竹粉/高密度聚乙烯復合材料性能研究
2012-01-08 10:56:25喻云水吳慶定
中南林業科技大學學報 2012年1期
周 鋼 ,喻云水 ,2,吳慶定 ,姚 靜
竹粉/高密度聚乙烯復合材料性能研究
周 鋼1,喻云水1,2,吳慶定1,姚 靜1
(1.中南林業科技大學 材料科學與工程學院,湖南 長沙 410004;2. 竹業湖南省工程研究中心,湖南 長沙 410004)
研究了竹粉/高密度聚乙烯(HDPE)復合材料的生產工藝,對其多項性能進行測試。采用雙輥開煉機進行復合材料的共混制備;熔融指數儀測定不同配比復合材料的流動性;注塑成型機制備各種標準力學性能試樣;拉力試驗機和沖擊試驗機測試力學性能。結果表明隨著竹粉含量的增加,材料熔融流動性大大降低;沖擊強度下降明顯;拉伸強度首先上升,在竹粉含量超過30%后又下降;注塑成型制品收縮率下降。
竹粉;高密度聚乙烯;復合材料;性能研究
近年來,隨著復合材料科學技術的不斷發展,采用木粉等生物質材料增強熱塑性塑料復合材料已成為21世紀新材料領域研究熱點之一[1-2]。木粉或竹粉資源豐富、價格低廉;制備復合材料時耗能少,對加工設備的損耗小;且木粉或竹粉最突出的特點就是具有生物降解性,這是其他增強材料無法比擬的優點[3-4]。以木粉或竹粉與熱塑性材料制備復合材料可以大大降低材料成本,易于被消費者接受。竹材是一種優良的高性能天然生物質材料,具有極佳的拉伸強度和彈性模量,我國竹材資源豐富,現有竹林總面積420萬hm2,竹材產量居世界第一。以竹代木,依靠科技創新拓展竹材應用領域是緩解森林木材資源貧乏、改善生態環境的有效措施。因此,竹塑復合材料的研究順應了21世紀材料發展與環境相協調的要求。利用竹粉與熱塑性塑料復合制備質優價廉的材料對促進我國各行業的發展[5-6],減輕廢舊塑料對環境造成的污染,改造傳統的竹材產業,提高附加值,具有積極的意義。開展對竹塑復合材料性能研究無疑是應用竹塑復合材料的首要工作,復合材料性能同材料處理改性方法及各組分比例的關系也是我們研究的重點內容。
1 材料與方法
1.1 實驗材料
實驗材料如表1所示。
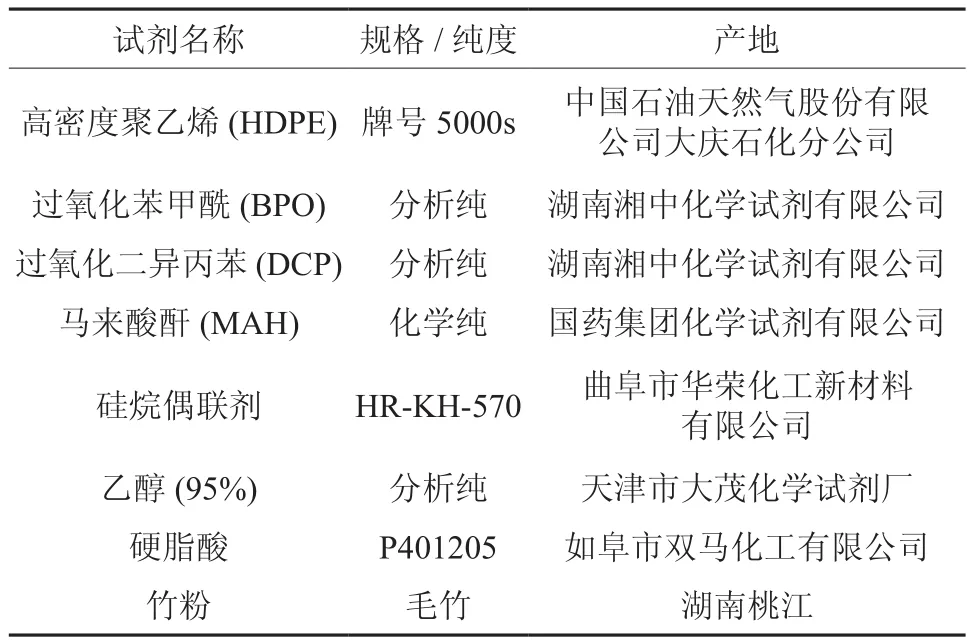
表1 實驗材料Table 1 Experimental materials
1.2 實驗儀器設備
實驗儀器如表2所示。
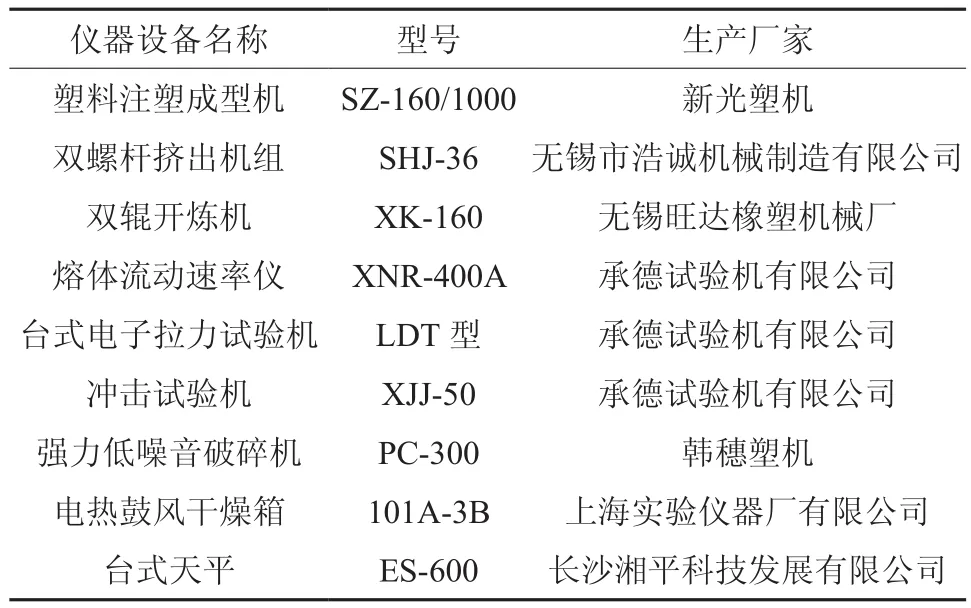
表2 實驗儀器設備Table 2 Experimental equipments
1.3 實驗方法
1.3.1 竹粉處理
竹粉過14目篩,經過蒸餾水洗滌和堿處理后在103 ℃下干燥6 h備用。
1.3.2 相容劑HDPE-g-MA的制備
將高密度聚乙烯(質量分數94.4%)、馬來酸酐(質量分數5%)和復配方引發劑(質量分數0.45% DCP和質量分數0.15% BPO)混合均勻,加入雙螺桿擠出機中,擠出機加熱段溫度控制在160~190 ℃間,經過擠出、拉絲、造粒制得馬來酸酐接枝HDPE。
1.3.3 竹塑復合材料制備
按表3配方分組制備竹粉/高密度聚乙烯復合材料。
將雙輥開煉機加熱30 min,調節雙輥間距不超過4 mm。開動開煉機,將HDPE與相容劑混勻,傾倒在雙輥之間,將混合物在開煉機上混煉熔融。待塑料顆粒熔融后,將竹粉均勻撒在塑料熔體上,并加入適量硬脂酸增塑劑,通過雙輥開煉機進行混煉、捏合,并視混煉效果隨時調整雙輥間距。直至各組分混合均勻約1 min后,趁熱用小鏟刀將混合料刮下。待冷卻后用破碎機破碎至尺寸低于5 mm的顆粒。
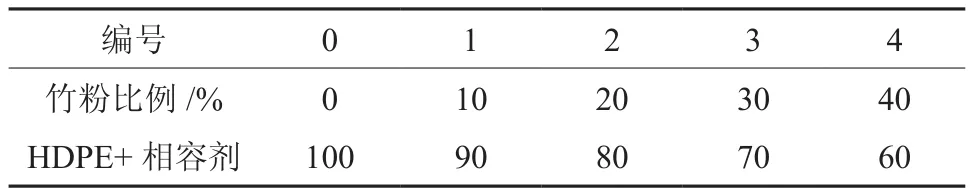
表3 竹粉/HDPE配比?Table 3 Bamboo powder/HDPE ratio
1.3.4 試樣制備
將制備的竹塑復合材料顆粒在烘箱中85 oC下干燥處理8 h,除去水分等雜質。然后采用注塑成型機加工出標準的拉伸和沖擊力學性能測試樣條。注塑成型加工溫度參數如表4所示。
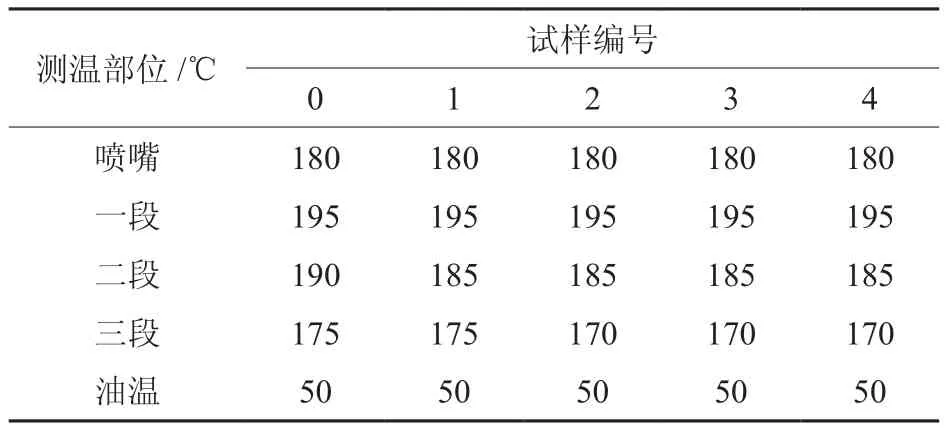
表4 注塑成型溫度參數Table 4 Temperature parameters of injection processing
1.3.5 性能測試
將試樣置于室溫中24 h后,用游標卡尺測量尺寸變化,計算試樣收縮率。
復合材料其他性能測試分別按下列標準執行:熱塑性塑料熔體流動速率,GB/T 3682-2000,負荷2 160 g,溫度190 ℃;塑料拉伸試驗方法,GB/T 1040.2-2006,拉伸速度為1.0 mm/min;塑料簡支梁缺口沖擊試驗方法,GB/T 1043-93,沖擊能量為7.5 J。
2 結果與討論
2.1 竹粉含量對復合材料熔體流動性的影響
由圖1可見,隨著竹粉含量的增加,復合材料熔體流動性大幅度的下降。擠出成型隨著竹粉含量增加而擠出困難,同樣在注塑成型加工時熔體充模困難,往往出現樣條缺料、形狀不完整的缺陷,使得竹粉添加比例難以超過40%。可以采取添加硬脂酸、聚乙烯蠟增塑劑等方法改善熔體流動性。
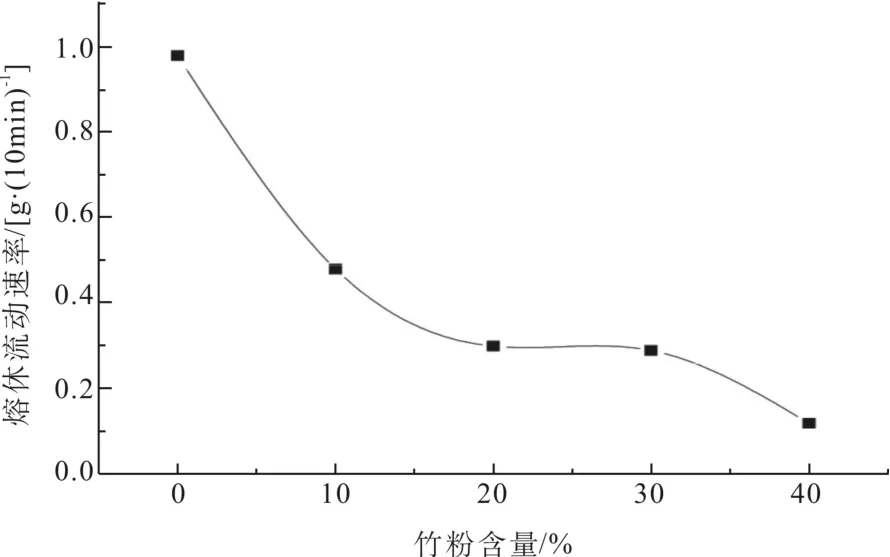
圖1 竹粉含量對復合材料熔體流動性的影響Fig. 1 Effects of bamboo powder content on melt fluidity of composites
2.2 竹粉含量對復合材料收縮率的影響
由圖2可見,隨著竹粉含量的增加,復合材料收縮率下降明顯。由于竹粉在冷卻中收縮變形不明顯,而HDPE隨熔體冷卻收縮較大,因此竹粉的存在阻礙了復合材料的收縮,致使收縮率下降。這說明隨竹粉含量增加,制品在熔融加工過程中的尺寸穩定性、尺寸精度得到提高。
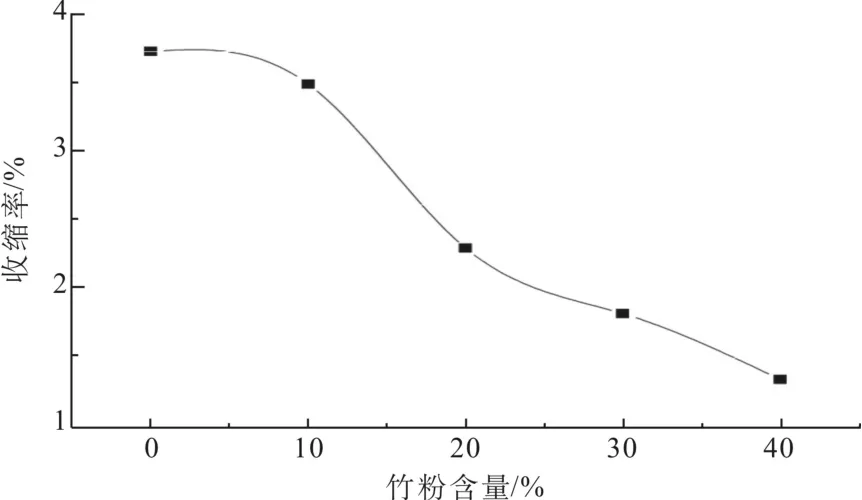
圖2 竹粉含量對復合材料收縮率的影響Fig. 2 Effects of bamboo powder content on shrinkage Percentage of composites
2.3 竹粉含量對復合材料拉伸強度的影響
由圖3可見,隨著竹粉比例增加,竹塑復合材料拉伸強度呈明顯上升趨勢,說明竹粉在HDPE基體中起到了增強體的作用。但當竹粉含量超過30%,拉伸強度下降。這是由于隨著竹粉比例上升,由于兩組分之間的界面相容性問題,導致了界面間結合力下降,致使強度下降[7]。
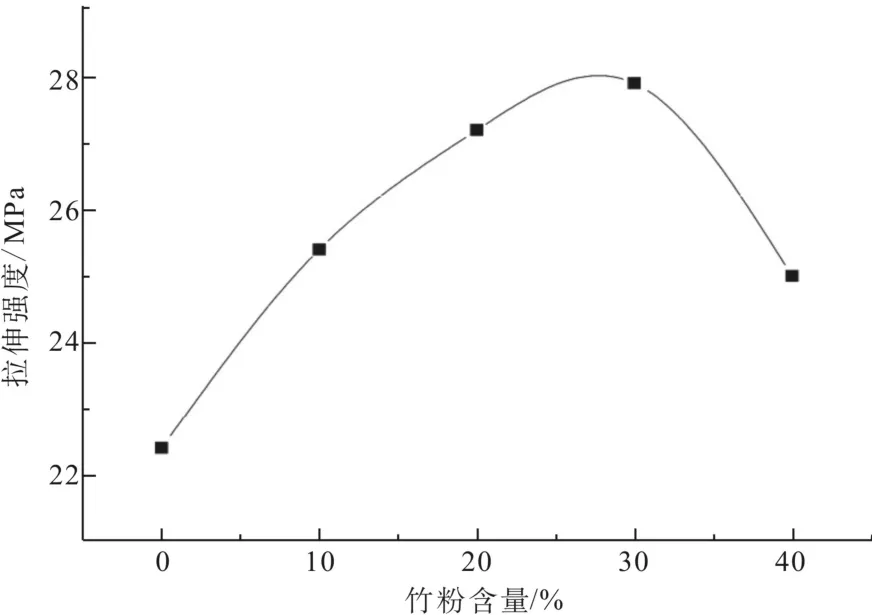
圖3 竹粉含量對復合材料拉伸強度的影響Fig. 3 Effects of bamboo powder content on tensile strength of composites
2.4 竹粉含量對復合材料沖擊強度的影響
由圖4可見,隨著竹粉含量增加,復合材料沖擊強度先呈下降趨勢。當高于20%,未超過30%時,沖擊強度下降數值維持不變,高于30%后又呈現明顯下降。認為竹粉分散在基體材料HDPE中時,由于兩相之間界面相容性并沒有達到理想的狀態,在承受沖擊破壞時,竹粉在基體材料中成為應力集中源,使得沖擊強度整體呈現下降趨勢。
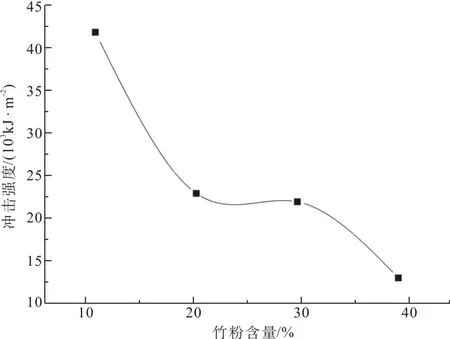
圖4 竹粉含量對復合材料沖擊強度的影響Fig. 4 Effects of bamboo powder content on impact strength of composites
3 結 論
(1)竹粉/高密度聚乙烯復合材料熔體流動性能隨竹粉含量增加而下降的趨勢明顯,致使材料加工工藝性能變差。為改善流動性,便于熱成型加工,可添加適量的硬脂酸、聚乙烯蠟等增塑劑。
(2)復合材料的注塑成型收縮率隨竹粉含量增加而下降,使得制品在熔融加工過程中的尺寸穩定性、尺寸精度得到提高。
(3)在竹粉含量低于30%時,復合材料拉伸強度隨竹粉含量增加而上升,超過30%后開始下降,這說明竹粉含量過大導致界面相容性變差,對材料拉伸強度產生較大影響。
(4)隨竹粉含量增加,復合材料沖擊強度下降較快,這是由于竹粉分散在基體材料HDPE中時,兩相之間界面相容性并沒有達到理想的狀態,在承受沖擊破壞時,竹粉在基體材料中成為應力集中源,使得沖擊強度整體呈現下降趨勢。
(5)在制備竹塑復合材料時,界面相容性問題對材料性能產生較大影響[8-9]。解決相容性的關鍵問題是如何使親水的強極性竹粉表面與疏水的非極性的塑料基體界面之間具有良好的結合力,從而使竹粉表面層與塑料基體的表面層之間達到分子級的融合。如何提高界面結合力,探索界面結合機理將是我們今后工作的主要方向。
[1] Rajeev K, Mohan K, Ramani N. Biofiber-Reinforced Polypropylene Composites[J].Polymer engineering and science,1997, 37(2): 476-484.
[2] Rana A K, Mandal A, Bandyopadhyay S. Short jute fiber reinforced polypropylene composites: effect of compatibiliser,impact modifier and fiber loading[J].Composites Science and Technology, 2003, 63(6): 801-806.
[3] 藺艷琴,揣成智.天然植物纖維增強熱塑性塑料[J].塑料,1999, 28(5): 35-38.
[4] 趙義平,劉敏江.熱塑性樹脂/植物纖維復合材料的纖維改性方法[J].中國塑料, 2001, 15(12): 17-20.
[5] 肖加余.高性能天然纖維復合材料及其制品研究與開發現狀[J].玻璃鋼/復合材料, 2000, (2): 38-43.
[6] 吳自強,唐四丁.廢舊聚丙烯回收利用技術的現狀及發展趨勢[J].再生資源研究, 2002, (1): 25-27
[7] 王 瀾,胡樂滿.提高木塑復合材料相容性的研究[J].上海塑料, 2004, (3): 32-36.
[8] 崔益華,周葉青.木纖維增強熱塑性復合材料的界面研究現狀[J].纖維復合材料, 2006, (1): 53-57.
[9] 許 民,朱 毅.木塑復合材料的表面濕潤性研究[J].林業科技, 2007, 32(3):26-29.
Study on the performance of bamboo powder and HDPE composites
ZHOU Gang1, YU Yun-shui1,2, WU Qing-ding1, YAO Jing1
(1. School of Materials Science and Engineering, Central South University of Forestry & Technology, Changsha 410004, Hunan, China;2. Hunan Provincial Engineering Research Center of Bamboo Industry, Changsha 410004, Hunan, China)
The processing technology of bamboo powder and HDPE composites was studied, and several performances of the composites were tested. The composites were prepared by blending bamboo powder with HDPE, using double-roll open mill. The melt fluidity of different ratio composite materials was measured by the fusion index instrument. Various standard mechanical property samples were made by injection forming machine. The mechanics performances of the composites samples were tested by tensile testing machine and impact testing machine. The results show that as the bamboo powder content ratio rose, the composites melt fluidity declined greatly;the impact strength dropped obviously; the tensile strength ascended at first, then it went down when the bamboo powder content ratio exceeded 30 percent, and the shrinkage percentage of injection products decreased.
bamboo powder; HDPE; composites; performance study
S784
A
1673-923X(2012)01-0113-04
2011-11-20
湖南省科技重大專項(2011FJ1006);湖南省自然科學基金項目 (09JJ6071);湖南省教育廳高校產業化培育項目(11cy027);中南林業科技大學青年基金項目(2009032B);中南林業科技大學木材科學與技術國家重點學科資助項目
周 鋼(1969—),男,江蘇徐州人,副教授,博士研究生,主要從事高分子材料與工程專業的教學及科研;
E-mail:newavi@163.com
喻云水(1964 —),男,湖南寧鄉人,教授,博士,博士生導師,主要從事木材科學與技術專業的教學及科研
[本文編校:歐陽欽]
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
當代陜西(2020年13期)2020-08-24 08:22:02
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
