六輥冷軋機(jī)新型換輥機(jī)構(gòu)設(shè)計
2012-06-04 13:46:04王丹超張雅莉荀玉偉
一重技術(shù) 2012年3期
王丹超,張雅莉,荀玉偉
為了縮短換輥時間和提高生產(chǎn)率,現(xiàn)代軋機(jī)都要求采用快速換輥裝置。但是換輥操作是一個復(fù)雜的過程,不僅需要相關(guān)設(shè)備的配合,而且涉及軋機(jī)內(nèi)部結(jié)構(gòu)。本文以某廠1250 mm單機(jī)架六輥冷軋機(jī)為例,介紹了一種新?lián)Q輥流程以及軋機(jī)內(nèi)部相關(guān)結(jié)構(gòu)的改進(jìn)。
該六輥軋機(jī)兼有軋制和平整兩種使用功能。為此,一方面,在軋制高強(qiáng)度極薄帶材時,必須使用最有效的冷卻潤滑劑,為此機(jī)架內(nèi)需要有足夠的空間安裝冷卻潤滑劑的噴射梁;而另一方面,為了提高板形控制能力,還必須在軋機(jī)內(nèi)安裝精密冷卻裝置來有效控制板形,提高板材質(zhì)量。而傳統(tǒng)的單機(jī)架六輥冷軋機(jī)的四層換輥軌道已占據(jù)機(jī)架內(nèi)的大部分空間,無法實(shí)現(xiàn)上述設(shè)備的安裝。因此,本文所述軋機(jī)取消了軋機(jī)內(nèi)上工作輥和上中間輥換輥軌道,改為兩層換輥軌道的結(jié)構(gòu)形式,而新的軋機(jī)結(jié)構(gòu)迫使換輥流程相應(yīng)改變,同時軸承座等相關(guān)零件在結(jié)構(gòu)上也需要改進(jìn),以滿足換輥要求。
1 換輥形式
1.1 傳統(tǒng)換輥方法
一般中小型單機(jī)架可逆六輥冷軋機(jī)采用簡易方法來更換工作輥和中間輥,因工作輥和中間輥不能同時更換,換輥時間較長,不適合高速冷軋機(jī)使用;另一種廣泛應(yīng)用的換輥形式中的工作輥、中間輥既能單獨(dú)更換,也能同時更換,換輥時間大為縮短,但這種換輥形式要求軋機(jī)內(nèi)必須設(shè)置四層換輥軌道,以滿足快速換輥需要。顯然,這兩種換輥方式均無法滿足本文所述軋機(jī)的技術(shù)要求。
1.2 新型式換輥流程
由于取消了軋機(jī)內(nèi)上工作輥和上中間輥換輥軌道,只設(shè)有下工作輥、下中間輥換輥軌道,所以上工作輥和上中間輥只能通過借助其它換輥軌道才能換出,所以本文采用上中間輥與上工作輥錯位,上工作輥與下工作輥錯位,然后上中間輥與上、下工作輥同時更換,下中間輥既可以單獨(dú)更換,也可以同上、下工作輥和上中間輥一起更換。
換輥過程主要通過以下幾步來完成:
(1)原始位置 (見圖1)。
(2)上中間輥上升,上、下工作輥、下中間輥下降(見圖2)。
(3)上中間輥水平移動。該步動作完成后,上工作輥軸承座 (操作側(cè))的定位銷6與上中間輥軸承座(操作側(cè))的定位孔10的中心重合,上工作輥軸承座 (傳動側(cè))的定位塊3與上中間輥軸承座(傳動側(cè))的定位塊9的中心重合,上中間輥和上工作輥的軸向定位完成(見圖3)。


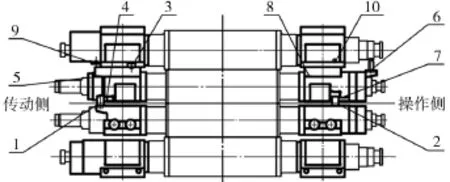
圖1 步驟1
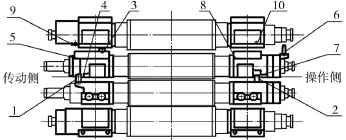
圖2 步驟2
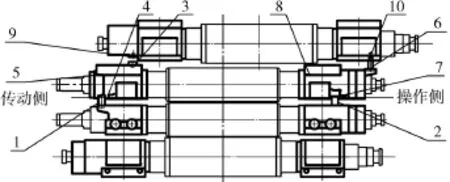
圖3 步驟3
(4)上中間輥下降。此時,定位銷6與定位孔10配合,定位塊3與定位塊9相接觸,上工作輥和上中間輥的相對位置關(guān)系確定,并且依靠定位塊將二者定位,使之無論在軸向,還是上下位置上都不能串動(見圖4)。
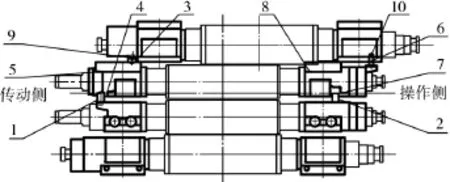
圖4 步驟4
(5)下工作輥、下中間輥水平移動。該步動作完成后,下工作輥軸承座 (傳動側(cè))的定位塊1與上工作輥軸承座 (傳動側(cè))的定位槽4,下工作輥軸承座 (操作側(cè))的定位塊2與上工作輥軸承座(操作側(cè))的定位槽7軸向定位關(guān)系確定,但是定位塊上表面與定位槽上表面之間還有幾毫米間隙,也就是說上下位置關(guān)系尚未確定(見圖5)。
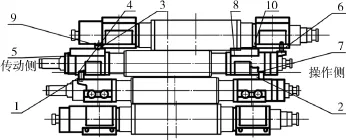
圖5 步驟5
(6)上中間輥、上工作輥、下工作輥、下中間輥水平移動(見圖6)。
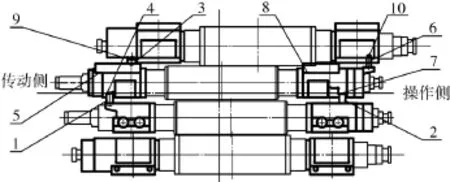
圖6 步驟6
(7)上中間輥、上工作輥水平移動及下降,下工作輥、下中間輥水平移動。上工作輥水平移動使上工作輥及軸承座水平右移,上工作輥軸承座 (傳動側(cè))翅膀外側(cè)的斜面5、上工作輥軸承座 (操作側(cè))翅膀內(nèi)側(cè)的斜面8分別沿缸塊滑板的斜面向右移動,從而調(diào)整步驟(5)中定位塊與定位槽之間那幾毫米的間隙。
該步動作完成后,工作輥與中間輥在換輥過程中的水平移動和上下移動完成。一方面,上、下工作輥和上中間輥各輥面之間都留出了間隙,可防止換輥時輥面劃傷;另一方面,上、下工作輥和上中間輥之間的定位關(guān)系得以實(shí)現(xiàn),為更換新輥?zhàn)龊脺?zhǔn)備(見圖7)。
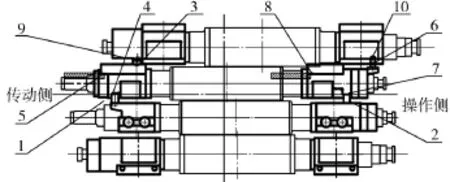
圖7 步驟7
2 結(jié)構(gòu)設(shè)計及改進(jìn)
根據(jù)新的換輥流程要求,上、下工作輥,上中間輥之間必須做到安全、準(zhǔn)確的定位,以保證換輥時能夠同時更換,而實(shí)現(xiàn)這一點(diǎn)就需要改進(jìn)軸承座的局部結(jié)構(gòu)。
2.1 工作輥軸承座改進(jìn)
為適應(yīng)新流程,在下工作輥軸承座 (傳動側(cè))外側(cè)上部左右各新設(shè)計一個懸臂結(jié)構(gòu),用于安裝定位塊1。下工作輥軸承座(操作側(cè))上部左右設(shè)計出用于安裝定位塊2的螺紋孔。
在上工作輥軸承座 (傳動側(cè))上部左右也設(shè)計出用于安裝定位塊3的螺紋孔,對于定位塊3的外形要求一側(cè)設(shè)計成平面,另一側(cè)設(shè)計成V形防串動形式;軸承座下部兩側(cè)分別開出定位槽4;軸承座翅膀外側(cè)加工出斜面5。上工作輥軸承座 (操作側(cè))上部左右各增加一個懸臂結(jié)構(gòu),用于安裝兩個定位銷6;軸承座下部兩側(cè)分別開出定位槽7;軸承座翅膀內(nèi)側(cè)加工斜面8(見圖8)。
在新增加的結(jié)構(gòu)中,定位塊1、2分別與定位槽4、7配合來完成上、下工作輥之間的定位;定位塊3和定位銷6配合上中間輥的定位塊、定位孔來完成上工作輥與上中間輥的定位;斜面5、8與滑板配合調(diào)整換輥時上、下工作輥軸承座之間的間隙。
2.2 中間輥軸承座改進(jìn)
為適應(yīng)下中間輥軸承座單獨(dú)換輥要求,在結(jié)構(gòu)上設(shè)計出在換輥軌道上能穩(wěn)定行走的車輪。上中間輥軸承座(傳動側(cè))外側(cè)左右分別設(shè)計出用于安裝定位塊9的螺紋孔;上中間輥軸承座(操作側(cè))外側(cè)左右分別設(shè)計出定位孔10與上工作輥的位塊3,定位銷6配合完成上工作輥與上中間輥的定位(見圖 9)。
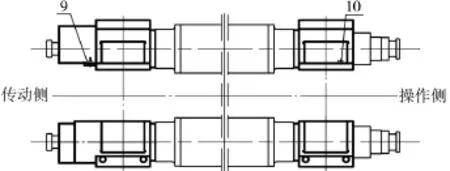
圖9 中間輥軸承座
2.3 滑板改進(jìn)
在軋機(jī)工作輥彎輥缸塊處的滑板上加工出與上工作輥軸承座相對應(yīng)的斜面,在換輥過程中,通過該滑板與上工作輥軸承座斜面5、8的相對運(yùn)動調(diào)整換輥流程最后一步中上、下工作輥錯位時的間隙,完成上、下工作輥的定位。
3 結(jié) 語
實(shí)踐證明這種新型換輥流程以及相關(guān)結(jié)構(gòu)的改進(jìn)設(shè)計完全適用于單機(jī)架六輥冷軋機(jī)快速換輥需要,對今后單機(jī)架六輥冷軋機(jī)的設(shè)計具有一定的參考價值。