刨床的光學(xué)對刀方法及其在羅茨轉(zhuǎn)子加工中的應(yīng)用
2011-12-04 02:39:12劉超英董克權(quán)李廷洪成紅英
肇慶學(xué)院學(xué)報(bào) 2011年5期
劉超英,黃 鵬,董克權(quán),李廷洪,成紅英
(肇慶學(xué)院 電子信息與機(jī)電工程學(xué)院,廣東 肇慶 526061)
刨床的光學(xué)對刀方法及其在羅茨轉(zhuǎn)子加工中的應(yīng)用
劉超英,黃 鵬,董克權(quán),李廷洪,成紅英
(肇慶學(xué)院 電子信息與機(jī)電工程學(xué)院,廣東 肇慶 526061)
利用2個LED開關(guān)組成刨床的光電對刀機(jī)構(gòu).其中一只LED光電開關(guān)直接安裝在工作臺上;另一只則安裝在電機(jī)軸上,再經(jīng)過10:1的減速器連接工作臺的驅(qū)動絲杠.2只LED輸出的脈沖經(jīng)過邏輯“與”運(yùn)算之后給設(shè)備發(fā)出停止信號.這樣的刨床即可用于羅茨轉(zhuǎn)子的粗加工,也可以用于羅茨轉(zhuǎn)子的精加工.
刨床;光學(xué)對刀;羅茨轉(zhuǎn)子;加工
0 引言
由于金屬部件的切削加工要經(jīng)過若干次才能完成,因而對刀問題對于加工過程來說就顯得頗為重要.對刀是指每次加工過程起始時,確定程序加工原點(diǎn)在機(jī)床坐標(biāo)系中的相對位置,對刀點(diǎn)可以設(shè)在零件上、夾具上或機(jī)床上,對刀時應(yīng)使對刀點(diǎn)與刀位點(diǎn)重合.它類似于套色印刷,從金屬零配件的加工精度出發(fā),要求每次加工開始時刀具位置嚴(yán)格準(zhǔn)確,否則加工出來的轉(zhuǎn)子實(shí)際型線與設(shè)計(jì)型線必定有較大誤差,影響產(chǎn)品的整體技術(shù)水平[1-2].傳統(tǒng)對刀方法采用對刀塊對刀,即在工件臺固定位置上放置1個V型金屬塊,每次加工開始時,讓刀具與對刀塊對準(zhǔn).最近幾年發(fā)展起來的機(jī)電一體化技術(shù)使機(jī)械加工機(jī)床逐步實(shí)現(xiàn)了數(shù)控化,設(shè)備的生產(chǎn)效率、制造精度等綜合技術(shù)指標(biāo)也得到很大提高.本文討論了在機(jī)電一體化刨床的基礎(chǔ)上,再加裝光學(xué)對刀系統(tǒng)的刨床,從而進(jìn)一步提高設(shè)備的對刀精度和速度.
1 系統(tǒng)機(jī)械與電氣結(jié)構(gòu)
1.1 轉(zhuǎn)子型線與機(jī)械運(yùn)動
圖1是羅茨轉(zhuǎn)子的截面圖[3-4],也給出了每次加工過程中刀具的起始點(diǎn)、終止點(diǎn)和行走軌跡示意圖.下面對照圖1,說明加工過程中的主要機(jī)械運(yùn)動.
刨床的機(jī)械運(yùn)動在空間上主要有三維[5]:第一維是工件的運(yùn)動方向,沿圖1中的X方向運(yùn)動.需要說明的是,在一個加工過程中,工件隨工作臺只作單向(沿圖1箭頭方向)運(yùn)動,只有當(dāng)一個加工過程結(jié)束準(zhǔn)備下一次加工時,工件才作回程運(yùn)動,而這時就是需要對刀的時間;第二維是刀具的上下運(yùn)動,如圖1中的Y方向,主要按照切削型線作上下調(diào)整;第三維是加工過程中刀具的前后運(yùn)動,主要完成切削動作.
1.2 電氣控制與加工軌跡
利用2個電機(jī)并配合一定的減速器驅(qū)動上述X和Y方向的絲杠,再加裝一定的數(shù)字化電氣控制系統(tǒng),從硬件上就完成了從機(jī)械刨床到機(jī)電一體化刨床的改造.目前比較成熟的數(shù)字控制系統(tǒng)既可采用可編程邏輯控制器(簡稱PLC),也可以采用工業(yè)控制計(jì)算機(jī)(簡稱工控機(jī)).由于本系統(tǒng)對應(yīng)的羅斯真空轉(zhuǎn)子加工數(shù)字計(jì)算量比較復(fù)雜,故選擇工控機(jī)為數(shù)控主要部件.
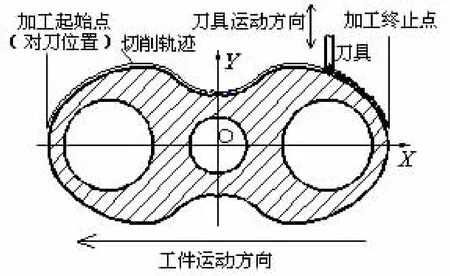
圖1 加工過程中工件與刀具運(yùn)動示意圖
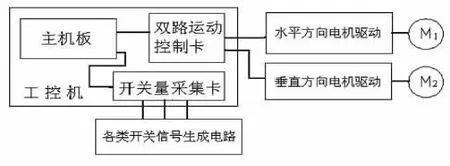
圖2 刨床的數(shù)字化電氣控制系統(tǒng)邏輯框圖
在工控機(jī)內(nèi)部插入專用電機(jī)運(yùn)動控制卡,控制卡選用研華科技公司的PCL-839+,該卡具有2個獨(dú)立的控制通道,廣泛用于電機(jī)控制系統(tǒng).從控制卡輸出到電機(jī)驅(qū)動器,由電機(jī)驅(qū)動器驅(qū)動電機(jī).圖2給出了數(shù)字化電氣控制系統(tǒng)的邏輯框圖,電機(jī)M1用于X方向的絲杠驅(qū)動,電機(jī)M2用于Y方向絲杠的驅(qū)動.其中開關(guān)量采集卡采集外部輸入的各類脈沖信號,完成刀具前進(jìn)、后退及對刀動作的控制.
根據(jù)轉(zhuǎn)子的型線(外部橫切輪廓線),利用AutoCAD生成加工代碼數(shù)組,如圖3所示.其中圖3(a)中的X和Y數(shù)組就是工件和刀具每步動作的軌跡;圖3(b)中的X及Y值代表當(dāng)前的加工位置.
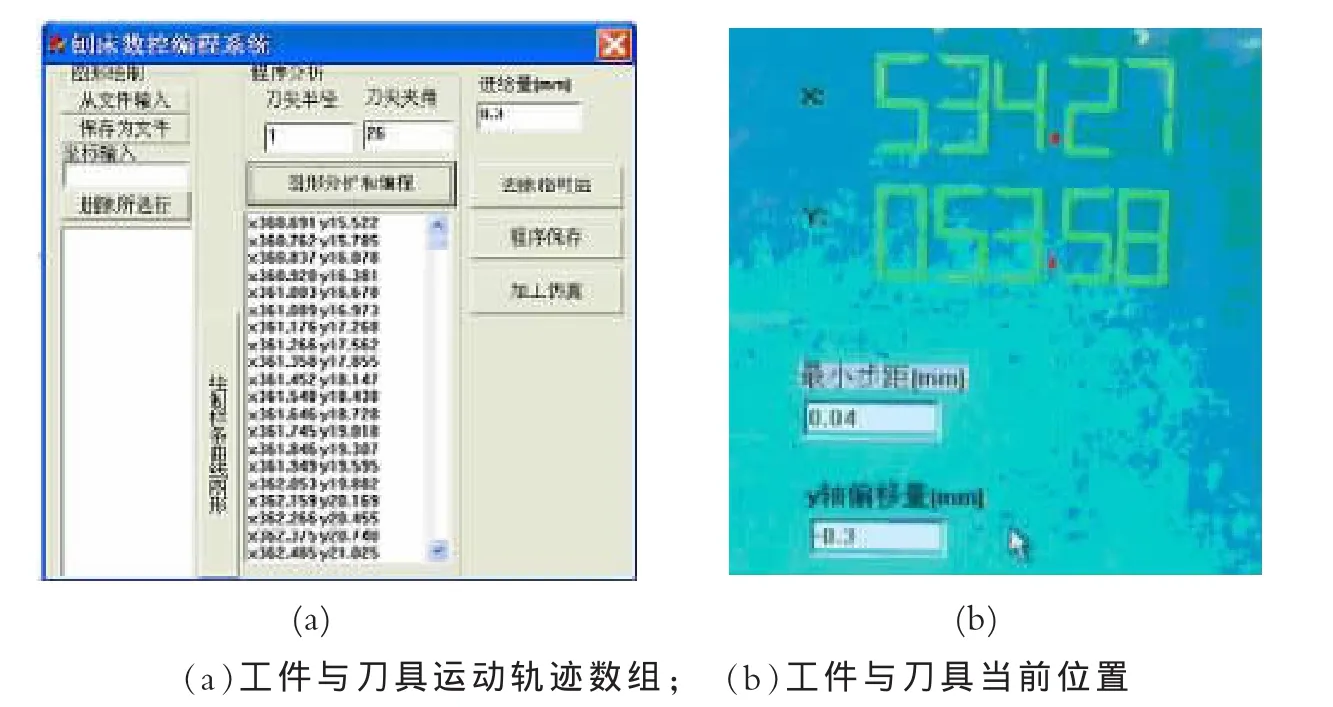
圖3 工件與刀具運(yùn)動軌跡指示圖
2 光學(xué)對刀原理
2.1 基本光電開關(guān)與對刀原理
利用1只LED發(fā)射管和1只LED接收管就可以組成1個光電開關(guān).根據(jù)LED發(fā)射管和LED接收管的位置,光電開關(guān)可分為分體式和一體式2種.分體式光電開關(guān)的LED發(fā)射管和LED接收管放置在物體的兩邊,靠物體遮擋光線與否產(chǎn)生電脈沖;一體式光電開關(guān)的LED發(fā)射管和LED接收管放置在一起,靠前面物體對光線的反射或無反射與否產(chǎn)生電脈沖.本項(xiàng)目選用2只一體式光電開關(guān)進(jìn)行光學(xué)對刀.
將1只光電開關(guān)安裝在工作臺滑枕上,當(dāng)工作臺帶動工件運(yùn)動到適當(dāng)位置時,恰好產(chǎn)生反射,LED光電開關(guān)給出高電平脈沖P2,該脈沖作為開關(guān)量輸入給工控機(jī),工控機(jī)發(fā)出指令使工作臺運(yùn)動停止,從而達(dá)到對刀的目的.
這樣簡單的光電對刀方法精度很低,原因是LED光斑的直徑限制了對刀精度,如果LED光斑的直徑為2 mm,其對刀精度只能大于2 mm.另外,反射脈沖出現(xiàn)的時間受環(huán)境影響比較大.
為提高對刀精度,將另外1只光電開關(guān)放置在電機(jī)與減速器的連接軸附近,放置方法如圖4所示.在聯(lián)軸器上焊接1個反射條,該反射條隨電機(jī)一起轉(zhuǎn)動,電機(jī)每轉(zhuǎn)動1圈反射條經(jīng)過光電開關(guān)1次,產(chǎn)生1個脈沖P1.由于電機(jī)是經(jīng)過10:1減速器再連接工作臺驅(qū)動絲杠的,相當(dāng)于絲杠每轉(zhuǎn)動1蛐10轉(zhuǎn),生成1次P1.利用P1和P2,并經(jīng)過適當(dāng)邏輯運(yùn)算,就可以實(shí)現(xiàn)高精度對刀.
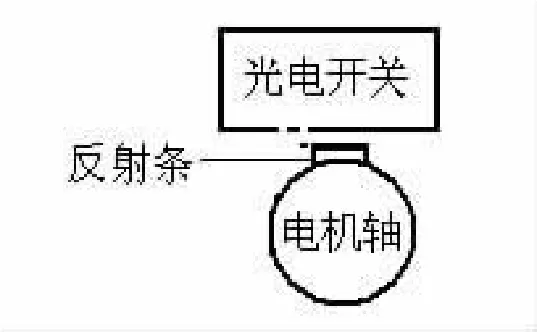
圖4 對刀脈沖產(chǎn)生的方法
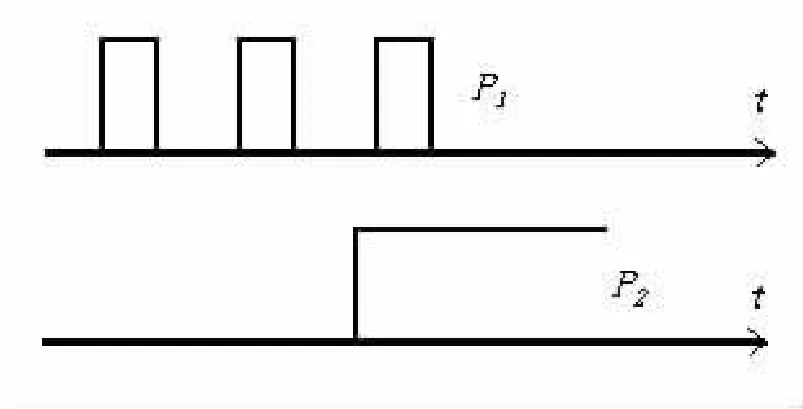
圖5 脈沖P1和P2邏輯關(guān)系
2.2 對刀邏輯
P1和P1之間在生成的時間方面沒有邏輯關(guān)系,它們的輸出通過一定的邏輯運(yùn)算用于產(chǎn)生對刀信號.現(xiàn)在分析對刀信號的產(chǎn)生邏輯與過程:無論工作臺在什么位置,電機(jī)每旋轉(zhuǎn)1周,P1就產(chǎn)生1次.我們希望只有工作臺到達(dá)對刀位置時,電機(jī)才停止旋轉(zhuǎn).也就是當(dāng)P2出現(xiàn)時,再出現(xiàn)P1時電機(jī)才停止旋轉(zhuǎn).經(jīng)過上述分析,得到電機(jī)停止邏輯值T與P1和P2的真值表(見表1).
根據(jù)表1,不難得到T與P1和P2的邏輯關(guān)系為
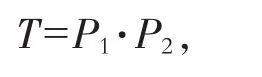
其中,符號“·”代表邏輯“與”運(yùn)算.
通過工控機(jī)開關(guān)量采集卡把脈沖P1和P2采集回來,經(jīng)過適當(dāng)運(yùn)算后實(shí)現(xiàn)對刀.需要指出的是,該停止信號只在產(chǎn)生工作臺回程對刀時起作用,工作臺前進(jìn)時不起作用.
對刀精度計(jì)算:工作臺驅(qū)動絲杠螺距為5 mm,電機(jī)經(jīng)過10:1齒輪減速器驅(qū)動絲杠,電機(jī)每旋轉(zhuǎn)1周產(chǎn)生1個脈沖P1,對應(yīng)工件移動0.5 mm.也就是相鄰的2個P1之間的時間恰好是工作臺行走0.5 mm所使用的時間,對刀精度小于0.5 mm.
為提高對刀精度,還可以采用增加電機(jī)聯(lián)軸器反射條的方法.例如:在電機(jī)聯(lián)軸器均勻地焊接4個反射條,這時對刀精度可以達(dá)到0.125 mm.在一臺固定刨床上,由于工作臺每次前進(jìn)或回程都有較好的一致性,而對刀是指刀具與工件之間在每次加工前的相對位置,因此用1個反射條就已經(jīng)能夠達(dá)到加工精度要求.
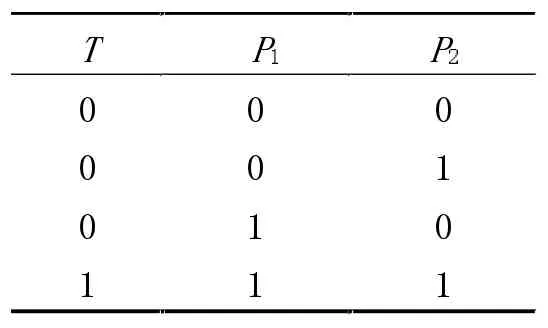
表1 T與P1和P2的關(guān)系真值表
3 結(jié)束語
鑄造的羅茨轉(zhuǎn)子毛坯要經(jīng)過幾次粗加工和1次精加工切削才能最后成型,對刀是每次加工開始時刀具與工件相對位置的確定,對刀的準(zhǔn)確性直接影響工件最后的加工精度.在傳統(tǒng)機(jī)械刨床上加裝2個LED光電開關(guān),可以實(shí)現(xiàn)刨床重復(fù)切削加工過程中的精確對刀.
一個LED光電開關(guān)直接測量工作臺的位置,相當(dāng)于粗測位置;另一個LED光電開關(guān)測量10:1減速器輸入軸的旋轉(zhuǎn)周數(shù),相當(dāng)于將位置的運(yùn)動放大10倍之后再進(jìn)行測量,屬于精測位置.兩者經(jīng)過邏輯“與”運(yùn)算后給控制系統(tǒng)發(fā)出對刀信號.這樣的光學(xué)對刀方法具有對刀速度快、精度高的優(yōu)點(diǎn).
[1]蔡善樂,馬志宏.數(shù)控車床手工螺紋對刀[J].機(jī)床與液壓,2004(9):177-178.
[2]吳德林.數(shù)控車床的對刀原理及對刀方法[J].機(jī)械制造,2006,44(8):47-50.
[3]劉坤,巴德純,常學(xué)森,等.圓弧包絡(luò)線在羅茨轉(zhuǎn)子型線設(shè)計(jì)中的應(yīng)用[J].真空,2007(1):14-17.
[4]賈兆誠.羅茨真空泵圓弧短幅外擺線等移距線型轉(zhuǎn)子的工藝性[J].真空科學(xué)與技術(shù)學(xué)報(bào);1981(4):38-40.
[5]王鳳蘭,沙玉章.雙向刨削牛頭刨床的機(jī)構(gòu)創(chuàng)新設(shè)計(jì)[J].機(jī)械設(shè)計(jì),2007(1):48-49.
Method of Optoelectronic Planer Tool Preset and Its Application in Roots Type Rotor Manufacture
LIU Chaoying,HUANG Peng,DONG Kequan,LI Tinghong,CHENG Hongying
(College of Electronic Information and Mechantronic Engineering,Zhaoqing University,Zhaoqing,Guangdong 526061,China)
Using two LED switches,an optoelectronic planer tool preset machinery was designed.One of the LED switch was directly located on the operation table,and another one was located on the axis after it times 10 of the main driven screw.These two output pulses together gave a stop signal to the machine after a logical AND operation.The planer could be used for roots type rotor manufacture both in rough process and in fine process.
planer;optical tool preset;roots type rotor;manufacture
TH131,TB752
A
1009-8445(2011)05-0025-03
2011-05-09
肇慶市產(chǎn)、學(xué)、研合作專項(xiàng)基金資助項(xiàng)目(2007G006)
劉超英(1960-),男,陜西三原人,肇慶學(xué)院電子信息與機(jī)電工程學(xué)院教授.
(責(zé)任編輯:陳 靜)