基于有限元的增壓器背盤變形分析
2012-03-28 08:30:41曾輝陳少林周乃君
柴油機(jī)設(shè)計(jì)與制造 2012年3期
曾輝,陳少林,周乃君
(1.中南大學(xué),長(zhǎng)沙410083;2.湖南天雁機(jī)械有限責(zé)任公司,衡陽(yáng)421005)
基于有限元的增壓器背盤變形分析
曾輝1,陳少林2,周乃君1
(1.中南大學(xué),長(zhǎng)沙410083;2.湖南天雁機(jī)械有限責(zé)任公司,衡陽(yáng)421005)
背盤是影響增壓器質(zhì)量的重要因素。利用有限元方法分析某型增壓器背盤產(chǎn)生較大變形的原因及其背盤結(jié)構(gòu)改進(jìn)的方向。首先分析了背盤在正常條件下的變形,然后分析了在不正常手持時(shí)的背盤變形,最后分析了不正常裝配是否會(huì)產(chǎn)生較大變形。通過(guò)上述幾種分析結(jié)果獲得了該背盤大變形的原因及解決辦法。
增壓器背盤變形有限元
1 前言
某型增壓器在裝機(jī)試驗(yàn)過(guò)程中出現(xiàn)軸卡、抱死現(xiàn)象,經(jīng)返廠拆機(jī)檢驗(yàn)后得出的結(jié)論是由背盤變形引起。
增壓器背盤的變形情況見(jiàn)圖1,壓板壓痕見(jiàn)圖2,裝配壓痕見(jiàn)圖3。從圖2中可以看出,壓痕在A處印記最深,B、F處次之,C、E再次之,D處最小。這種現(xiàn)象說(shuō)明A處壓板附近由于變形最大導(dǎo)致裝配面懸空,未與蝸殼接觸,B、F處接觸不明顯,C、E處較明顯,D處接觸最緊密。
如圖1所示,該背盤出現(xiàn)變形的位置在擴(kuò)壓器面,主要集中在某一側(cè),變形趨勢(shì):變形量沿背盤徑向由中心孔向外逐漸增大,變形方向沿圖3箭頭所示。
綜合上述情況,造成背盤變形可能因素有:(1)背盤結(jié)構(gòu)設(shè)計(jì)有缺陷;(2)異常搬運(yùn)及不正常放置;(3)加工不正常,導(dǎo)致次品流出;(4)未按照工藝要求裝配;(5)運(yùn)輸過(guò)程中有嚴(yán)重的磕碰等。
本文將在非運(yùn)轉(zhuǎn)工況下,從結(jié)構(gòu)設(shè)計(jì)、異常搬運(yùn)及不正常放置、未按照工藝要求裝配這幾個(gè)方面對(duì)背盤進(jìn)行有限元分析[1],力圖找出變形的原因及方案。
2 有限元分析方案
背盤與中間體的裝配用內(nèi)花鍵螺釘為M5×16,軸承體與壓氣機(jī)蝸殼的連接螺栓為M6×12~8.8。內(nèi)花鍵擰緊力矩為7.2~7.8 N·m,分析時(shí)取7.5 N· m;背盤與壓氣機(jī)蝸殼連接的擰緊力矩分別是:近壓氣機(jī)蝸殼出口擰緊力矩為5~6 N·m,取5.5 N·m,其余5個(gè)擰緊力矩為7~8 N·m,取7.5 N·m。本次計(jì)算分析的方案分別為以下3種情況:
(1)正常加工及裝配條件下的結(jié)構(gòu)穩(wěn)態(tài)分析
在保證正常加工及裝配條件下,驗(yàn)證背盤結(jié)構(gòu)設(shè)計(jì)是否合理,可通過(guò)背盤變形及應(yīng)力分布說(shuō)明該結(jié)構(gòu)是否合理。
(2)異常搬運(yùn)及不正常放置引起變形的穩(wěn)態(tài)分析
在保證設(shè)計(jì)及加工正確的條件下,通過(guò)仿真模擬異常搬運(yùn)條件下的,由于操作工人在搬運(yùn)過(guò)程中拿持增壓器的位置不正確導(dǎo)致背盤變形,如:拿持壓氣機(jī)蝸殼出口端,渦輪箱及軸承體部懸空;由于裝配工人不正常放置可引起背盤變形,如:在未裝箱前有增壓器疊放或者中間體上承重等因素。
在有限元分析中模擬上述因素是否能引起背盤的變形,可以在該款增壓器重心位置處施加一個(gè)集中力來(lái)模擬異常搬運(yùn)及不正常放置引起的變形。
(3)不正常裝配條件下的瞬態(tài)變形分析
在保證結(jié)構(gòu)設(shè)計(jì)無(wú)誤、加工條件及搬運(yùn)無(wú)誤的條件下,通過(guò)模擬非正常裝配。假設(shè)擰緊螺釘不是按照對(duì)稱順序操作,分析其變形及應(yīng)力分布。

圖1 背盤變形圖

圖2 背盤壓痕圖

圖3 背盤變形趨勢(shì)圖
3 背盤變形分析
本文把壓氣機(jī)蝸殼及中間體進(jìn)行了簡(jiǎn)化,只保留了背盤原型。用于背盤分析的幾何組件模型見(jiàn)圖4,有限元模型見(jiàn)圖5。本文僅對(duì)背盤在不工作條件下進(jìn)行分析。
3.1 正常加工及裝配條件下的結(jié)構(gòu)分析
3.1.1 邊界條件
回歸結(jié)果顯示,新媒體的使用顯著影響了女性農(nóng)民工的工作匹配結(jié)果。從符號(hào)上來(lái)看,社交媒體使用時(shí)間和APP下載種類數(shù)量與工作匹配之間也呈現(xiàn)出了倒U型的影響關(guān)系。可能的原因是新媒體對(duì)于女性來(lái)說(shuō)還表現(xiàn)出了類似情感支撐和交流的工具特征。女性農(nóng)民工在使用社交媒體的過(guò)程中除了會(huì)在其中建立屬于自己的微型社交圈外,還會(huì)與家人和親友溝通情感,會(huì)表現(xiàn)出比男性更多的情感需求。同時(shí)由于受到傳統(tǒng)家庭觀念的影響,使得女性農(nóng)民工會(huì)花費(fèi)更多的時(shí)間在與家人的情感交流上,雖然這種交流會(huì)在心理上對(duì)女性農(nóng)民工在城市的務(wù)工生活形成支撐作用,但是卻會(huì)消弱某份工作對(duì)女性農(nóng)民工的吸引力。
本文中已將擰緊力矩?fù)Q算成螺栓的預(yù)緊力,具體值見(jiàn)表1。壓氣機(jī)蝸殼一端面為全約束。接觸類型:壓板與背盤的接觸、背盤與壓氣機(jī)蝸殼的接觸為標(biāo)準(zhǔn)接觸類型,其余接觸都設(shè)為綁定的接觸類型。無(wú)外載荷。
3.1.2 分析結(jié)果
在該邊界條件下對(duì)背盤進(jìn)行分析,變形圖見(jiàn)圖6及圖7。最大變形量為0.021 mm,最大變形出現(xiàn)在螺釘沉孔附近。
等效應(yīng)力(Von-Mises應(yīng)力)分布見(jiàn)圖8及圖9,最大主應(yīng)力出現(xiàn)在內(nèi)花鍵安裝沉孔尖角處,該處在有限元模型里簡(jiǎn)化了倒角,因此在此處無(wú)實(shí)際參考意義。其他位置處應(yīng)力值均小于125 MPa,材料許用應(yīng)力[σ]=160 MPa,σ<0.8[σ],在材料許用應(yīng)力范圍內(nèi)。

圖4 背盤組件的幾何模型

圖5 背盤組件的有限元模型

表1 螺釘預(yù)緊力

圖6 背盤內(nèi)側(cè)變形圖

圖7 背盤外側(cè)變形圖
3.2 異常搬運(yùn)及不正常放置引起的變形
3.2.1 邊界條件
在裝箱生產(chǎn)線上若現(xiàn)場(chǎng)工人不按操作規(guī)程裝箱,手持壓氣機(jī)蝸殼出口端造成增壓器渦輪箱端懸空;如增壓器在放置過(guò)程中壓氣機(jī)蝸殼朝下,渦輪箱朝上,增壓器自重也會(huì)造成增壓器背盤的變形。
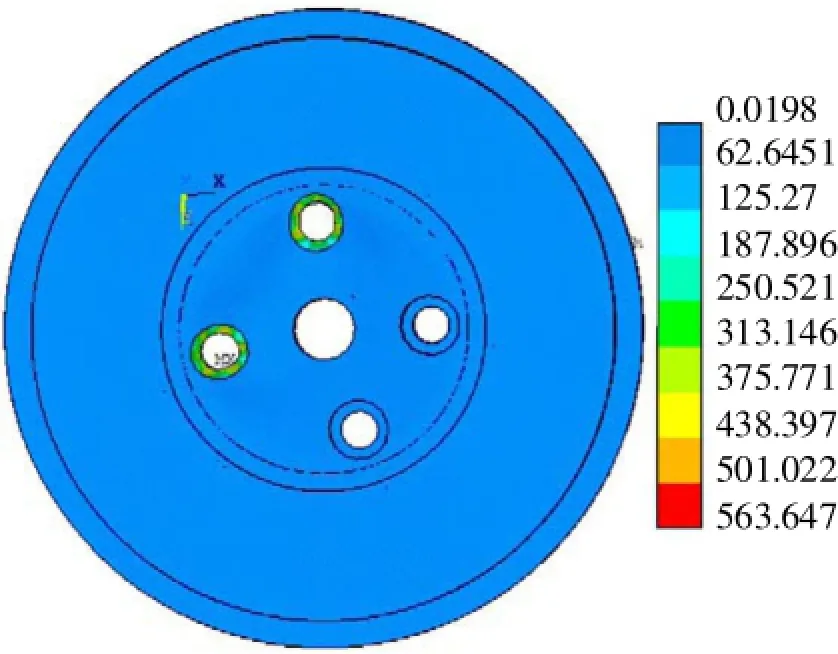
圖8 背盤內(nèi)側(cè)應(yīng)力分布圖

圖9 背盤外側(cè)應(yīng)力分布圖
邊界條件為:擰緊力矩、約束、接觸同3.1.1。在軸承體側(cè)創(chuàng)建質(zhì)量單元Mass21來(lái)模擬該增壓器的重心,在該單元X軸方向施加50 N的集中力來(lái)模擬該增壓器的質(zhì)量,并與軸承體建立剛性連接,見(jiàn)圖10。 3.2.2分析結(jié)果

圖10 剛性連接示意圖
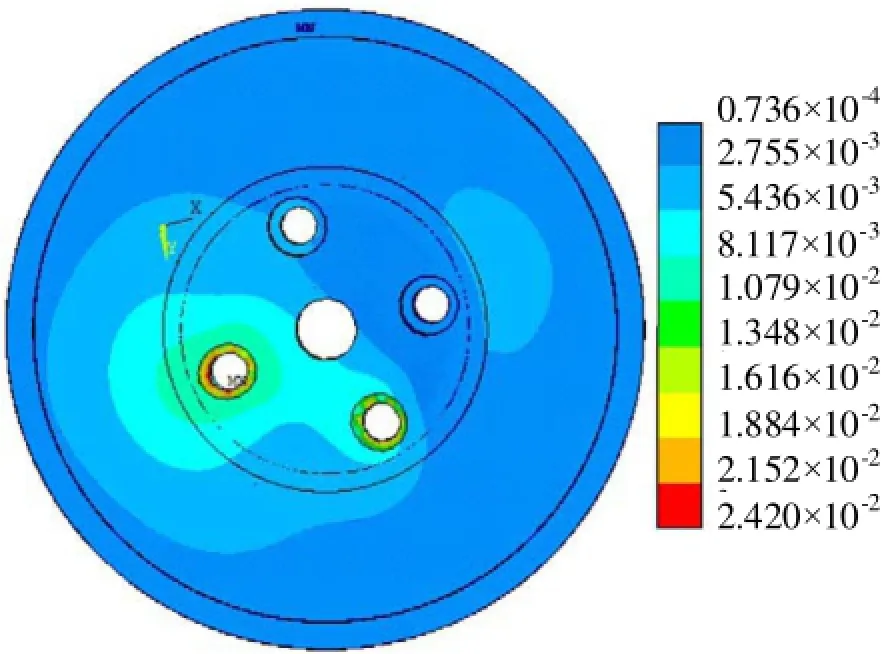
圖11 背盤內(nèi)側(cè)變形圖
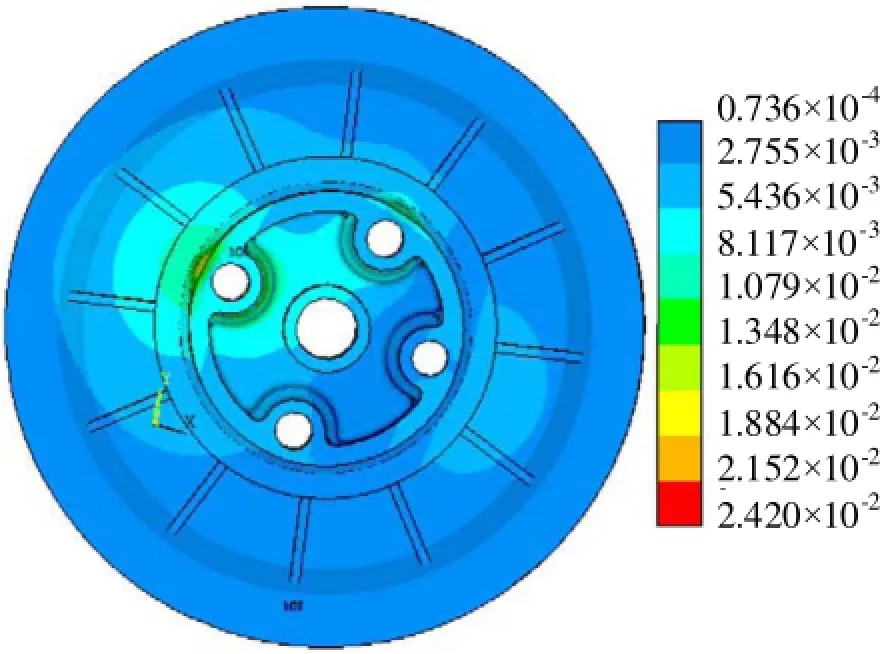
圖12 背盤外側(cè)變形圖
等效應(yīng)力(Von-Mises應(yīng)力)分布見(jiàn)圖13及圖14,最大主應(yīng)力同樣出現(xiàn)在內(nèi)花鍵安裝沉孔尖角處,該處在有限元模型里簡(jiǎn)化了倒角,因此在此處無(wú)實(shí)際參考意義。其他位置處應(yīng)力值均小于125.6 MPa材料許用應(yīng)力,[σ]=160 MPa,σ<0.8 [σ],在材料許用應(yīng)力范圍內(nèi)。
3.3 不正常裝配條件下的瞬態(tài)變形分析
3.3.1 邊界條件
預(yù)緊力施加順序不同,模擬螺釘不正常擰緊過(guò)程,其余邊界條件同3.1.1。預(yù)緊力施加的順序從1到10,見(jiàn)圖15。
3.3.2 分析結(jié)果
瞬態(tài)分析[2]的考察點(diǎn)見(jiàn)圖16,圖中外側(cè)考察點(diǎn)見(jiàn)圖16a,內(nèi)側(cè)考察點(diǎn)見(jiàn)圖16b。因?yàn)樵陬A(yù)緊螺栓孔附近出現(xiàn)的大應(yīng)力,不同的方案結(jié)果變化趨勢(shì)明顯。在在內(nèi)外、側(cè)考察點(diǎn)的變形及應(yīng)力分布見(jiàn)圖17和18所示。在最后一個(gè)載荷步(即11 ms時(shí)刻)考察點(diǎn)的變形量總體上較小與穩(wěn)態(tài)分析位移結(jié)果基本一致,變形趨勢(shì)由依次遞減符合實(shí)際工況。等效應(yīng)力分布在最后載荷步時(shí)刻也與穩(wěn)態(tài)分析等效應(yīng)力結(jié)果基本一致,應(yīng)力分布結(jié)果符合實(shí)際工況。

圖13 背盤內(nèi)側(cè)應(yīng)力分布圖
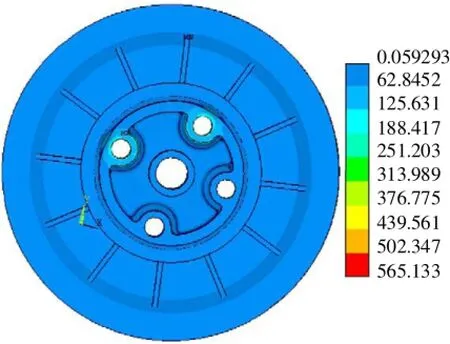
圖14 背盤外側(cè)應(yīng)力分布圖

圖15 背盤不正常安裝螺釘示意圖

圖16 考察示意圖

圖17 考察點(diǎn)瞬態(tài)變形曲線圖

圖18 考察點(diǎn)變形瞬態(tài)等效應(yīng)力曲線
4 結(jié)束語(yǔ)
(1)通過(guò)有限元分析表明,該背盤現(xiàn)有結(jié)構(gòu)設(shè)計(jì)能滿足技術(shù)要求,正常生產(chǎn)出來(lái)的產(chǎn)品不會(huì)出現(xiàn)上述大變形,設(shè)計(jì)基本合理。
(2)在搬運(yùn)或裝配過(guò)程中,如果手持壓氣機(jī)蝸殼出口端,則C處會(huì)出現(xiàn)應(yīng)力集中,原因:C處壁厚僅0.8 mm,加工沉孔時(shí)正好與B面相切,建議:增大C處倒角。加強(qiáng)筋承力效果不明顯。建議:減少加強(qiáng)筋的數(shù)量,增大加強(qiáng)筋的尺寸,可減少鑄造誤差,提高結(jié)構(gòu)強(qiáng)度及鑄造效率。
(3)手持增壓器在不正常裝配時(shí)會(huì)產(chǎn)生一定的變形,但不會(huì)產(chǎn)生該問(wèn)題機(jī)型背盤的等效變形情況。
(4)在背盤加工車間發(fā)現(xiàn)由于背盤加工的夾具裝載在背盤中心孔,刀具在切削背盤外沿時(shí)出現(xiàn)較大的應(yīng)力導(dǎo)致背盤出現(xiàn)大的變形,經(jīng)過(guò)夾具改進(jìn)設(shè)計(jì)后沒(méi)有出現(xiàn)大變形。
1杜平安,甘娥忠,于亞婷.有限元法-原理、建模及應(yīng)用[M].北京:國(guó)防工業(yè)出版社,2006:52-56.
2張宏遠(yuǎn),馬星國(guó).一種發(fā)動(dòng)機(jī)活塞的瞬態(tài)動(dòng)力學(xué)分析[J].沈陽(yáng)理工大學(xué)學(xué)報(bào),2006,3(25):32-34.
Finite Element Analysis of Turbocharger Back-Plate Deformation
Zeng Hui1,Chen Shaolin2,Zhou Naijun1
(1.Central South University,Changsha 410083,China; 2.Hunan Tyen Machinery Co.,Ltd.,Hengyang 421005,China)
The back plate of a turbocharger is an important contributor to turbocharger quality.This paper analyzes the main reason of back plate deformation and the direction of back plate structure improvement based on finite element analysis.Firstly,the deformations of a back plate are analyzed under normal deformation condition and under the condition of abnormal handhold.Then whether an irregular assembly will lead to a large deformation is analyzed.Based on above analyzed results,the reason for big deformation and the solution to the problem are obtained.
turbocharger,back plate,deformation,finite element analysis
10.3969/j.issn.1671-0614.2012.03.007
來(lái)稿日期:2012-05-14
曾輝(1979-),男,工程師,主要研究方向?yàn)樵鰤浩骺傮w技術(shù)。
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
