全連續冷連軋機組活套設計
2011-11-18 08:02:20錢廣闊劉銀娟
重型機械 2011年4期
錢廣闊,謝 磊,劉銀娟,高 娟,張 凱
(中國重型機械研究院有限公司,陜西 西安 710032)
1 前言
帶鋼,以保證在焊機焊接帶鋼的同時,還能夠向軋機提供帶鋼,保證軋機生產連續穩定。
2 活套設備的組成及工藝過程
活套設備分為立式活套和水平活套,在全連續軋制機組中多采用水平活套,水平活套設備組成及工藝過程如圖1所示。

圖1 活套設備組成及工藝過程示意圖Fig.1 Diagram of looper composition and process
全連續軋制是指將酸洗后的熱軋帶鋼在進入軋機前由焊機將兩根帶鋼的頭部和尾部焊接在一起,形成一根無限長的帶鋼,這樣軋機只需穿帶一次就可連續不斷的軋制下去,從而省去了常規軋制穿帶和甩尾的過程,大大提高了生產效率。活套設備在全連續軋制中必不可少,其作用是儲存
圖 1中 ABH1、ABH2為 1#、2#開卷機;RT1、RT2為1#、2#五輥矯直機;QS1、QS2為1#、2#橫剪;SM 為焊機;S1、S2、S3、S4為1#、2#、3#、4#張力輥組;1SJ、2SJ為1#、2#雙糾偏裝置;1J、2J、3J、4J為 1#、2#、3#、4#單糾偏裝置;BW1、BW2為1#、2#活套小車;WD1、WD2為1#、2#卷揚機;1TOR1~1TOR15為1#活套擺動門;2TOR1~2TOR15為2#活套擺動門;T1~T15為托輥。
2.1 設備組成
水平活套主要由活套小車、活套擺動門、驅動裝置、糾偏裝置、托輥等組成。
活套小車是水平活套的重要組成部分,由車體、轉向輥、導向輪、卡軌器、車輪、繩輪和仿形軌道等組成,如圖2所示。小車車輪在軌道上運動,車體上裝有導向輪用來導向,卡軌器防止小車脫軌,仿形軌道控制活套門開關,繩輪纏繞鋼絲繩,通過驅動裝置驅動小車運動。通過小車的水平運動,實現活套的充套和放套。
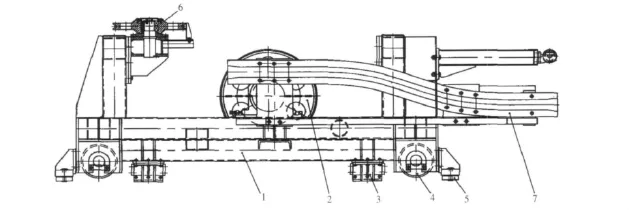
圖2 仿形軌道式活套車Fig.2 Profiling rail looper car
活套擺動門上裝有導向輪,其在仿形軌道內運動而控制活套擺動門的開關。擺動門上裝有托輥;當活套小車向充套方向運動時,擺動門關閉,托輥支撐帶鋼。當活套小車向放套方向運動時,擺動門打開,小車通過,同時與擺動門通過連桿連接的鋼絲繩托繩輥關閉,支撐鋼絲繩,防止鋼絲繩下垂。
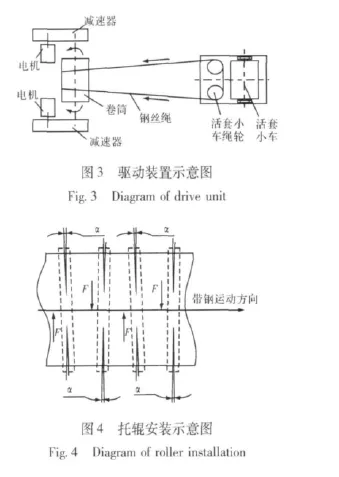
驅動裝置是活套小車的動力系統,由電機、減速器、卷筒、鋼絲繩等組成。電機通過減速器帶動卷筒旋轉,卷筒上刻有一邊左旋一邊右旋的繩槽,鋼絲繩一頭纏繞在卷筒上,另一頭繞過活套小車上的繩輪纏繞在卷筒上,如圖3所示。卷筒旋轉時,兩股鋼絲繩同時收放,從而控制小車運動。
糾偏裝置是由2組雙糾偏裝置,4組單糾偏裝置組成,其作用是通過CPC檢測裝置檢測出帶鋼的跑偏量,通過油缸動作將帶鋼中心拉回至機組中心,從而保證帶鋼沿機組中心運動,糾正帶鋼運行中的跑偏。
托輥的作用是支撐底層帶鋼,是一組無驅動的轉動輥。帶鋼在上運動,與其表面摩擦,帶動其轉動。托輥與軋制機組中心線呈一定角度交替放置,可以有效的防止帶材跑偏,如圖4所示。
2.2 工藝過程
在活套的入口側,由兩臺開卷機輪流工作,一臺開卷機工作時,另外一臺做開卷前準備。等一卷鋼卷開卷完成時,另一臺開卷機上的鋼卷開始開卷,這樣在前一卷的帶尾到達焊機時,后一卷的帶頭也能及時到達焊機,在焊機中焊接成連續不斷的帶鋼,然后帶鋼以高于軋機入口的速度經過1#張力輥及1#雙輥糾偏充入活套,等帶鋼充滿活套,完成充套過程。充套完成后,開卷段速度降至軋機入口速度,與軋制段同步運行。當下一卷的鋼卷頭和上一卷鋼卷尾到達焊機進行焊接時,1#張力輥停止轉動,鋼帶停止充入活套,而軋制段仍然以軋制速度運行,放掉活套內儲存的帶鋼,完成放套過程。等焊接完成后,再以高于軋制段的速度充入活套,如此循環運行,從而完成全連續軋制。
3 活套量計算
在活套控制時,必須知道活套內帶鋼的長度,以便軋機的自動控制系統能夠根據活套量控制活套小車的加減速,以及停車。
為了計算活套量,在活套的驅動裝置的電機上安裝有編碼器,計算機通過編碼器獲得的脈沖數,通過以下公式來計算當前的活套量

式中,L活套量為當前活套量;W1、W2為 1#、2#卷揚機所拖動的帶鋼運行層數,在此W1=2,W2=4;Z1、Z2為編碼器的脈沖計數值;K1、K2為在一個脈沖時間內活套小車移動的距離。
在軋制過程中,活套量是不斷變化的,活套小車的運動方向也在不斷變化,所以編碼器的計數值以及計數方向也在不斷的變化,在變化過程中編碼器的計數就會產生誤差,隨著軋制的進行,誤差會越來越大,繼續用式(1)計算活套量,計算就會不準確,如果不能及時修正,就可能造成設備事故。為了避免上述現象發生,在活套中間設定一個接近開關,作為標定位,每次活套小車運動碰撞到接近開關時,就將開關所在位置的套量值所對應的脈沖數讀入編碼器,由于接近開關位置是固定的,所以活套量值是唯一確定的,這樣每碰撞一次開關就修正一次編碼器的誤差,從而保證了活套量值計算的準確性。
4 活套進、出口速度控制方法
活套的速度控制分為活套入口段速度和活套出口段速度控制,入口段速度是指向活套內充入帶鋼速度,出口段速度是指從活套內取走帶鋼速度,出口段速度等于軋機速度。活套速度是指入口段速度與出口段速度之差

式中,ν活為活套速度,m/s;ν入為活套入口段速度,m/s;ν出為活套出口段速度,m/s。
當ν活>0時,入口段速度大于出口段速度,活套進行充套,當ν活<0時,出口段速度大于入口段速度,活套進行放套。
控制活套入口速度,主要是為了防止活套過載,當活套內待充入的活套長度L待小于等于要保證活套在入口段速度降至出口段速度所需的剎車距離L入剎時,活套就需減速,最終使活套入口段速度與出口段速度相等,這樣既保證了活套充滿,又不使活套過載,從而保證活套向軋機提供足夠的帶鋼,保證連續軋制的進行。L待和L剎通過式(3)和式(4)計算出

式中,L待為待充入的活套長度,m;Lmax為活套最大儲量,m;L活為當前活套量,m;L活為防止活套過載的保險長度,m。
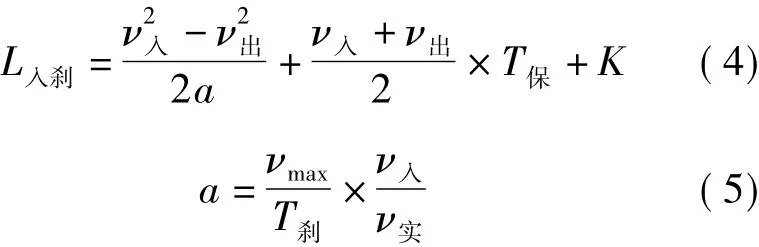
式中,T保為延遲時間,s;νmax為最大速度指令值,%;T剎為由最大速度指令降到零的時間,s;ν實為實際速度指令值,%;K為修正系數。
當軋機出現事故時,活套出口段速度為零,這時若活套已充滿,則必須實行快停,使活套的入口段速度也為零,停止充套。
控制活套的出口速度,主要是為了防止活套拉空,當活套內尚存有的帶鋼長度L有小于等于活套在出口段速度降至零所需的剎車距離L出剎時,就需給軋機指令使軋機停車,待活套入口重新向活套充入帶鋼時,軋機方可重新啟動,這樣才能保證活套不被拉空。L有和L出剎可以通過式(6)和式(7)求得

式中,L有為活套內尚存有的帶鋼長度,m;Lmin為活套最小儲量,m;L活為當前活套量,m;L保為防止活套拉空的保險長度,m。
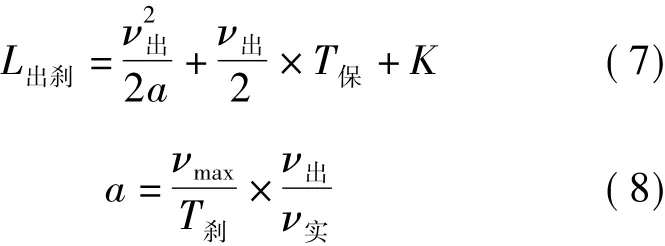
式中,T保為延遲時間,s;νmax為最大速度指令值,%;T剎為最大速度指令降到零的時間,s;ν實為實際速度指令值,%;K為修正系數。
當軋機開卷段出現事故時,活套入口段速度為零,這時若活套當前套量已經小于為防止活套拉空的保險長度,則必須實行快停,使活套的出口段速度也為零,停止放套。
5 結束語
該活套設計已經成功應用于攀華五機架連軋機組,活套控制穩定可靠,帶材跑偏量小,為全連續軋制實現提供了可靠保證。
[1] 楊廣,楊慶光.冷連軋機中的活套控制[J].一重技術,2001(1):65-66.
[2] 華建新.2030mm冷連軋機的活套控制系統[J].寶鋼技術,1992(5):16-20.
[3] 李彥清.關于活套設計的幾點考慮[J].鋼鐵技術,2008(3):16-19.
[4] 張向英.冷連軋帶鋼機組工藝設計[M].北京:冶金工業出版社,2009,4.
