紙機鋼制烘缸技術存在的問題及對策分析
2011-12-31 13:18:44劉超鋒
中國造紙學報 2011年3期
劉超鋒
(鄭州輕工業學院河南省表界面科學重點實驗室,河南鄭州,450002)
按照在工藝流程中的作用,造紙行業的鋼制烘缸可以分為造紙烘缸和熱壓缸(鑄涂烘缸)。其中,造紙烘缸用于紙機干燥部,作為紙張或毛毯的干燥設備。鑄涂烘缸作為鑄涂的關鍵裝置,專門用于生產鑄涂紙。在造紙行業,不管是造紙烘缸還是鑄涂烘缸,一百多年來的多是鑄鐵[1]材料的。鋼制烘缸的工作原理與鑄鐵烘缸相同:烘缸在運轉中,內通蒸汽將輸送的紙張烘干燙光。其工作介質可以是蒸汽或者導熱油,一般主要是蒸汽。但是,鋼制烘缸與鑄鐵烘缸的特點卻不相同。國內對鋼制烘缸技術存在問題的分析和對策的研究也不多。
1 鋼制烘缸的優點和缺點
鑄鐵烘缸需要紙機制造廠有專門的鑄造設備,鑄造過程比較復雜,使得紙廠訂購的鑄鐵烘缸受制于較長的交貨期。相比之下,從事鋼制壓力容器的機械廠更多,制造過程相對簡單,因此鋼制烘缸交貨期相對較短。與鑄鐵烘缸相比,鋼制烘缸在使用過程中的優點是:缸面光澤度更高;缸壁更薄,避免了鑄鐵烘缸的鑄造缺陷而更安全;比相同尺寸的鑄鐵烘缸的傳熱能力高,甚至能保證紙張邊緣的干燥能力;在設計壽命期內,沒有鑄鐵烘缸出現的蒸汽壓力隨著使用年限的增加而減壓運行的弊端。因此,大型鋼制揚克缸可以用于國內生活用紙的生產。對新紙機而言,傳熱量需求更少可使生產線烘缸的數量更少,可節約投資成本和空間。對現有紙機的改造而言,在安裝相同數量烘缸的情況下,由于鋼制烘缸的端蓋可以設計成平蓋的,和相同面寬的傳統鑄鐵烘缸相比,鋼制烘缸可以干燥更寬的紙張。盡管鋼制烘缸存在很多優點,但是還存在以下問題有待解決:鋼制烘缸的應用不是很廣泛,在高車速下的性能還需時間檢驗;鋼制烘缸的制造過程包含焊接,需要采取措施防止焊接接頭缺陷和消除焊接殘余變形。鋼制烘缸應用中存在的問題值得研究。
2 鋼制烘缸的選材和結構設計
鋼制烘缸屬于國內的一類壓力容器,必須遵守TSG R0004—2009《固定式壓力容器安全技術監察規程》以及GB150—1998《鋼制壓力容器》有關受壓元件材料選用的規定。其結構由缸體、與缸體焊接或螺栓連接的缸蓋(較多為無折邊球形封頭,也有平蓋)、軸頭、人孔(或手孔)等部件組成。鋼制烘缸的缸體和缸蓋材料[2],可選用Q235-B、Q235-C、Q245R、Q345R(對應于日本的SB450)等壓力容器或鍋爐用鋼。缸蓋也可由鑄鋼澆鑄而成。鋼制烘缸因為是鋼板卷焊的,大直徑的烘缸剛性較差,加上焊接殘余應力,因此需要增補加強筋。例如,為了保證缸蓋的安全,可以在缸蓋內表面沿徑向均勻布置加強筋。如果在缸體內設計加強筋,還可以強化傳熱。
鋼制烘缸的允許工作壓力由造紙工藝來確定,一般為0.1~0.8MPa,也有達到1.0MPa的。鋼制烘缸的外徑和幅面寬度是其主要規格尺寸,一般參考造紙工藝以及包括GB150—1998、ASME-VIII-1或PED等標準在內的規定來綜合考慮。鋼制烘缸的外徑越大則產量越大,外徑不同,圓柱度公差隨著公差等級的不同而不同。有關鋼制烘缸的檢查孔,有關規定指出,外徑較小時,應開設手孔;外徑較大時,則需要在缸蓋上開設人孔。此外,還必須設計兩孔(相隔180°),用于烘缸水壓試驗用的放氣孔及排水孔。鋼制烘缸的外徑越大,烘缸的平衡越困難。鋼制烘缸的幅面寬度越大,測量烘缸的圓柱度公差所需要的測量面積越大。有報道的鋼制烘缸的最大外徑和最大幅面寬度分別是9m和6m。
缸體最初的厚度按照可以承受的壓力輥負荷和壓力輥壓區的數量確定。影響鋼制烘缸厚度附加量的因素是卷板的圓度誤差、雙面焊的變形量、不超過20年的設計使用年限、設計壽命期內車磨的時間間隔及每次的車磨加工余量,主要考慮烘缸缸體為滿足生產工藝要求所需的剛度、腐蝕和磨損裕度。
3 鋼制烘缸的制造
與鑄鐵烘缸制造過程中需要鑄型和時效處理的復雜制造工序相比,鋼制烘缸的制造比較簡單。
鋼制烘鋼制造過程如下:制造缸蓋→制造缸體→缸體的質量控制→加工心軸→檢查部件→組裝部件及質量控制→試運行缸體→組裝冷凝系統→組裝軸頭→最后的無損檢測和耐壓試驗→預磨和金屬噴涂→冷熱試驗→出貨。其中,缸體制造主要包括焊制、退火、車削、磨削、精磨、拋光、電鍍、拋光、修補缺陷、拋光、電鍍、拋光、無損檢測。焊接過程容易出現缺陷,例如,惠州市鍋爐壓力容器監察檢驗所對新投用的某紙廠烘缸(設計壓力1.1MPa,腐蝕裕度2.0mm,焊縫系數0.85,材質20g和20號鋼)檢驗時發現[3],烘缸端蓋與主軸連接的角焊縫存在縱向焊接冷裂紋(最長20mm);筒體對焊區域最小厚度僅4.5mm,小于校核計算厚度。由此看出重視鋼制烘缸制造質量的意義。
鋼制烘缸的直徑越大,制造時的焊接變形越難控制;鋼板烘缸缸面材料的硬度比鑄鐵低,不一定比合金鑄鐵烘缸缸面材料耐腐蝕,尤其是紙張接觸不到的邊緣部位可能爛邊,因此,在制造工序中,需要采取保護缸面的特殊處理措施,以保證缸面達到規定的硬度、致密度和結合強度。
主要用于薄頁紙生產的內壁有溝紋和集水管的揚克烘缸可以提高干燥能力。與脆性材料鑄鐵制造的烘缸相比,不銹鋼揚克烘缸[4]在設計壽命期內可保持恒定的干燥性能,還可以避免事故。經過特殊金屬噴涂后的不銹鋼揚克烘缸表面耐磨性能、起皺效果非常好。在國外,鋼制烘缸生產廠家主要有意大利Toscotec SpA和奧地利ANDRITZ等(見表1)。表2是國內生產鋼制烘缸的情況。
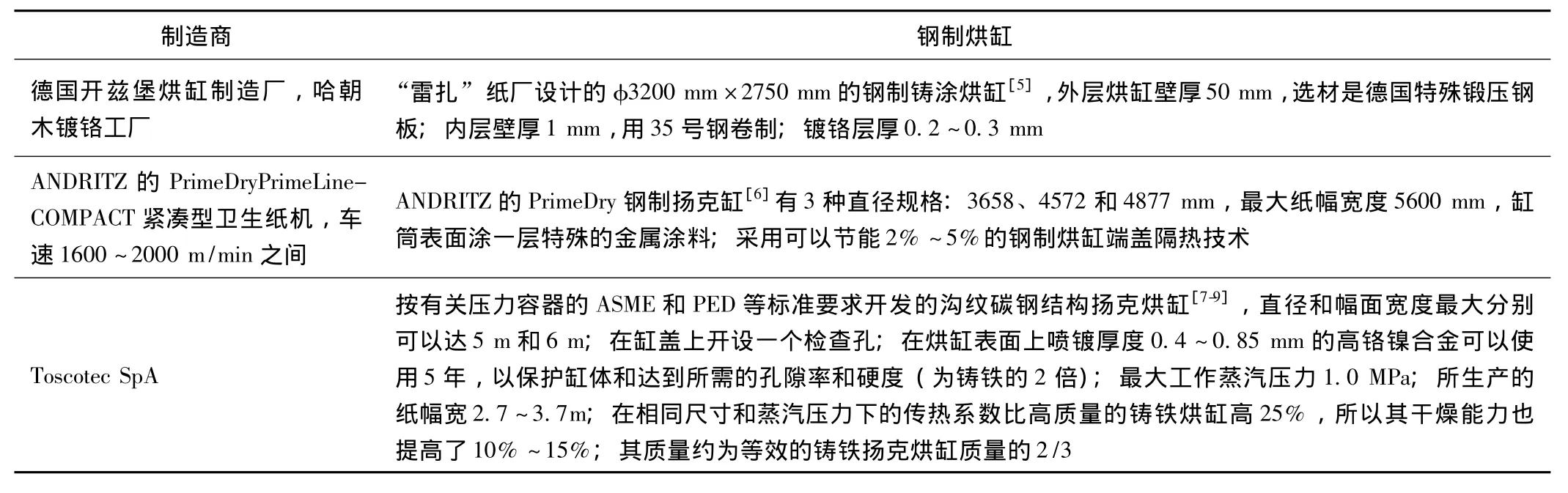
表1 國外紙機廠生產鋼制造紙烘缸的情況
4 鋼制烘缸的使用
造紙企業為了提高產量,可以對烘缸進行技術改造。措施之一是把鑄鐵烘缸改為鋼制烘缸。使用鋼制烘缸可以節省投資和能源。例如,浙江蘭溪造紙廠33t/d的紙板機,采用鋼制大直徑烘缸可減少80%的投資,1年便投產使用,使用過程中與生產同類紙相比節省蒸汽50%。鑄鐵烘缸的漏氣問題是因為密封很難。鋼制烘缸的端蓋和缸體可以采取焊接,只要焊接質量得到保證,密封就不成問題。鋼制造紙烘缸直徑4572mm(15ft)以下的有運行實例;直徑4572nm以上的高車速并且大直徑的烘缸運行實例比較少見。在國內,南方一些造紙廠以前自制的鋼制烘缸最大直徑甚至大于6m。但是,國內生產的大直徑鋼制烘缸的車速較低,而且因為烘缸表面處理技術不成熟導致耐腐蝕性能不夠,硬度提高也比較難,使缸面容易被刮刀劃出傷痕。在國外,紙機鋼制揚克缸用于衛生紙機時,車速甚至能達到2400m/min。除提高鋼制烘缸的允許車速外,國內造紙企業推廣鋼制烘缸的技術關鍵是:盡量減少紙廠定期噴涂磨缸的費用。某造紙廠一臺φ6230mm×1400mm的鋼板焊接烘缸,用時1個多月、花費3萬多元(1985年價)在工作面噴涂約2mm厚的不銹鋼。但是,此烘缸使用6年多以后,表面鍍層剝離寬35mm、長340mm、深約1mm。被迫再次進行修復,修復工藝是:停機2h使烘缸溫度降到40℃后,開始酸洗,再用清水沖刷,用鋼絲刷刷至露出金屬光澤,再用清水沖去鐵銹和污垢,待水跡干后用脫脂棉蘸丙酮洗4次,丙酮揮發后,用調好的膠料均勻涂覆在表面;用刮刀刮平;8h后基本固化,最后用細砂紙和油石磨平即可開機。投產10天后,復查情況良好。在此次修復中,所使用的中科院大連化物所配制的結構修補膠的主要成分為耐高溫環氧樹脂+橡膠型增韌劑+改性的耐高溫、高濕的芳香性固化劑+耐磨金屬粉末。國外產鋼制烘缸在紙廠的使用情況分別見表3。
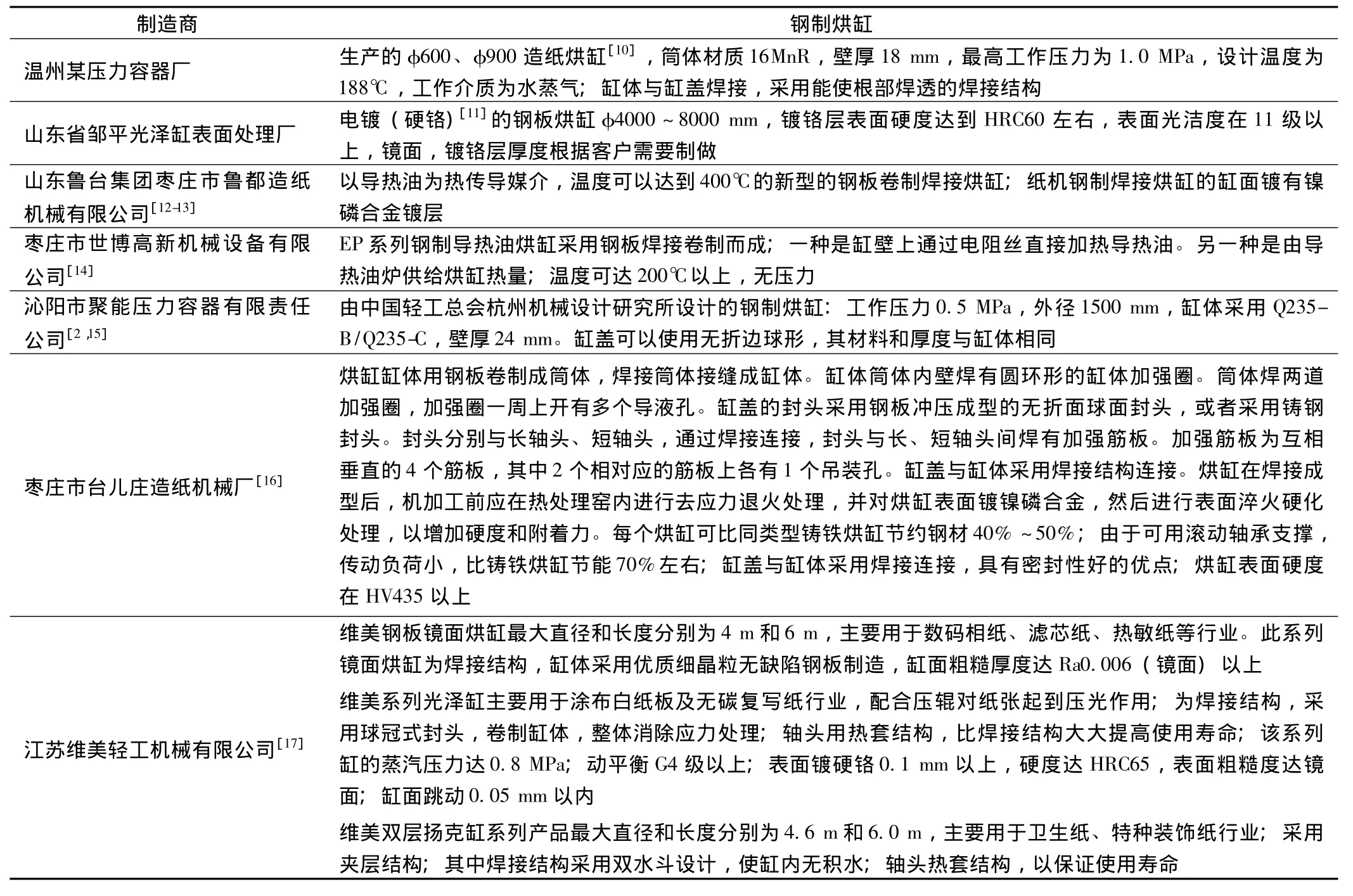
表2 國內生產鋼制造紙烘缸的情況
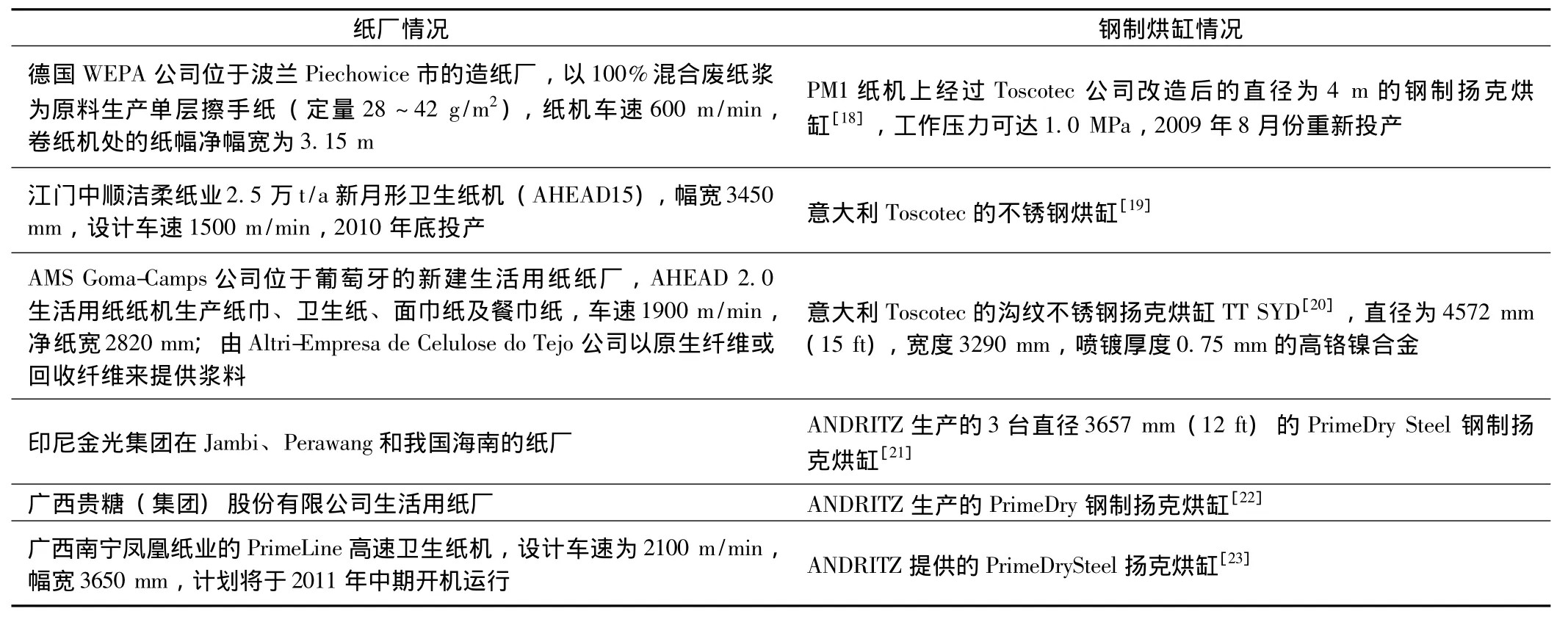
表3 國外鋼制造紙烘缸在紙廠的使用情況
5 結語
近年來,隨著生活用紙紙機車速的不斷提高,鋼制烘缸的應用逐漸增多。新投產的大型紙機上配置的高車速鋼制烘缸說明了這一點。在我國,鋼制烘缸的設計、制造和使用方面的經驗明顯不足,以下問題急需解決:
(1)造紙機用鋼制烘缸的行業規范更新較慢。建議相關部門參考紙機鑄鐵烘缸設計規定和技術條件的更新周期,研討制定紙機鋼制烘缸設計規定,及時更新紙機鋼制烘缸技術標準與要求。
(2)解決鋼制烘缸制造工序中難度比較大的缸體外表面處理成本高、性能差的問題及其他制造難題。
(3)引進國外鋼制烘缸先進技術的相關紙廠,應加強對引進設備使用性能的消化理解,提高鋼制烘缸的國產化水平,降低紙廠鋼制烘缸的采購價和維護成本。
[1]李 杰,焦 磊,王樂勤,等.大型高壓鑄鐵烘缸有限元分析與應力產生機理[J].中國造紙學報,2005,20(2):160.
[2]章春亮.造紙機用鋼制烘缸設計[J].中國造紙,2001,20(1):47.
[3]歐陽小平.碳鋼烘缸檢驗中發現的問題與對策[J].鍋爐壓力容器安全技術,2001(1):52.
[4]GB門努奇,S皮耶魯奇尼,P拉法埃利,等.用于紙機的揚克式烘缸:中國,CN101641475A[P].2010-02-03.
[5]黃德游.赴西班牙考察“薩雷歐”公司鑄涂機及赴西德參觀鑄涂烘缸加工、鍍鉻廠的報告[J].上海造紙,1987(3):33.
[6]Mirka Sireni,Klaus Gissing.經濟適用型衛生紙機[J].國際造紙,2010,29(4):28.
[7]陳海昌.鋼結構揚克烘缸[J].生活用紙,2006(20):44.
[8]特斯克的創新產品—TT-SYD鋼制揚克烘缸[J].生活用紙,2009(18):39.
[9]Luca Mignain.鋼制揚克烘缸[J].生活用紙,2009(5):37.
[10]葉德青.超聲波探傷在造紙烘缸平蓋與筒體對接焊縫檢驗中的應用[J].輕工機械,2007,25(2):73.
[11]山東省鄒平光澤缸表面處理廠[J].中華紙業,2002(3):29.
[12]尚 進,高永法.油熱式鋼制焊接烘缸:山東造紙學會第十一屆學術年會論文集[C].2006.
[13]俞德友.走出困境的創業者——記山東魯臺造紙機械集團董事長李振中[J].上海造紙,2005,36(5):6.
[14]棗莊市世博高新機械設備有限公司.EP系列鋼制導熱油烘缸[EB/OL].[2010-11-13].http://shibojixie.com/productshow.asp?id=18.
[15]沁陽市聚能壓力容器有限責任公司.鋼制烘缸[EB/OL].[2010-11-15].http://www.jnylrq.com/content.asp?id=18.
[16]馬士中,崔樹林,謝運深,等.造紙機械用焊接烘缸及生產方法:中國,CN1105079A[P].1995-07-12.
[17]江蘇維美輕工機械有限公司.江南烘缸產品系列[EB/OL].[2010-11-15].http://www.weimeijx.com/ProList.asp?BigID=4?d=83&id=207.
[18]陳祥津,譯.WEPA公司PM1衛生紙機改用鋼制揚克烘缸[J].生活用紙,2010(1):48.
[19]江曼霞,張玉蘭,周 楊.2009年生活用紙行業概況和展望[J].造紙信息,2010(8):19.
[20]生活用紙紙廠的綜合型節能技術[J].經濟導報:紙業技術,2010(2):8.
[21]ANDRITZ.世界級PM6[EB/OL].[2010-05-06].http://www.andritz.com/iss_20_cn.pdf.
[22]中國生活用紙信息網.2007年12月第六屆生活用紙企業家俱樂部會議在南寧召開[EB/OL].[2010-03-23].http://www.cnhpia.org/html/NewsDetail_1439.htm.
[23]羨羽佳.安德里茨公司為南寧鳳凰紙業提供高速衛生紙機[J].造紙信息,2010(4):68.