響焊膏使用的總量。例如,掩模版的質量,PCB印刷時的支撐物,刮板頭的壓力及焊膏模具等都可以影響到焊膏量。同時,焊膏一般在掩模版升起的時候,會傾向于粘附在掩模版小孔中,特別是在加工微細間距電路時尤為明顯。因此必須在掩模版升起之前頻繁地清潔、振動掩模版,這樣也相應地加入了很多人工干預及出錯因素。
5.4 兩種工藝加工精度比較
在焊膏印刷過程中,印刷精度無疑是很重要的,這樣才能保證得到一個好的焊點。在試生產過程中,我們觀察到兩種加工方式獲得的結果非常相近。圖9為使用焊膏噴印機加工方式、網印加工方式獲得的焊膏圖形偏移對比圖。
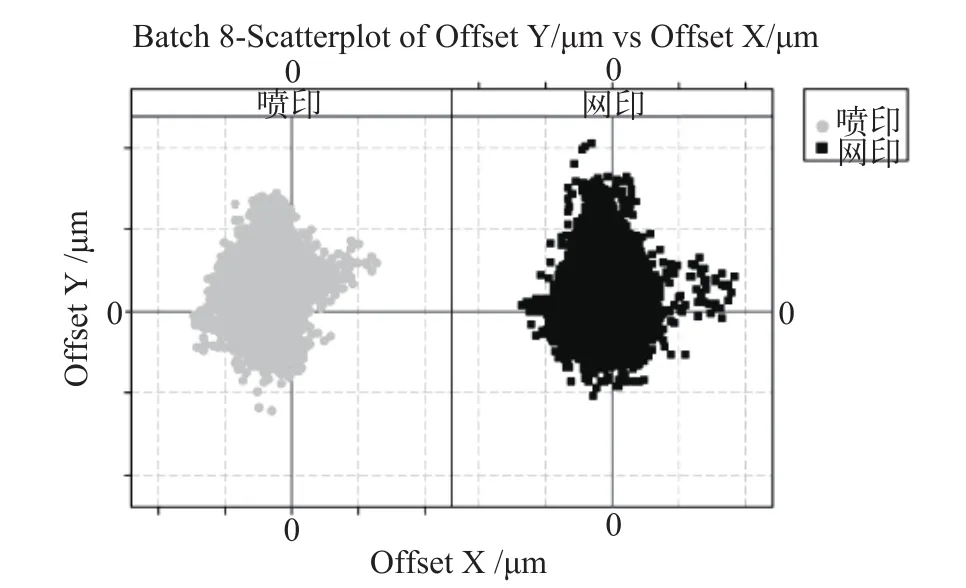
圖9 使用焊膏噴印機加工方式、網印加工方式焊膏圖形偏移對比圖
根據焊膏噴印機非接觸式的工作原理,同時使用PCB板的對準符(PCB板上的參考記號用于焊膏噴印機圖形識別),說明運用該加工方式時PCB板的質量不會影響焊膏印刷的精確性。該方式加工精度是由設備軟件控制的X-Y軸運動的噴印原理確定的。
而網印精度直接受PCB板或整板的質量影響,影響因素包括:PCB板如何切割,PCB板的拉伸、翹曲以及焊膏印刷模的質量等。同時,掩模版的質量及掩模版在加工中對準的好壞也是決定網印加工精度的兩個重要額外因素。
6 結束語
每一個加工元件都有自己的特性,如導線的幾何結構,焊區圖形及質量等特性,會對焊區焊膏淀積量提出不同要求。而獲取正確的焊膏淀積量,并使每個焊盤獲得充分覆蓋,對于整個PCB板中加工高質量的焊接點是至關重要的。
使用金屬箔做掩模,它仍然是大家關注的焦點。正如本研究所示,我們可以使用絲網印刷方式來獲取高質量的焊膏印刷結果,但加工中的參數必須有一些折中。同時,由于有很多網印參數綜合作用,要優化某種產品的加工將耗費相當長的時間,也需要操作員有豐富的經驗。不管是使用哪種加工工藝,如果涉及參數和加工步驟越多,越難以保證加工的一致性。同時,如操作員手工操作增加,也會提高加工錯誤發生率。
比較而言,焊膏噴印機淀積焊膏是一種非接觸式、閉環的生產系統,它會大量縮減加工使用的參數。正如研究中試生產實例所示,使用焊膏噴印方式在所有技術層面都達到并超過了高品質網印方式獲得的加工效果。
由于焊膏噴印機設備全部操作由軟件控制,因此在焊膏淀積優化工作上有很大空間。操作員可以靈活地進行PCB板上每個焊區、每個元件或封裝的焊膏噴印量、淀積區域、圖形、高度及淀積層數微調。
國內微電子組裝業界正不斷向小型化、細間距電路加工及高密度復雜電路板方向發展,靈活易操控的工藝設備將日益受到生產商青睞。
[1] Reflow Significance on Package on Package Assembly[D].Manian Ramkumar, Ph.D., Rochester Institute of Technology;and Brian O’Leary, KIC; November,2008.
[2] 王天曦,王豫明,等. 貼片工藝與設備[M].北京:電子工業出版社.
[3] 顧靄云,羅道軍,王瑞庭. 表面組裝技術(SMT)通用工藝與無鉛工藝實施[M].北京:電子工業出版社,2008.
[4] James J.Licari,Leonard R.Enlow著,朱瑞廉,譯. 混合微電路技術手冊——材料、工藝、設計、試驗和生產(第2版)[Hybrid Microcircuit Technology Handbook Materials,Processes,Design,Testing and Production(2nd Edition)][M]. 北京:電子工業出版社,2004.
[5] Tackling SMT enemy number one, Raising the standard of solder paste application[EB/OL].MYDATA automation AB,www.mydata.com
[6] Startling results from reliability testing[EB/OL].MYDATA automation AB,www.mydata.com
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52