臥式加工中心上采用槍鉆加工深孔的探討
2012-01-26 08:13:34段明德王學軍
時代農機 2012年5期
張 凱,段明德,王學軍
(1.河南科技大學,河南 洛陽 471003;2.第一拖拉機股份有限公司第一裝配廠,河南 洛陽 471004)
1 深孔加工的常見方式
鉆削孔深與孔徑之比大于10的孔時稱為深孔鉆削,常用加工方法有:噴吸鉆系統,單管鉆系統,槍鉆系統。其中槍鉆系統適用于小直徑,高冷卻壓力加工。
2 零件及技術要求
我公司新研發的LA3004輪式拖拉機,是國內唯一采用動力換擋的新型大馬力輪式拖拉機。其變速箱采用法國技術,其中的傳動軸要加工直徑Φ6-Φ18的深孔,其中部分孔長徑比已達到50倍徑以上,且6種零件孔徑在Φ10以下。7種花鍵軸零件的零件圖見圖1、圖2;
(1)一軸 /LA3004.37.126-1 3-Φ8孔深418/深269/深299。
(2)小錐齒輪軸/LA3004.38.102-1 Φ18 孔深475.5。
(3)動力輸出主動軸/LA3004.41.103-1 2-Φ6 孔深248.5/深 214.5。
(4)分動箱從動軸/LA3004.42.104-1 Φ6孔深116 Φ8孔深228。
(5)二軸 /LA3004.37.127-1 3-Φ8孔深 338/深 308/深260(通孔)。
(6) 三軸 /LA3004.37.128-1 2-Φ8 孔深 219.5/深208.5 Φ10孔深439.5(通孔)。
(7)副高速主動軸/LA3004.37.409-1 Φ10定位孔深18孔深 544.5(通孔)。

圖1:零件簡圖

圖2 零件簡圖
3 零件的工藝分析與設計
(1)刀具選用。根據零件結構和設計精度要求,可以看出零件孔徑較細,且長徑比較大,但精度較低,僅需保證直線度即可。因此加工考慮使用槍鉆采用整體鉆削完成。一般來說,槍鉆常用于專用槍鉆機床完成,但由于本零件新產品試制、批量問題及成本投入情況,采用在臥式加工中心上加工,節約時間,降低成本。
結合本次零件技術要求:本次10種刀具,5種導向孔鉆頭采用復合涂層硬質合金鉆頭,5種焊接硬質合金頭槍鉆均選自德國鈷領刀具公司。德國鈷領刀具有限公司集百年專業生產孔加工刀具的豐富經驗及20多年深孔加工領域的專業槍鉆制造經驗為基礎,開發出多種深孔加工領域領先技術的槍鉆系列刀具。
目前共有三種類型的槍鉆,其中EB100槍鉆為單刃整體硬質合金槍鉆,適合加工所有材料,直徑從Φ1.0~Φ8.0mm,槽長最長300mm;EB800帶可換刀片單刃槍鉆,適合加工絕大部分材料,直徑從16.0mm到40.0mm,最大總長可達3000mm;EB80槍鉆為單刃焊接硬質合金頭部槍鉆,適合加工所有材料,直徑從Φ2~Φ40.0mm,總長最長3000mm。考慮零件尺寸要求本次選用EB80槍鉆。
槍鉆頭部形式的選擇,EB80槍鉆頭部形式如圖3所示。
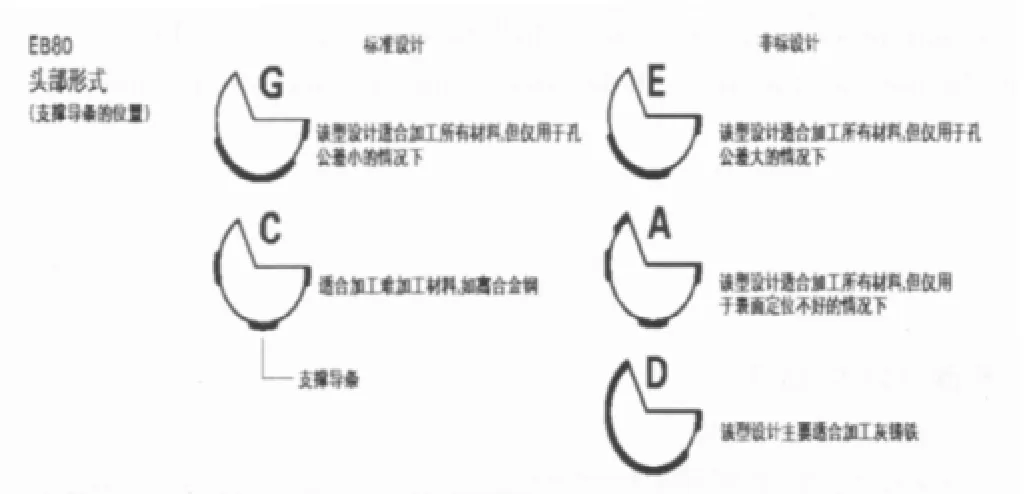
圖3 槍鉆頭部形式簡圖
根據我們加工零件的特性選用標準設計的G型
(2)機床設備。我車間使用的是日本森精機公司生產的臥式加工中心,型號是NH8000DCG,其中考慮到加工殼體類零件的深孔加工,特地增加了大壓力的中心出水水泵,壓力由標配的3.50MPa增加至6.86MPa(68.6bar),以確保加工壓力。(1MPa=10bar=10.2kgf)

圖4 槍鉆直徑與壓力關系圖
(3)夾具設計。夾具一加工四種花鍵軸:一軸、小錐齒輪軸、動力輸出主動軸、軸,夾具二加工三種花鍵軸:二軸、三軸、副高速主動軸,夾具設計思路,對有通孔的三根軸設計在一套夾具上,另外全是盲孔的零件集中在一套夾具上;方便加工,減少機床輔助時間。定位采用軸肩,在關鍵表面壓緊。一次3種零件和4種零件,以便提高效率,如圖5、圖6所示。
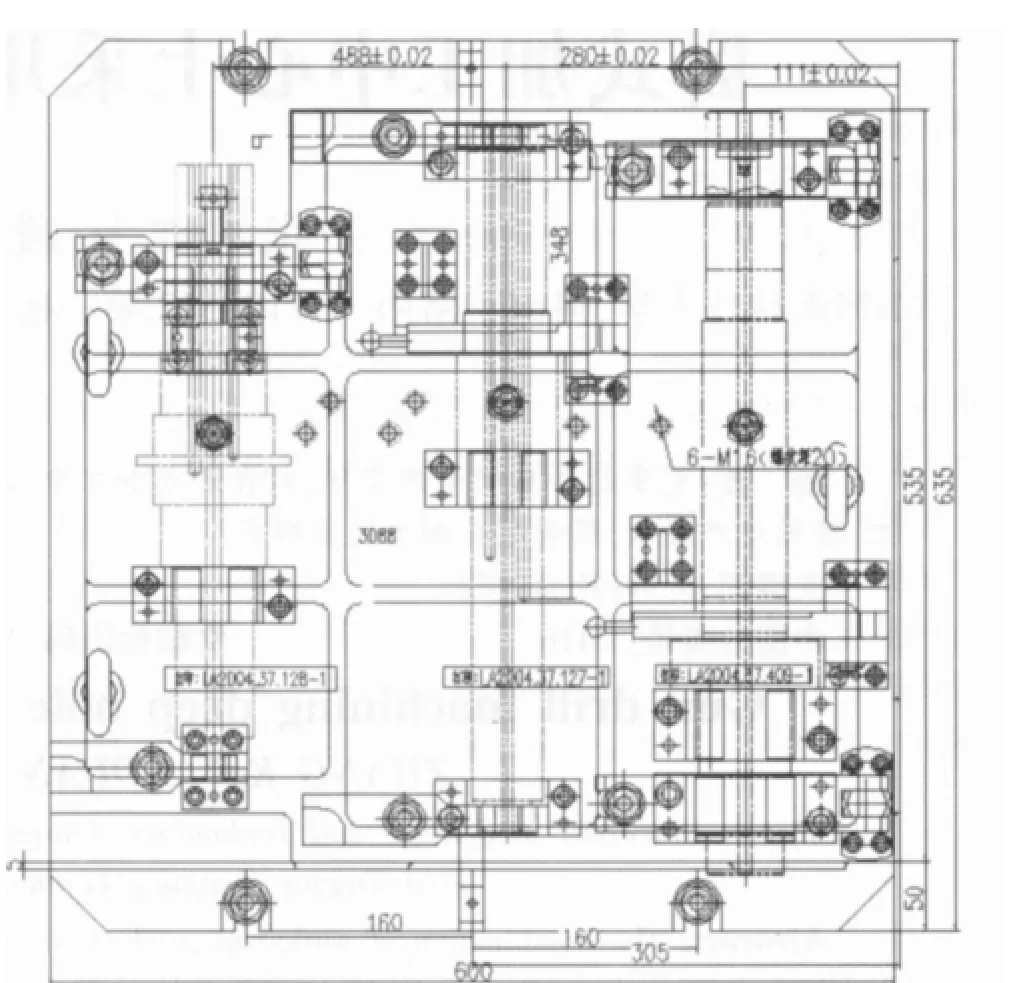
圖5 夾具簡圖
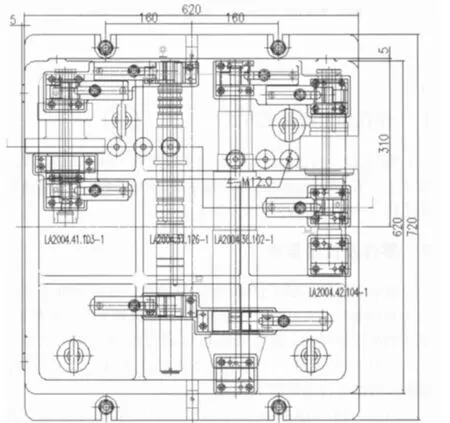
圖6 夾具簡圖
4 加工過程工藝試驗與分析
(1)采用槍鉆加工深孔時,由于批量小不設計專門的導向套,而采用預鉆孔,作為導向孔,起到導向套的作用,將導向孔鉆成比槍鉆直徑稍大+0.01至0.02mm,公差等級為H7,直徑為孔徑的2.5倍孔。該導向孔尺寸精度很關鍵,既不能比槍鉆頭小,也不能過大,實際加工中出現鈷領鉆頭損壞后采用國產鉆頭,鉆導向孔后由于精度差,預鉆孔無法起到導向作用,致使槍鉆折斷。
(2)將槍鉆進入導向孔中,當槍鉆在導向孔外面時不要旋轉槍鉆,開始切削旋轉,開始切削進給,鉆完孔后,快速返回,停在導向孔位置,停止旋轉和冷卻液從工件中抽出槍鉆,實際中由于第一次沒有經驗,先啟動主軸,速度過高,導致槍鉆一下折斷。
(3)盲孔加工時,首先進行導向孔加工,更換槍鉆后,快速進給至導向孔>1.5D處,將槍鉆頭深入預鉆孔,手動旋轉主軸,使槍鉆能夠很輕松的在預鉆孔中轉動,然后打開冷卻液,啟動主軸,開始加工,鉆到預定位置后,主軸停轉,關閉冷卻液,手動將槍鉆退出零件,將主軸回零。
(4)通孔加工時,步驟與通孔加工類似,只是在零件即將貫通的前5mm,主軸轉速和進給均需各降50%運行,等當槍鉆頭鉆出孔0.5孔徑時,主軸停轉,關閉冷卻液。
5 NC程序改進
在數控編程中深孔鉆加工一般選用G83指令,鉆頭在每次固定鉆深后都退回相同距離,以便于排屑,但在實際中因槍鉆的特殊結構和特殊的排屑特性,而采用了G01指令,通過高冷卻壓力將鐵屑從槍鉆的缺口中排出。現場中首次使用G83加工時,造成焊接槍頭回退時斷裂,而采用G01則切削平穩排屑良好,加工性良好。
通過現場實踐,在未增加專用設備的情況下我廠成功的完成了以上7種零件的深孔加工,極大地降低了成本,為加工中心加工小直徑系列孔積累了經驗,經濟適用性強,具備一定的推廣價值。
