3M4730A鋼球精研機主軸及料盤電氣系統改造
2012-06-11 01:55:24王新偉李淑鏡
哈爾濱軸承 2012年4期
關鍵詞:變頻器
王新偉,陳 滔,李淑鏡
(1.哈爾濱軸承配件有限公司,黑龍江 哈爾濱 150030;2.哈爾濱軸承集團公司 通用軸承公司,黑龍江 哈爾濱 150036)
1 前言
3M4730A鋼球研磨機是鋼球分廠用于鋼球精研加工的設備。從上世紀八十年代初到現在已經使用了近三十年。由于鋼球加工工藝的要求,該工序采用三班倒,停人不停機,造成料盤直流電機換向器 、碳刷磨損大,電機運行不穩定,且維修費用高,同時驅動直流電機的調速電路板由于受溫度和環境的影響,電路板上的電子元件故障率較高,輸出給直流電機的電樞電壓不平穩,經常出現失速,機床偷停等現象, 直接影響到鋼球的質量。
原機主軸傳動由雙速交流電機通過一對三角皮帶輪傳至變速箱內的雙聯齒輪實現變速,在經過兩對齒輪減速后傳至下主軸箱。通過搬動變速箱手柄和改變電機轉速可得15,20,30,40轉/分四種轉速。因為設備調整及加工不同尺寸鋼球的需要,所以要采取不同的主軸轉速,而每次變速都需要手工的操作,很不方便。
2 利用變頻器改造機床電氣系統

圖1 3M4730A機床主軸及料盤電氣系統改造原理圖
變頻器調速技術具有運行平穩可靠,故障率低,控制簡單,驅動力強,保護系統完善等特點。近年來,因技術日趨成熟,已經被廣泛的應用于很多行業。因此,決定應用變頻器技術對3M4730A鋼球研磨機主軸電機及料盤電機的電氣系統進行技術改造,電氣改造原理圖見圖 1 所示。
2.1 主軸部分電氣系統改造
(1)將主軸電機由原來的JDO2-51-8/6 、3.5/5KW雙速電機更換為R77DV132S4 、 5.5KW交流電機。
(2)變頻器U1選擇:由于使用5.5KW電機作為主軸驅動電機,故變頻采用臺達VFD055E43A。
(3)利用原電機高速起動接觸器作為變頻器U1正轉運行信號輸入開關。
(4)利用原電機低速起動接觸器作為變頻器U1寸動運行信號輸入開關。
(5)將轉速表85C1—V接入變頻器以觀察電機運行狀況。
(6)安裝5W4.7KΩ電位器作為變頻器U1頻率指令來源。
(7)將變頻器U1多功能指示輸出接點RC,RB串入控制回路起保作用。
(8)同時將變頻器U1初始運行控制參數做相應修改,如將第一頻率指令來源設定為由數字操作器輸入改為外部端子控制,增加了寸動功能等。U1運行參數詳見表 1。

表1 變頻器U1運行參數
2.2 料盤部分電氣系統改造
(1)將料盤Z2-11 0.4KW的直流電機更換為Y802-6 、 0.55KW 交流電機。
(2)變頻器U2采用臺達VFD007EL21A。
(3)利用原來料盤電機調速電路板供電接觸器作為變頻器U2運行信號輸入開關。
(4)將原監測直流電機轉速的轉速表85C1—V接入變頻器U2監測新電機轉速。
(5)利用原來直流電機調速電路板給定電位器作為變頻器U2頻率指令來源。
(6)將變頻器U2多功能指示輸出接點RC,RB串入控制回路,起保護作用。
(7)同時將變頻器U2初始運行控制參數也做相應修改,以適應操作要求,U2運行參數詳見表2。
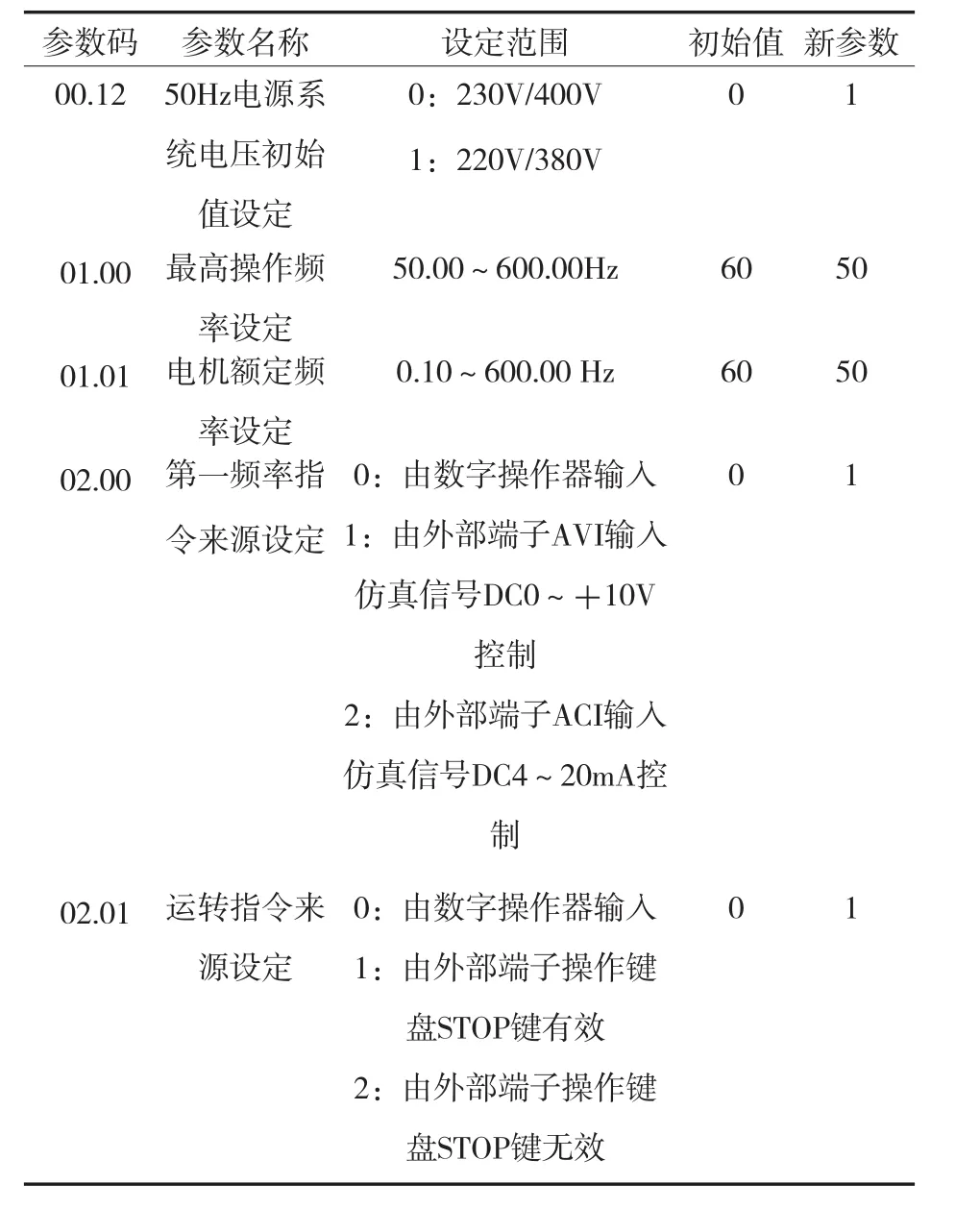
表2 變頻器U2運行參數
3 結束語
該機床改造之后,經過一年多的使用驗證,設備運行平穩,操作方便,主軸電機實現了0~30r/min平滑無極調速,料盤電機從穩定性和輸出轉矩上都有很大提高,故障率降低,節約了維修成本,并且其加工的鋼球產品完全能達到各種工藝參數要求,精度得到提高,質量穩定性得到保障,達到預期效果。該項技術值得在同類設備中推廣。
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
