張力控制系統(tǒng)與卷徑計(jì)算
2011-11-18 08:02:40李宏偉高朝波
重型機(jī)械 2011年4期
徐 江,劉 峰,李宏偉,高朝波
(中國重型機(jī)械研究院有限公司,陜西 西安 710032)
同理,卷取機(jī)的瞬時(shí)卷徑
1 張力控制的必要性
張力是線材、帶材在生產(chǎn)過程中形成的表面拉伸力。在軋機(jī)、鍍鋅線、彩涂線、剪切線等板帶材的延伸處理中,生產(chǎn)線的速度都很高,需要對帶鋼的張力進(jìn)行準(zhǔn)確的控制與及時(shí)的調(diào)節(jié)。合理的張力控制可以穩(wěn)定傳送帶鋼,防止材料變形,確保尺寸精度。如果鋼帶張力比較小,帶材和輥?zhàn)又g的摩擦力減小,就會產(chǎn)生打滑,不能保證帶鋼在生產(chǎn)線的中心線上運(yùn)行,而會產(chǎn)生跑偏,引起刮傷邊部、斷帶等。張力不合適,還會使帶鋼產(chǎn)生褶皺,拉伸變形。開卷張力不合適,硬卷發(fā)生松動(dòng),形成喇叭狀,影響鋼帶沿著中心線前行。卷取張力不合適,鋼卷造成塌卷,或卷取翹邊、鼓起等缺陷,鋼卷再次打開時(shí)產(chǎn)生嚴(yán)重的邊浪或中部波浪。因此,張力控制是十分必要的。
2 張力控制的方法
張力控制的根本目的是實(shí)際張力值等于設(shè)定值。張力控制可以通過兩個(gè)方法來實(shí)現(xiàn),一是通過電機(jī)轉(zhuǎn)速實(shí)現(xiàn)(張力閉環(huán)速度控制),二是通過控制電機(jī)輸出轉(zhuǎn)矩來實(shí)現(xiàn)(張力開環(huán)轉(zhuǎn)矩控制和張力閉環(huán)轉(zhuǎn)矩控制)。
2.1 張力閉環(huán)速度控制
在張力閉環(huán)速度控制模式下,首先由線速度和輥?zhàn)拥木韽綄?shí)時(shí)計(jì)算出頻率指令,然后通過張力檢測裝置反饋的張力信號與張力設(shè)定值構(gòu)成PID閉環(huán),調(diào)整變頻器的實(shí)際頻率,控制原理如圖1所示。
根據(jù)線速度v=πDn/i,轉(zhuǎn)速n=60f(1-s)/p,得出

式中,v為線速度;n為轉(zhuǎn)速;s為轉(zhuǎn)差率;D為卷徑;i為齒輪傳動(dòng)比;p為電機(jī)極對數(shù);f為變頻器實(shí)時(shí)頻率;f理論為理論計(jì)算值;Δf為PID修正值。
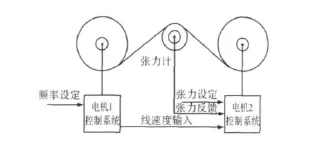
圖1 張力閉環(huán)速度控制系統(tǒng)Fig.1 Close-loop speed control system of tension
這種控制模式下變頻器的PID調(diào)節(jié)性能好,系統(tǒng)才能容易穩(wěn)定,否則系統(tǒng)就會震蕩、不穩(wěn)定。
2.2 張力開環(huán)轉(zhuǎn)矩控制
張力開環(huán)轉(zhuǎn)矩控制模式下,無需張力檢測反饋裝置就可以獲得更為穩(wěn)定的張力控制效果,但變頻器需選擇閉環(huán)矢量控制方式,必須安裝測速電機(jī)或編碼器,以便對電機(jī)的轉(zhuǎn)速做精確測量反饋,控制原理如圖2所示。
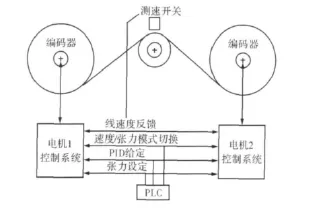
圖2 張力開環(huán)轉(zhuǎn)矩控制系統(tǒng)Fig.2 Open-loop torque control system of tension
電機(jī)轉(zhuǎn)矩

式中,F(xiàn)為張力設(shè)定值。
電機(jī)的轉(zhuǎn)矩計(jì)算出來后,用來控制變頻器的電流環(huán),這樣就可以控制電機(jī)的輸出轉(zhuǎn)矩。該控制多用在對張力精度要求不高的場合。
2.3 張力閉環(huán)轉(zhuǎn)矩控制
張力閉環(huán)轉(zhuǎn)矩控制是在張力開環(huán)控制的基礎(chǔ)上增加了張力反饋閉環(huán)調(diào)節(jié)。通過張力檢測裝置反饋張力信號與張力設(shè)定值構(gòu)成PID閉環(huán)調(diào)節(jié),調(diào)整變頻器輸出轉(zhuǎn)矩指令,可以獲得更高的張力控制精度。其張力計(jì)算與開環(huán)控制相同,控制原理如圖3所示。
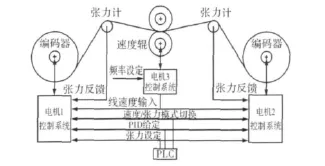
圖3 張力閉環(huán)轉(zhuǎn)矩控制系統(tǒng)Fig.3 Close-loop torque control system of tension
不論采用張力開環(huán)模式還是閉環(huán)模式,在系統(tǒng)加、減速的過程中,需要提供額外的轉(zhuǎn)矩用于克服整個(gè)系統(tǒng)的轉(zhuǎn)動(dòng)慣量(動(dòng)態(tài)補(bǔ)償)。如果不加補(bǔ)償,將出現(xiàn)收卷過程加速時(shí)張力偏小,減速時(shí)張力偏大,放卷過程加速時(shí)張力偏大,減速時(shí)張力偏小的現(xiàn)象。
3 卷徑計(jì)算
從張力控制方法可知,無論是在速度模式還是轉(zhuǎn)矩模式下,都需要知道卷筒的卷徑,卷徑的計(jì)算是張力控制的一個(gè)關(guān)鍵內(nèi)容。在生產(chǎn)過程中,開卷機(jī)的卷徑是在不斷變小,卷取機(jī)的卷徑是在不斷變大,因此轉(zhuǎn)矩必須隨著卷徑的變化而變化,才能獲得穩(wěn)定的張力。可見卷筒的瞬時(shí)卷徑計(jì)算是必需的。
卷徑計(jì)算有兩種途徑:一種是通過PLC計(jì)算好的卷徑直接傳送給變頻器;另一種是變頻器自己運(yùn)算獲得。矢量控制的變頻器都具有卷徑計(jì)算功能,生產(chǎn)中大多數(shù)都是通過變頻器自己運(yùn)算獲得。這樣可以減少PLC程序的復(fù)雜性和調(diào)試難度、降低成本。在實(shí)際應(yīng)用中,卷徑計(jì)算的主要方法有三種。
3.1 速度、厚度設(shè)定方式
速度、厚度設(shè)定方式原理如圖4所示。

圖4 速度、厚度設(shè)定方式Fig.4 Setting mode of speed and thickness
以線速度放卷、收卷厚度為h的材料時(shí),卷徑D如式(5)所示。
2017年,哈電電機(jī)簽訂幾內(nèi)亞蘇阿皮蒂4臺11.25萬千瓦混流式水輪發(fā)電機(jī)和印尼明古魯兩臺11.5萬千瓦空冷汽輪發(fā)電機(jī)項(xiàng)目合同。2018年,相繼中標(biāo)巴西伊利亞和朱比亞EPC改造項(xiàng)目、秘魯圣加旺Ⅲ兩臺10.465萬千瓦沖擊式水輪發(fā)電機(jī)主機(jī)設(shè)備合同以及巴基斯坦SK項(xiàng)目。

開卷機(jī)的瞬時(shí)卷徑

同理,卷取機(jī)的瞬時(shí)卷徑

式中,Dmin(收卷)和Dmax(放卷)為初始直徑設(shè)定;v為平均速度。
根據(jù)經(jīng)過時(shí)間,卷徑D可由(5)、(6)式自動(dòng)算出。
3.2 速度檢測方式
速度檢測方式原理如圖5所示。
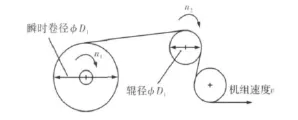
圖5 速度檢測方式Fig.5 Mode of speed detection
由于帶材各點(diǎn)的線速度相同,不考慮打滑,相同時(shí)間內(nèi),經(jīng)過的帶材長度也是相同的,根據(jù)線速度v=πDn/i,得出
機(jī)組速度

式中,D1,n1,i1分別為開卷機(jī)或卷取機(jī)的瞬時(shí)卷徑、所對應(yīng)的電機(jī)的轉(zhuǎn)速、機(jī)械速比,D2,n2,i2分別為工作輥的輥徑、電機(jī)轉(zhuǎn)速、速比。轉(zhuǎn)速可從傳動(dòng)電機(jī)的編碼器讀出,所以
瞬時(shí)卷徑

由式(8),即使不知道帶材厚度、初始卷徑,也可計(jì)算出卷徑。但是在實(shí)際應(yīng)用中,張力開始時(shí)需要設(shè)置初始卷徑。當(dāng)系統(tǒng)運(yùn)行速度較低時(shí),帶材線速度和變頻器輸出頻率都較低,較小的檢測誤差就會使卷徑計(jì)算產(chǎn)生較大的誤差,所以要設(shè)定一個(gè)最低線速度,當(dāng)帶材線速度低于此值時(shí)卷徑計(jì)算停止,卷徑當(dāng)前值保持。變頻器矢量控制方式下,大多都使用這種方法進(jìn)行卷徑計(jì)算。
3.3 累積厚度檢測方式
累積厚度檢測方式原理如圖6所示。
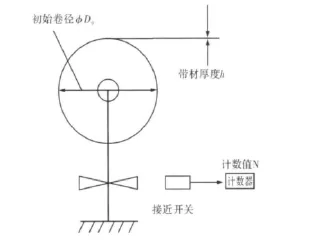
圖6 累積厚度檢測方式Fig.6 Detection mode of cumulating thickness
設(shè)置接近開關(guān),檢測旋轉(zhuǎn)角度,可在卷筒軸上設(shè)置鐵塊,卷筒每旋轉(zhuǎn)一圈,鐵塊接近2次,接近開關(guān)發(fā)生的脈沖數(shù)進(jìn)行計(jì)數(shù),根據(jù)該累計(jì)數(shù)N和初始半徑,自動(dòng)計(jì)算當(dāng)前的半徑。

4 結(jié)論
(1)張力控制的實(shí)現(xiàn)方法多種多樣,但形式相近,根據(jù)其使用設(shè)備的工藝和精度要求,選擇適當(dāng)?shù)姆椒ň涂梢允股a(chǎn)線張力控制平穩(wěn),達(dá)到控制要求。
(2)卷徑計(jì)算是穩(wěn)定張力控制必需的,隨著卷徑的變化,控制電機(jī)的轉(zhuǎn)矩發(fā)生相應(yīng)的增加和減小,這樣才能實(shí)現(xiàn)穩(wěn)定的開卷、卷取張力,順利地進(jìn)行生產(chǎn)。
[1] 曾光,陳曉鋒.連續(xù)熱鍍鋅線的張力控制[J].鞍鋼技術(shù),2005(4):20-23.
[2] 許秀飛.鋼帶熱鍍鋅技術(shù)問答[M].北京:化學(xué)工業(yè)出版社,2007.
[3] 王志為.淺談冷軋機(jī)電氣控制中的張力控制[J].機(jī)械工程與自動(dòng)化,2007(1):142-144.
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
防爆電機(jī)(2020年3期)2020-11-06 09:07:42
測控技術(shù)(2018年5期)2018-12-09 09:04:50
電子制作(2017年7期)2017-06-05 09:36:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
自動(dòng)化博覽(2014年12期)2014-02-28 22:34:39
