多工位壓力機夾板結構改進
2012-06-11 01:54:40張愛紅
哈爾濱軸承 2012年4期
張愛紅,李 燕
(1.哈爾濱軸承集團公司 哈爾濱精密特種軸承廠,黑龍江 哈爾濱 150036;2.哈爾濱軸承配件有限公司 保持器制造分公司,黑龍江 哈爾濱 150036)
1 前言
多工位壓力機習慣上稱多軸壓力機,在浪形保持架的加工中起到了至關重要的作用,可以把浪形保持架切外徑、切內徑、成型、整形、沖孔五道工序一次沖壓完成,是浪形保持架大批生產加工的常用設備。在加工浪形保持架過程中,五道工序需要五副夾板,把浪形保持架從上一道工序傳送到下一道工序。夾板的材料通常采用45號鋼,而加工浪形保持架模具的材料大多采用GCr15軸承鋼。在浪形保持架加工過程中或模具的調整過程中,經常遇到模具和夾板碰撞的事故,尤其是電子行程開關控制的80t和100t多軸壓力機,一旦產生碰撞,模具受損嚴重,造成生產停產,并且使操作者的安全受到威脅。經過長期的生產實踐,改變了80t和100t設備成型、整形、沖孔三道工序原有的夾板結構和夾板材料,把工作部分為45號鋼的夾板材料改為膠木材料,這樣在工作過程中,即使模具碰到夾板也不能損壞模具,保證了操作者的安全,大大提高了模具的使用壽命,降低了浪形保持架的加工成本。
2 夾板的工作原理
在多工位壓力機上有一副滑板,五副夾板固定在這副滑板上。當機床沖壓浪形保持架時,隨著電機的轉動帶動機床的滑板做前后伸縮運動,這五副夾板同時工作就把保持架從上道工序運送到下道工序完成整個沖壓過程。根據保持架外徑尺寸及保持架球窩之間的距離在成型和整形的夾板上鉆三個孔,鑲上三個頂針,夾板在夾浪形保持架時頂針正好放入保持架的球窩中,把保持架準確地放入下一道工序的加工位置。沖孔工序的夾板只要把加工完成的保持架送入料道就結束了一個保持架的加工過程。
3 夾板結構及材料的不足
夾板結構如圖 1 所示,通常由夾板座、夾板體、螺栓、墊圈、活動板、蓋板等部分組成,加工時費時而且不容易加工,結構繁瑣,而且沖孔工具的活動板容易和模具碰撞造成模具損壞。
沖壓保持架的模具材料一般采用具有較高強度和剛度的GCr15軸承鋼,因為它有好的耐磨性和韌性,淬透性強,切削性能好,價格相對低。夾板采用45號鋼,也有較好的耐磨性和韌性。在加工中如出現廢品,需要調整或更換模具時,就容易發生模具和夾板相碰撞的事故,造成模具報廢,并且威脅到操作者的安全。浪形保持架切外徑、切內徑、成型、整形、沖孔等五道工序所用夾具見圖 1、圖 2、圖 3。
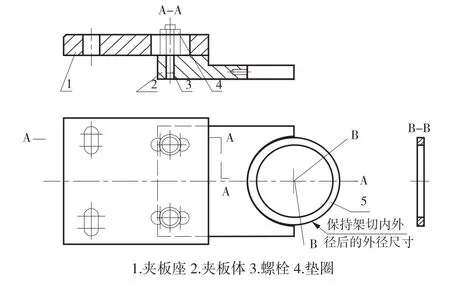
圖1 多工位壓力機切外徑及反切內徑夾板結構

圖2 多工位壓力機成型及整形夾板結構

圖3 多工位壓力機沖孔夾板結構
4 夾板結構及材料的改進
(1)對于80t和100t壓力機而言,切外徑及反切內徑的夾板利用原有的結構不變,因為切外徑及反切內徑的產品加工完后其邊緣非常鋒利,而且和夾板的接觸面相對大,如使用膠木材料消耗很快,容易帶不過去保持架影響下一道工序加工,因此不宜用膠木材料,而成型、整形和沖孔可以用膠木材料。把成型、整形和沖孔的夾板座不動,夾板體由安全夾板(膠木夾板)代替,因為成型、整形夾板夾保持架時有三個頂針幫助,可以把保持架準確地放在下道工序的加工位置,沖孔夾板只要把保持架夾到加工完的下料道里就可以了。因此取消了原沖孔夾板活動板,使同一個型號的保持架成型、整形、沖孔三道工序的夾板結構相同,加工起來相對容易些,而且保管簡單互換性好。改進后成型、整形和沖孔的夾板座材料不變,仍為45號鋼,夾板體由安全夾板代替,材料改為膠木,如圖 4 所示。

圖4 多工位壓力機成型、整形、沖孔工序夾板結構圖
(2)多軸壓力機分為25t、40t、80t和100t幾種。25t和40t機床是機械控制結構,可以用手動行程開關控制,所以夾板可以用45號鋼,其安全性能夠保證,但對于80 t和100t用的電子行程開關的多軸壓力機,把成型、整形、沖孔工序的夾板體改為膠木材料的安全夾板結構,安全性能較好。
5 結束語
通過生產實踐驗證,把夾板結構及材料改為安全夾板即膠木材料,不僅節省了模具,而且提高了生產效率,降低了保持架的生產成本,操作者的安全得到了保證,具有一定的可推廣性。
