球軸承外圈溝徑測量儀器用鋼球支點加工夾具設(shè)計
2012-06-11 01:55:54呂紹立
哈爾濱軸承 2012年4期
關(guān)鍵詞:工藝
呂紹立
(哈爾濱軸承集團(tuán)公司 南直軸承分廠,黑龍江 哈爾濱 150036)
1 前言
D012軸承測量儀器用于測量球軸承外圈溝道直徑及與溝道相關(guān)的形位誤差。鋼球支點是測量儀器上所用的儀器配件,主要起支承、定位套圈的作用,見圖 1 所示,其質(zhì)量好壞直接影響軸承外圈溝徑的測量精度,進(jìn)而影響成品軸承質(zhì)量。該產(chǎn)品品種多,需求量大。采用原有的加工方法及工藝,其鋼球支點球窩(見圖 2 所示)常常出現(xiàn)加工精度達(dá)不到圖紙要求的情況,合格率僅為85%左右,很難保質(zhì)保量地正常生產(chǎn)。根據(jù)上述存在的問題及使用單位的反饋意見,經(jīng)過認(rèn)真深入地分析研究,設(shè)計了專門加工鋼球支點球窩的車工夾具,并且對原有的加工工藝進(jìn)行了進(jìn)一步的改進(jìn),既降低了加工難度又保證了加工質(zhì)量,同時大大提高了生產(chǎn)效率,確保了生產(chǎn)順利進(jìn)行。

圖1 D012軸承測量儀器
2 原來加工鋼球支點球窩時存在的問題
在加工鋼球支點的過程中,最關(guān)健最難加工的工序是車工——車好壓鋼球的孔與小孔的工序。由于產(chǎn)品結(jié)構(gòu)的特殊性,車削鋼球支點球窩時需裝夾部分的形狀為方形,所以車工車削球窩時只能采用四爪夾盤加工,存在的最大問題是:加工零件時校正比較麻煩,加工每件產(chǎn)品都必須按照上一道平臺劃線工序所劃的中心圓線找正后,再進(jìn)行車削加工。由于劃線和車工找正時所造成的不可避免的雙重累計誤差,導(dǎo)致產(chǎn)品質(zhì)量難以保證。同時按線逐一產(chǎn)品找正造成了時間的大量浪費,生產(chǎn)效率也非常低。另外裝夾時還經(jīng)常出現(xiàn)嚴(yán)重的卡碰傷現(xiàn)象,進(jìn)而又出現(xiàn)了一定數(shù)量的不良品,嚴(yán)重影響生產(chǎn)。采用這種方法加工鋼球支點的球窩,既不能保證加工質(zhì)量也不能保證生產(chǎn)進(jìn)度,因此改進(jìn)加工方法及加工工藝事在必行。
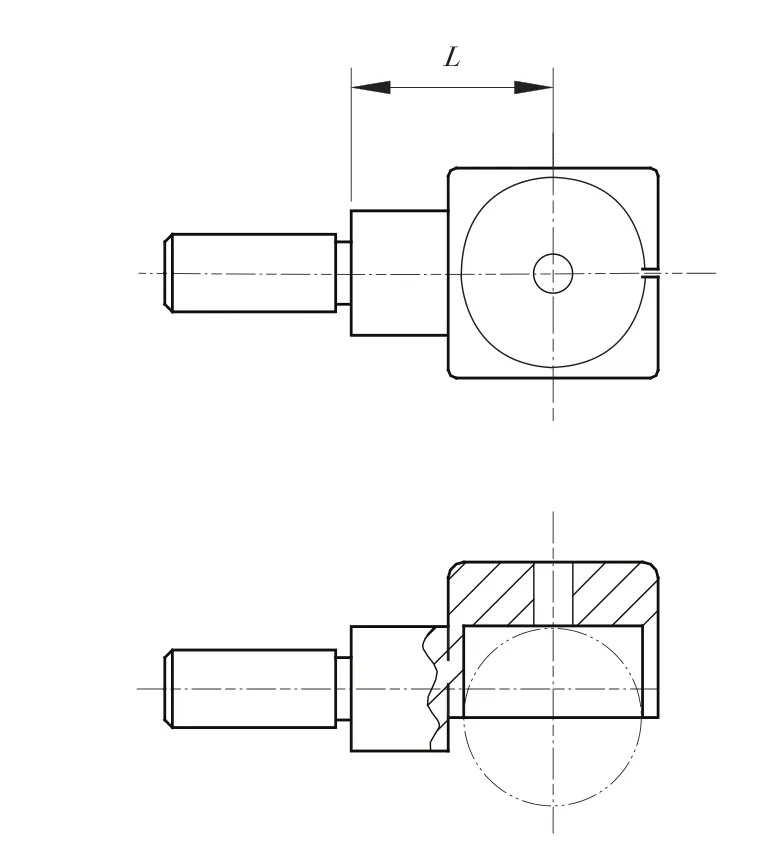
圖2 鋼球支點產(chǎn)品示意圖
3 加工球窩的專用夾具設(shè)計
通過認(rèn)真深入地分析并反復(fù)研究,設(shè)計了車削鋼球支點球窩的專用夾具,如圖 3 所示。
在設(shè)計夾具的過程中,為了保證夾具安全、可靠、耐用,采用GCr15軸承鋼。考慮到夾具本身的加工精度及夾具所加工鋼球支點質(zhì)量的前提下,盡量使夾具簡單化,以便于夾具及鋼球支點的加工。把夾具分成四大組成零部件:夾具體、左側(cè)板、右側(cè)板和可調(diào)底板。其中,左、右側(cè)板通過內(nèi)六角螺釘固定在夾具體上;在夾具體的設(shè)計及加工方面,為了便于裝夾,在夾具體上車一個圓柱臺階,在車削鋼球支點的球窩時,只需用三爪夾盤夾住圓柱部分,把專用夾具裝夾到機(jī)床上,然后開始車加工,直到把整批產(chǎn)品加工完畢,再卸下夾具;因為加工不同型號的軸承時,D012軸承儀器所用的鋼球支點大小不同,所以為了擴(kuò)大夾具的加工范圍,設(shè)計底板的厚度為可變化的,根據(jù)所加工的鋼球支點的大小不同,加工厚度不同的可調(diào)底板,這樣就可以根據(jù)加工的鋼球支點大小不同,更換不同的可調(diào)底板。為了保證鋼球支點球窩中心與夾具中心一致,所以必須保證可調(diào)底板厚度尺寸加上鋼球支點示意圖中L(見圖 2)的尺寸等于夾具中夾具體零件的槽寬56mm的一半(如圖 3 所示)。
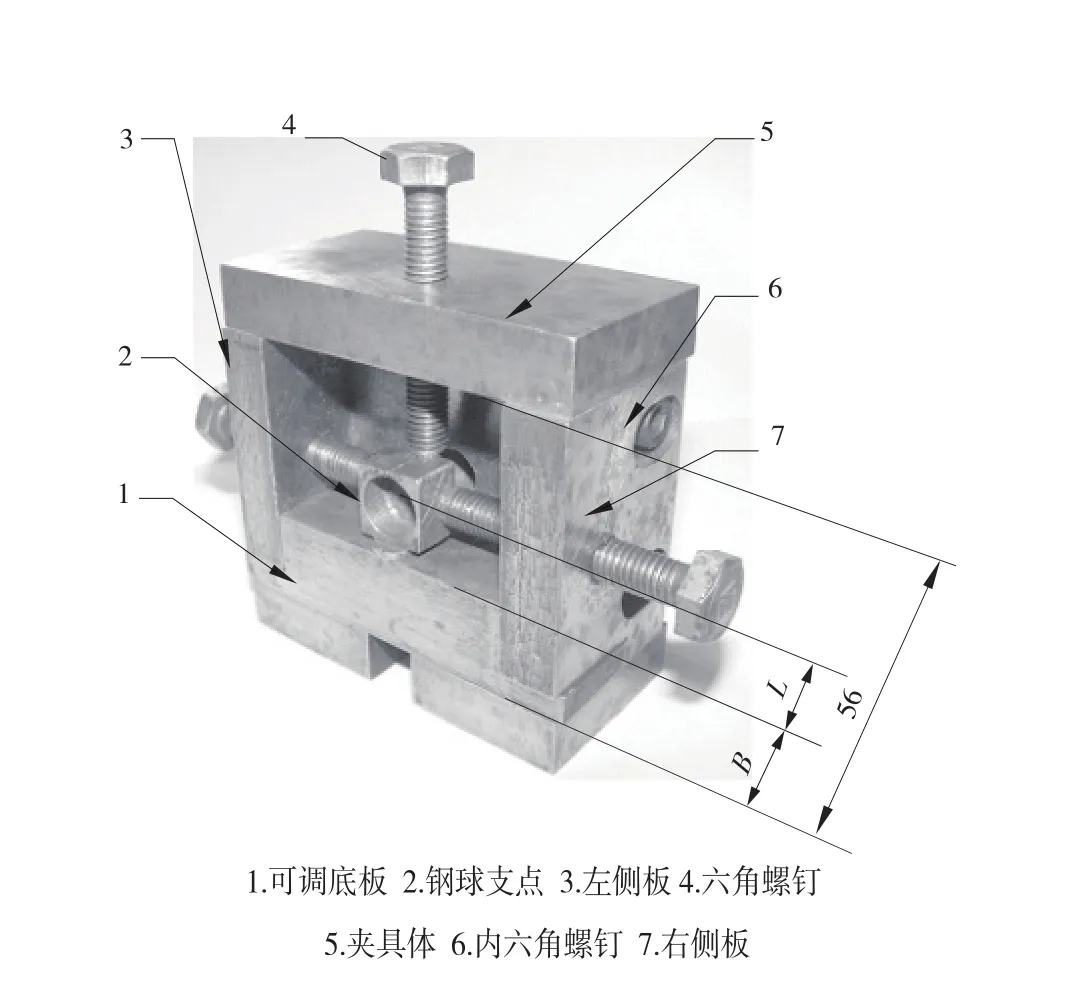
圖3 車加工鋼球支點球窩專用夾具示意圖
可調(diào)底板的零件示意圖如圖 4 所示。
可調(diào)底板厚度B的計算公式為:
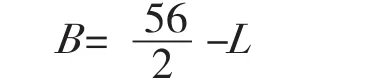
式中:
B—可調(diào)底板厚度,
L—球窩中心距底邊距離(見圖 2)。
使用夾具車加工鋼球支點球窩時,首先把夾具裝夾在車床的三爪夾盤上,然后再從夾具上取出可調(diào)底板,把鋼球支點的小軸插入可調(diào)底板的小孔中,然后再把可調(diào)底板放入夾具中,最后用三個外六角螺釘把緊鋼球支點及可調(diào)底板,即可車削加工球窩。更換產(chǎn)品時無需卸下夾具,只要松開六角螺釘,取出可調(diào)底板再重復(fù)上述操作就可以了。該夾具操作簡單,安全可靠。
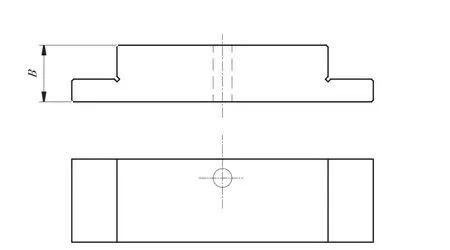
圖4 可調(diào)底板零件示意圖
4 鋼球支點加工工藝的改進(jìn)
除了設(shè)計鋼球支點球窩的車加工夾具外,對鋼球支點球窩的加工方法也進(jìn)行了改進(jìn)。由于使用了專用夾具,因此車削球窩時取消平臺劃線工序(原工藝 7)。根據(jù)使用單位的反饋意見,為了更方便生產(chǎn),隨時根據(jù)所加工不同品種軸承的需求,及時有效地加工鋼球支點,而且又因為生產(chǎn)單位把鋼球壓入球窩的操作者更為專業(yè),因此取消了最后一道把鋼球壓入球窩的鉗工工序(原工藝12),改由使用單位的專業(yè)儀器調(diào)整工把鋼球壓入鋼球支點球窩內(nèi)。采用改進(jìn)后的加工方法及工藝不但保證了鋼球支點的加工質(zhì)量及生產(chǎn)進(jìn)度,而且避免了產(chǎn)品運輸中的磕碰傷現(xiàn)象。
4.1 改進(jìn)前的鋼球支點的加工工藝
改進(jìn)前工藝路線:
(1) 備 料:圓料。
(2) 車 工:Ra1.6以上留磨量,外方車成圓,其余精車好。
(3) 徑 磨:磨好Ra1.6小外徑。
(4) 平 臺:劃全部外形線。
(5) 銑 工:精銑好方處。
(6) 鉗 工:去全部毛刺,倒各部分銳角。
(7) 平 臺:劃好鋼球支點球窩中心圓找正線。
(8) 車 工:按中心圓線找正,車好壓鋼球的孔及小孔。
(9) 銑 工:銑開口槽。
(10)鉗 工:去全部毛刺,作標(biāo)記。
(11)熱處理:淬火45~50HRC,發(fā)藍(lán)。
(12)鉗 工:把鋼球壓入球窩。
4.2 改進(jìn)后的鋼球支點的加工工藝
改進(jìn)后工藝路線:
(1) 備 料:圓料。
(2) 車 工:Ra1.6以上留磨量,外方車成圓,其余精車好。
(3) 徑 磨:磨好Ra1.6小外徑。
(4) 平 臺:劃全部外形線。
(5) 銑 工:精銑好方處。
(6) 鉗 工:去全部毛刺,倒各部分銳角。
(7) 車 工:上胎車好壓鋼球的孔及小孔。
(8) 銑 工:銑開口槽。
(9)鉗 工:去全部毛刺,作標(biāo)記。
(10)熱處理:淬火45~50HRC,發(fā)藍(lán)。
5 經(jīng)濟(jì)效益
原來的加工工藝第7道劃線工序工時為10min,第8道車工車削球窩工序工時為30min,改進(jìn)后使用夾具裝夾產(chǎn)品進(jìn)行車削加工球窩及小孔,取消了第7道劃線工序,下一道的車加工工序的工時壓縮為15min。另外,取消了最后一道壓入鋼球的鉗工工序,最后一道鉗工工序工時為5min。這樣改進(jìn)后節(jié)約工時為10+(30-15)+5=30min。保守計算,每小時15元,一個月加工100件鋼球支點,一年因節(jié)約工時而節(jié)省15×30/60×12×100=9 000(元);另外,采用原來的加工方法及工藝每月會產(chǎn)生15%左右(按15%計算)的不良品,一個鋼球支點價格為80元左右(按80元計算),那么一年所造成的損失為:80×100×15%×12=14 400元。改進(jìn)加工方法及工藝后,采用新方法、新工藝加工鋼球支點一年共節(jié)約資金大概9 000+14 400=23 400元。
6 結(jié)束語
通過生產(chǎn)實踐驗證,新設(shè)計的車工夾具結(jié)構(gòu)簡單,操作方便。采用新方法、新工藝進(jìn)行鋼球支點的加工,不但保證了產(chǎn)品的加工質(zhì)量,還大大提高了生產(chǎn)效率,確保了生產(chǎn)進(jìn)度,同時也降低了不良品率,節(jié)約了資金,降低了成本,提高了經(jīng)濟(jì)效益,同時也為今后的工作積累了寶貴的經(jīng)驗。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
