風(fēng)扇磨煤機(jī)打擊輪補(bǔ)焊技術(shù)研究
2012-03-14 00:22:24王春貴
黑龍江電力 2012年3期
關(guān)鍵詞:工藝
王春貴
(黑龍江省特種設(shè)備檢驗(yàn)研究院,黑龍江哈爾濱150036)
0 引言
風(fēng)扇式磨煤機(jī)具備煤的粉碎、干燥和輸送功能,其打擊輪的平均使用壽命不到2 000 h,有時(shí)會(huì)發(fā)生風(fēng)扇磨煤機(jī)輪鼓飛裂事故,因此,為了保障生產(chǎn)需煤要求,需要對(duì)風(fēng)扇磨煤機(jī)打擊輪進(jìn)行工藝處理,以獲得所需要的表面性能,對(duì)此,本文根據(jù)某發(fā)電廠S36.5型風(fēng)扇磨打擊輪的工作特點(diǎn),分析了風(fēng)扇式磨煤機(jī)磨損機(jī)理,選擇合適的補(bǔ)焊工藝,提高了其耐磨性能,延長(zhǎng)了其使用壽命。
1 磨損機(jī)理和磨損過(guò)程
兩個(gè)物體相互接觸并有相對(duì)運(yùn)動(dòng)時(shí),便發(fā)生磨擦,由于機(jī)械、物理和化學(xué)作用,使物體表面損壞或尺寸形狀變化,這種現(xiàn)象稱為磨損。比較通用的分類方法是按磨損機(jī)制劃分,主要包括磨料磨損、粘著磨損、疲勞磨損和腐蝕(或稱磨擦化學(xué))磨損[1]。風(fēng)扇磨煤機(jī)打擊輪的磨損主要是磨料磨損。風(fēng)扇磨煤機(jī)打擊輪外形如圖1所示。

圖1 磨煤機(jī)打擊輪
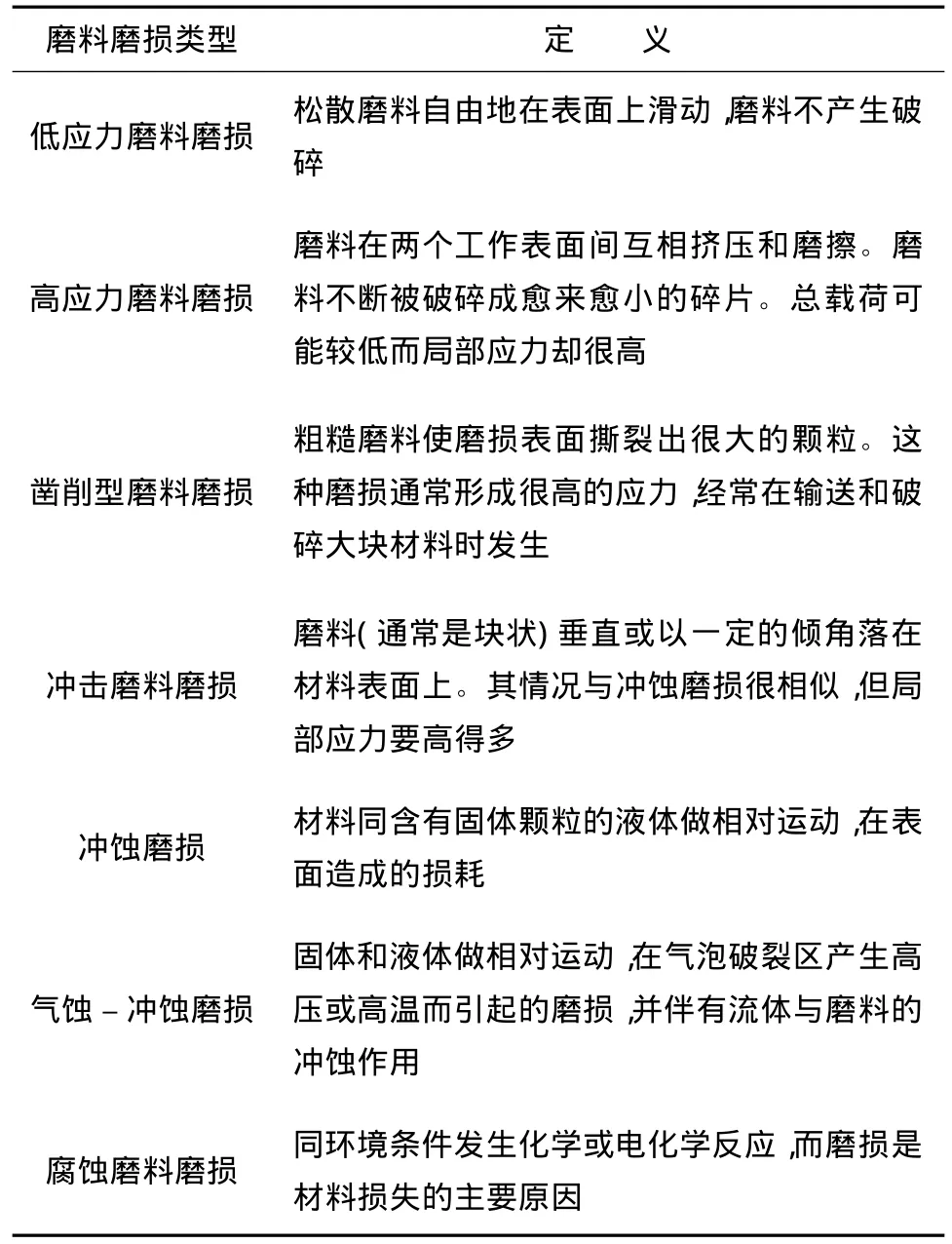
表1 磨料磨損的分類方法和定義
從風(fēng)扇式磨煤機(jī)的工作過(guò)程和表1顯示的內(nèi)容可以看出,打擊輪的磨損是一種典型的高能量沖擊、沖蝕和鑿削相結(jié)合的磨料磨損。磨損的打擊板宏觀形貌如圖2所示。
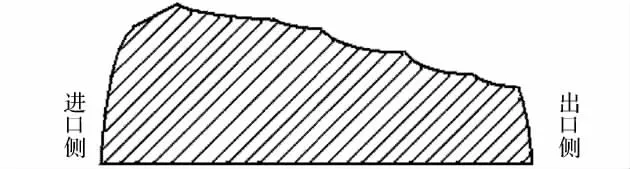
圖2 流線型磨損剖面
從圖2可以看出,打擊板內(nèi)、外側(cè)面被磨成了月牙形;工作面進(jìn)口側(cè)較平滑;出口側(cè)形狀為高低起伏的溝槽,成波浪型,溝槽沿出口方向深度逐漸增加;工作面中間部分是過(guò)渡區(qū)域;從進(jìn)口側(cè)到出口側(cè)沖擊板的厚度減薄加劇,徑向剖面承流線型。由此可見,打擊板宏觀磨損形貌(重疊的波浪形)主要與氣流運(yùn)動(dòng)作用、煤粒大小、沖擊速度、角度有關(guān)。材料的磨損包括3個(gè)過(guò)程,即第一次沖擊、反彈后再次沖擊和隨渦流的沖擊。
2 焊接工藝
2.1 制定焊接工藝設(shè)計(jì)書
焊接工藝評(píng)定是通過(guò)對(duì)焊接接頭的力學(xué)性能或其它性能的試驗(yàn),證實(shí)焊接工藝規(guī)程的正確性和合理性的一種程序。焊接工藝評(píng)定應(yīng)根據(jù)所焊工件選擇焊接方法、焊接材料,制定焊接工藝設(shè)計(jì)書,對(duì)樣板進(jìn)行焊接、檢驗(yàn),合格后編制正式的焊接工藝書。
2.2 選取適宜的焊接方法
由于風(fēng)扇式磨煤機(jī)打擊輪處在惡劣的工作環(huán)境,經(jīng)常受到嚴(yán)重的高能量沖擊、沖蝕和鑿削相結(jié)合的磨料磨損。因此,為減輕打擊輪工作表面磨損和延長(zhǎng)服役壽命,經(jīng)現(xiàn)場(chǎng)實(shí)地考察,可在打擊輪表面熔敷耐磨金屬層——堆焊層。而且,堆焊所用的設(shè)備比較簡(jiǎn)單,適用于磨損嚴(yán)重的工況。堆焊層的優(yōu)點(diǎn)是它與基體金屬結(jié)合強(qiáng)度高,抗沖擊性能好,厚度大(通常厚度范圍為2~30 mm),熔敷率高,手工堆焊的金屬量可達(dá)3 kg/h。
2.3 注意影響堆焊的一些重要指標(biāo)
堆焊是以獲得具有特殊性能(耐磨損、耐沖擊)的表面層為目的,因此必須注意焊接過(guò)程中可能影響達(dá)到這個(gè)目的的一些重要指標(biāo),如稀釋率、熱循環(huán)、熱應(yīng)力。其中關(guān)鍵的是稀釋率。
堆焊時(shí),熔敷金屬因母材的熔入而被稀釋。稀釋率是指堆焊金屬被稀釋的程度,用基材的熔化面積占整個(gè)熔池面積的百分比來(lái)表示。堆焊層以及熔合區(qū)的成分和性能都受到稀釋率的重要影響。在選擇堆焊方法和制定堆焊工藝時(shí),應(yīng)以減小稀釋率為主要原則。在堆焊方法和設(shè)備已選定的情況下,應(yīng)從堆焊材料成分上補(bǔ)償稀釋率的影響,并從嚴(yán)格工藝參數(shù)上控制稀釋率[3]。
堆焊應(yīng)用的成功與否有時(shí)取決于內(nèi)應(yīng)力的大小和載荷應(yīng)力的類型(剪切、拉伸或壓縮應(yīng)力)。堆焊件的殘余應(yīng)力將加大或減少服役載荷產(chǎn)生的應(yīng)力,因而加大或減少堆焊層開裂的傾向。要減少殘余應(yīng)力,除對(duì)堆焊工藝采取必要的預(yù)熱、緩冷措施外,還可以從減少堆焊金屬與基材的線膨脹系數(shù)差以及改進(jìn)堆焊金屬的塑性來(lái)控制。
2.4 施焊方法與作業(yè)環(huán)境
由于磨煤機(jī)打擊輪的修復(fù)為現(xiàn)場(chǎng)堆焊,焊件形狀不規(guī)則,故只能采用手工焊條電弧堆焊。手工電弧堆焊的缺點(diǎn)是稀釋率較高,不能得到薄而均勻的堆焊層,工作條件差。為了減小稀釋率,保持電弧穩(wěn)定,使堆焊層質(zhì)量均勻,應(yīng)采用直流反接法。在保證焊縫成型的前提下,堆焊電流的選擇應(yīng)以偏小為原則,保證堆焊金屬不會(huì)被母材過(guò)度地稀釋。
3.培養(yǎng)良好的語(yǔ)文學(xué)習(xí)習(xí)慣。凡是學(xué)困生幾乎都有一個(gè)共性,那就是沒(méi)有養(yǎng)成良好的學(xué)習(xí)習(xí)慣。從課堂常規(guī)及語(yǔ)文學(xué)習(xí)的基礎(chǔ)習(xí)慣做起,根除危害學(xué)困生成長(zhǎng)的不良習(xí)慣。
3 焊接工藝評(píng)定對(duì)象
S36.5型風(fēng)扇式磨煤機(jī)材質(zhì)為ZG17CrMo55,針對(duì)其磨損特點(diǎn),選定以下幾種焊條為本次焊接工藝評(píng)定的對(duì)象:D608、D687、D707、D256、D276、D127[4]。
1)D608。D608為馬氏體合金鑄鐵,Cr4Mo4合金系統(tǒng),屬亞共晶鑄鐵型,基體為M+A殘+合金碳化物,平均HRC為50~66,具有良好的抗高應(yīng)力和低應(yīng)力磨料磨損能力,并有良好的抗壓強(qiáng)度,有一定的耐熱耐蝕和抗氧化性能。
2)D687。D687為高鉻合金鑄鐵,一般含C為1.5% ~4.0%、Cr22% ~32%,并適量加入Ni、Si、Mn、Mo、B、Co等,D687為Cr30Mn2S2Bi合金系統(tǒng),加B的D687為此類高鉻合金鑄鐵堆焊焊條中耐磨性最高的一種。
3)D707。D707為碳化鎢合金,由大量碳化物分布在金屬基體上構(gòu)成的一種堆焊合金,有很高的硬度(2 500 HV)及熔點(diǎn)(2 600℃)。當(dāng)鐵基合金為基體時(shí),堆焊組織一般為含W馬氏體鋼或含W馬氏體合金鑄鐵,因?yàn)橛懈哂捕忍蓟u顆粒存在,所以它在所有堆焊合金中的抗磨料磨損性能最高,而且具有一定的耐熱性,這種合金最適合在帶有沖擊強(qiáng)烈磨料磨損條件下工作。D707為W45MnSi4合金系統(tǒng)。
4)D256。D256為奧氏體高錳鋼堆焊合金,幾乎全部以鑄件形式應(yīng)用,由于具有較高的韌性和冷作硬化性能,堆焊層焊后硬度為HB200~HB250,這樣的堆焊層對(duì)低應(yīng)力磨料磨損耐磨性不是很好,在重沖擊時(shí)經(jīng)變形加工硬化后,表層硬度可達(dá)到HB450~HB550,耐磨性大大提高,是強(qiáng)烈沖擊條件下抗磨料磨損的良好材料。由于D256韌性高,作為大厚度的恢復(fù)尺寸堆焊,奧氏體鋼堆焊層產(chǎn)生開裂和剝落的機(jī)率小。在使用過(guò)程中,高錳鋼堆焊層會(huì)出現(xiàn)裂紋,但高錳鋼有良好的抗裂紋擴(kuò)展能力,所以這種裂紋不會(huì)影響它的使用壽命。
5)D276。D276為奧氏體高鉻錳鋼合金。為增加高錳鋼堆焊合金的耐蝕、耐熱性,在合金中加入質(zhì)量分?jǐn)?shù)為12%~15%的Cr,這種低碳鉻錳合金是A+F雙相組織,有良好的抗裂性能,合金系統(tǒng)為奧氏體高鉻錳鋼合金。由于高鉻阻止了炭化物的脆化作用,高鉻錳奧氏體鋼堆焊層的工作溫度可以高于200℃,有的可高達(dá)600℃。
6)D127。D127為低碳低合金鋼。這種合金焊后得到珠光體組織(亦包括索氏體和屈氏體),其硬度為20 HRC~38HRC,屬于2Mn4Si合金系統(tǒng)。
考慮到鑄鐵焊條和碳化鎢合金的可焊性,本次試驗(yàn)除對(duì)D608、D687、D707進(jìn)行單獨(dú)評(píng)定外,對(duì)以上3種焊條分別加D127作為過(guò)渡層焊條進(jìn)行評(píng)定,即在試板上先堆焊1層D127,再分別堆焊2層其它3種焊條。
由于風(fēng)扇磨打擊輪體積較大,對(duì)其進(jìn)行整體熱處理很難實(shí)施,因此,本次以不需熱處理為原則進(jìn)行補(bǔ)焊。對(duì)以上幾種焊條,以最低稀釋率下獲得最高的熔敷率為原則,采用直流反接法,選用較低的焊接速度、適中的焊接電流和焊接電壓。焊條使用前應(yīng)按焊條類型進(jìn)行烘干,焊條烘干規(guī)范如表2所示,每塊試板的具體焊接工藝如表3所示。
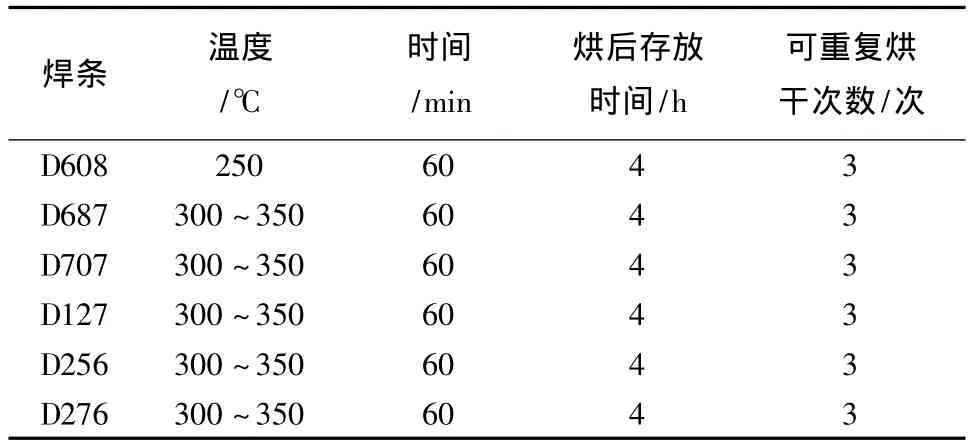
表2 焊條烘干規(guī)范
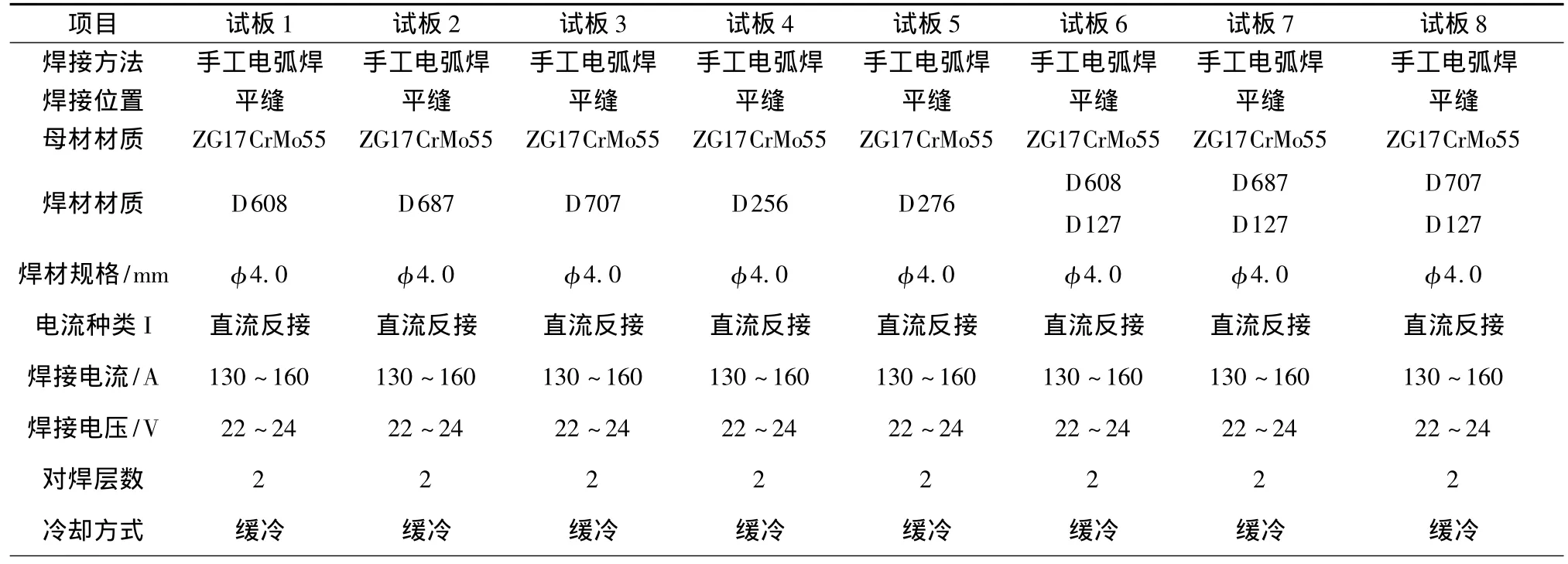
表3 焊接工藝設(shè)計(jì)

續(xù)表3
4 試板的檢驗(yàn)
對(duì)耐磨堆焊層評(píng)定試板應(yīng)做表面著色探傷、硬度測(cè)定、耐磨堆焊層接頭橫剖面宏觀金相檢查,以及堆焊層的化學(xué)成分分析。
在依據(jù)焊接工藝設(shè)計(jì)(表3)焊接的8塊試板(圖3—圖10)中,只有D256、D276未產(chǎn)生裂紋,因此,在不進(jìn)行熱處理的情況下,只有D256、D276符合要求。對(duì)這兩塊試板進(jìn)行著色探傷,未發(fā)現(xiàn)超標(biāo)缺陷,兩塊試板的接頭橫剖面宏觀金相檢驗(yàn)結(jié)果如圖11、圖12所示,金相檢驗(yàn)未發(fā)現(xiàn)焊縫存在裂紋等危害性缺陷,硬度值符合要求。兩塊試板堆焊層的化學(xué)成分分析表明,兩種焊條的稀釋率均在10%以下,符合規(guī)程要求。
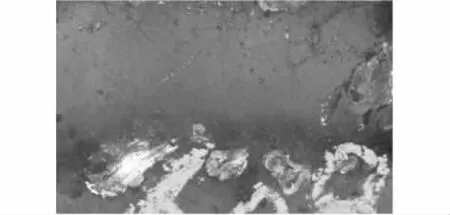
圖3 D608焊接試板
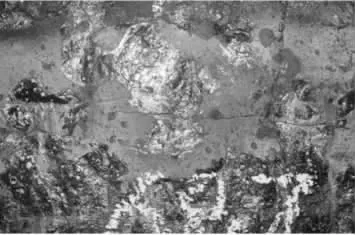
圖4 D687焊接試板
圖5 D707焊接試板
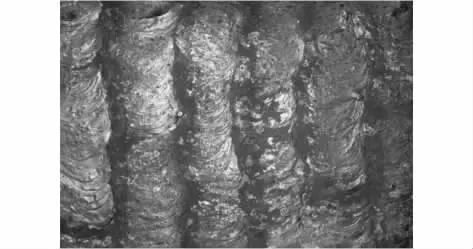
圖6 D256焊接試板
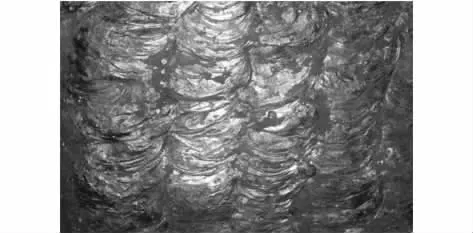
圖7 D276焊接試板

圖8 D127+D608焊接試板
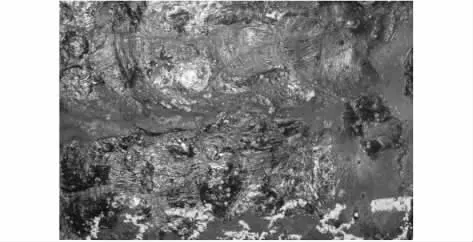
圖9 D127+D687焊接試板

圖10 D127+D707焊接試板
圖11 4號(hào)樣焊縫宏觀
圖12 5號(hào)樣焊縫宏觀
5 結(jié)論
通過(guò)對(duì)風(fēng)扇式磨煤機(jī)打擊輪工作原理及磨損方式的分析,以及對(duì)各種焊接工藝的評(píng)定,得到如下結(jié)論:
1)選擇D256、D276作為焊接材料是合理的,但考慮到D256高溫脆化的問(wèn)題,建議采用D276作為焊接材料。
2)通過(guò)評(píng)定試驗(yàn),所選焊接工藝參數(shù)能夠控制堆焊層顯微組織形態(tài)及綜合性能,此方法簡(jiǎn)單可行,可用于風(fēng)扇式磨煤機(jī)的實(shí)際堆焊修復(fù)。
3)在打擊輪修復(fù)工作中采用的舊輪表面處理工藝能夠滿足手工電弧焊對(duì)工件表面的質(zhì)量要求。
[1] 梁華,楊明忠.機(jī)械設(shè)備磨損故障的分類與鐵譜診斷的探討[J].潤(rùn)滑與密封,1995(1):20-24.
[2] 郗選金.論機(jī)械中磨損的幾種不同機(jī)理[J].機(jī)械制造與自動(dòng)化,2007(5):74-75.
[3] 馮國(guó)昌.堆焊稀釋率的影響因素和控制措施[J].焊接技術(shù),1996(1):22-23.
[4] 姜求志,王金瑞.火力發(fā)電廠金屬材料手冊(cè)[M].北京:中國(guó)電力出版社,2001.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52