車床變速箱中專用夾具設(shè)計(jì)
2012-01-26 08:13:32姬建梅
時(shí)代農(nóng)機(jī) 2012年5期
關(guān)鍵詞:設(shè)計(jì)
姬建梅
(新鄉(xiāng)縣技工學(xué)校,河南 新鄉(xiāng) 453731)
本夾具是用來鏜此拔叉下端覫60H12的孔,零件圖中此孔與覫25H7的孔中心距有公差要求。此工序?yàn)榇昼M、半精鏜加工,因此本工序加工時(shí)要考慮如何提高勞動(dòng)生產(chǎn)率,降低勞動(dòng)強(qiáng)度,重點(diǎn)是保證加工精度的問題。
1 夾具的設(shè)計(jì)
因?yàn)橛I25H7的孔與此孔有公差要求,所以應(yīng)以這個(gè)長通孔為主要定位基準(zhǔn)。由于鑄件的公差要求較大,利用覫60H12的孔的左側(cè)面作為輔助定位基準(zhǔn)。在小孔處采用移動(dòng)壓板對(duì)零件進(jìn)行夾緊。在覫60H12的孔旁邊有筋板的緣故,有足夠的強(qiáng)度,可以進(jìn)行直接的鏜削,能保證加工精度。圖1是固定式定位銷設(shè)計(jì)圖。
據(jù)上面所述,查參考文獻(xiàn)[1],選用固定式定位銷(長銷)穿過覫25H7的孔。由于此孔兩側(cè)面沒加工,故用定位塊進(jìn)行支承。這樣一銷一面就限制了五個(gè)自由度,最后在待加工孔下面加上一個(gè)支承釘再限制最后一個(gè)自由度,即一面兩銷定位。這樣就可以完全定位了。
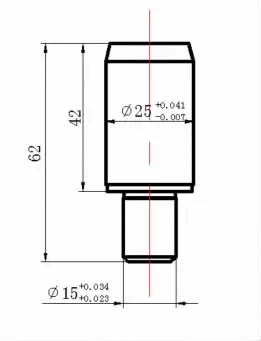
圖1 固定式定位銷(GB2203-80)
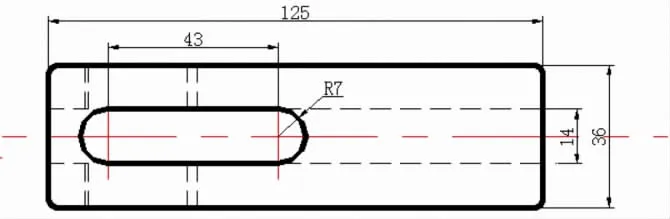
圖2 移動(dòng)壓板(GB2175-80)
夾緊元件選用壓板,由于壓板種類很多,當(dāng)選用轉(zhuǎn)動(dòng)壓板時(shí),其行程不夠,選用U型壓板又不合適,故在充分比較分析的情況下,選用移動(dòng)壓板,其夾緊可靠、操作方便,在很多地方都有用到。
根據(jù)工件受力切削力、夾緊力的作用情況,找出在加工過程中對(duì)夾緊最不利的瞬間狀態(tài),按靜力平衡原理計(jì)算出理論夾緊力。最后為保證夾緊可靠,再乘以安全系數(shù)作為實(shí)際所需夾緊力的數(shù)值,設(shè)計(jì)移動(dòng)壓板圖2所示。
在進(jìn)行銑槽加工工序時(shí),由于覫25H7和覫60H12的孔已經(jīng)加工。因此工件選擇覫25H7的孔一面與兩孔作為定位基準(zhǔn)。由一個(gè)長銷穿在覫25H7的孔加上此孔的一面就限制了五個(gè)自由度,再在覫60H12的孔中間加上個(gè)削邊銷,就把自由度限制完了。即是一面兩孔定位。本夾具主要用來粗、精銑此撥叉的槽。粗、精銑槽時(shí),槽寬有尺寸要求160+0.110mm,其深度要求為80+0.150mm,槽的左右兩側(cè)面粗糙度要求Ra3.2,底面粗糙度要求Ra6.3。本道工序僅是對(duì)槽進(jìn)行粗、精銑削加工。同樣在本道工序加工時(shí),還是應(yīng)考慮提高勞動(dòng)生產(chǎn)率,降低勞動(dòng)強(qiáng)度。同時(shí)應(yīng)保證加工尺寸精度和表面質(zhì)量。
夾緊力的方向在軸線上,與M產(chǎn)生的轉(zhuǎn)矩同軸,所以夾緊力F不需要太大,只要工件相對(duì)與夾具體沒有移動(dòng)就可以了。
2 鉆套設(shè)計(jì)
螺紋底孔的加工只需鉆削加工就能滿足加工要求。考慮到鉆套可能出現(xiàn)的磨損,故查參考文獻(xiàn),當(dāng)磨損就可更換。與其裝配的是鉆套用襯套,起固定的是鉆套螺釘。圖3是可換鉆套設(shè)計(jì)圖。
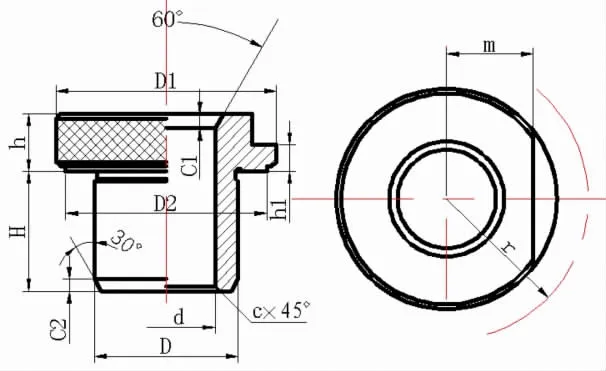
圖3 可換鉆套
鉆模板選用伸出式鉆模板,用螺釘將其連接在夾具體上。安裝前先調(diào)整好位置然后用銷定位,后用螺釘將其擰緊在夾具體上。鉆模板參見鉆孔裝配圖。
3 夾具精度分析
利用夾具在機(jī)床上加工時(shí),機(jī)床、夾具、工件、刀具等形成一個(gè)封閉的加工系統(tǒng)。它們之間相互聯(lián)系,最后形成工件和刀具之間的正確位置關(guān)系。因此在夾具設(shè)計(jì)中,當(dāng)結(jié)構(gòu)方案確定后,應(yīng)對(duì)所設(shè)計(jì)的夾具進(jìn)行精度分析和誤差計(jì)算。
由工序可知,本道工序只需鉆螺紋底孔,所以孔的精度無需考慮,只保證它垂直與中心孔就可以了。由于是立鉆,又是一面兩銷定位,在垂直方向可能存在偏轉(zhuǎn),如圖4所示。
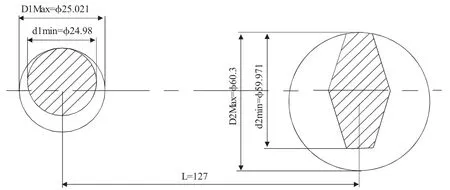
圖4 轉(zhuǎn)角誤差分析圖
5 結(jié)論
本次設(shè)計(jì)從零件的毛坯生產(chǎn)到最終成品,中間經(jīng)過了銑、鏜、鉆、攻螺紋、打毛刺等工序。因?yàn)槭谴笈可a(chǎn),工序就分得很散,中間就可省去換刀具和調(diào)試的時(shí)間。
[1]李洪.機(jī)械加工工藝手冊[M].北京:北京出版社,1996.
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
