1 450 mm冷連軋機組開卷段設備
2011-11-18 08:02:40錢廣闊劉銀娟閆成琨趙團民
重型機械 2011年4期
謝 磊,錢廣闊,劉銀娟,閆成琨,張 凱,趙團民
(中國重型機械研究院有限公司,陜西 西安 710032)
1 前言
冷連軋機組是一種高產量、高速度、高成材率的基于全連續冷軋技術的軋鋼機組。隨著我國鋼鐵工業的快速發展,冷連軋機組在國內迅速推廣。冷連軋機組開卷段設備是指將帶材開卷并最終送入焊機的一系列設備的總稱。中國重型機械研究院有限公司為國內某鋼廠設計并總成套了國內首套全國產化的1 450 mm冷連軋機組,本文以此套軋機為實例,介紹冷連軋機組開卷段設備的構成和工藝流程。
2 1 450 mm連軋機組開卷段設備來料的主要參數
來料材質 CQ、DQ
機械性能/N/mm2σs≤450;σb≤590
帶材厚度/mm 1.8~4.0
帶材寬度/mm 800-1250
鋼卷內徑/mm Ф610
鋼卷外徑/mm Ф1100-Ф2000
鋼卷重量/t25(max)
3 機械設備組成及功能
開卷段設備的組成如圖1所示。開卷段設備用來實現對來料鋼卷的上卷、開卷、矯直、對中、切頭切尾、轉向并最后送入焊機。上卷小車具有帶卷自動對中功能,在上卷時鋼卷可以自動與卷筒對中。開卷機采用上開卷,浮動式結構,通過CPC測頭實現對帶材的浮動式對中。開頭矯直機為五輥矯直并配備夾送輥,可實現對帶頭夾送、頭尾矯直的目的。對中裝置采用側導輥防止帶材劃傷,使用油缸驅動,通過驅動油缸中的內置位移傳感器控制對中開口度,實現對不同規格帶材的自動對中。切頭剪為雙動結構,具有開口度大的特點。開卷段切頭剪需實現對帶頭和帶尾的剪切,其入口帶夾送輥,可以將帶材送入切頭剪進行剪切,通過夾送輥上的旋轉編碼器控制帶材的剪切寬度,切頭剪出口帶廢料滑道,剪切完的廢料通過廢料滑道自動落入廢料收集裝置,在夾送輥和切頭剪之間配有擺動導板,可以將最后一段帶尾送入廢料滑道。1#轉向輥用來實現對上層帶材的轉向夾送,在切頭剪和轉向輥之間配有擺動導板,剪切帶材時,擺動導板打開以便廢料落入廢料滑道。2#轉向輥位于焊機入口處,用以實現對上層帶材的轉向夾送和對下層帶材的夾送,帶材通過此設備進入焊機。廢料收集裝置用來收集切頭剪剪切下的帶頭帶尾廢料,使用油缸進行傾翻,可以將廢料傾翻至起吊廢料筐。
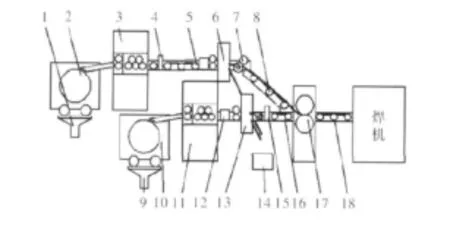
圖1 開卷段設備組成Fig.1 Composition of equipments in uncoiling section
4 開卷段設備的工藝流程
與單機架軋機相比,冷連軋機組最大的優勢在于其軋制過程的連續性,而在機組開卷段設置兩臺開卷機正是保證其連續軋制的重要因素。
圖2所示為開卷段設備的簡要工藝流程,其中上層帶材是指由1#開卷機開卷的帶材,下層帶材是指由2#開卷機開卷的帶材。當上層帶材開卷時,1#上卷小車進行取卷,通過帶卷自動對中裝置將帶卷上到1#開卷機卷筒上,1#開頭矯直機刮板配合開卷機開頭并通過矯直輥將帶頭矯直,然后使用開頭矯直機的夾送輥將帶材沿1#水平輥道及對中輸送,帶頭通過對中裝置時將帶材對中。在對中裝置上裝有帶材檢測光電開關,帶頭通過時光電開關發訊,夾送輥上的旋轉編碼器開始計數,此時1#轉向輥上的擺動導板處在打開位,當帶頭通過剪刃一定距離時,夾送輥停止夾送,切頭剪剪切,廢料通過廢料滑道落入廢料收集裝置,此過程重復數次直到帶頭不規則部分全部剪切掉,然后將1#轉向輥的擺動導板落下,帶材通過1#轉向輥進入變向輥道8,最后通過2#轉向輥進入焊機。當帶材尾部經過光電開關時,帶材停止輸送,切頭剪將帶尾切斷,然后帶材繼續輸送,當帶材全部通過1#轉向輥后將擺動導板打開。剩余帶尾通過剪前夾送輥夾送,由切頭剪剪切成小段落入廢料滑道。上層帶材穿帶時,下層帶材也按照上述操作將帶頭送至2#剪后輥道,在變向輥道和2#剪后輥道上分別裝有帶材檢測光電開關,當上層帶材過焊機時,下層帶頭經過光電開關,光電開關發訊,下層帶材停止輸送;當上層帶材全部通過2#轉向輥后,下層帶材繼續輸送。下層帶材過焊機時,上層亦然。兩層帶材在焊機內進行焊接,最終實現整個軋制過程的連續性。

圖2 開卷段設備簡要工藝流程Fig.2 Process flow of equipments in uncoiling section
5 結論
冷連軋機組開卷段設備采用的上下雙層開卷系統結構,其工藝流程可以保證當前一卷帶材完全進入焊機后,下一卷帶材帶頭快速進入焊機與前一卷帶材進行焊接,是機組實現全連續軋制的重要條件。目前,1 450 mm冷連軋機組已經進入試生產階段,開卷段設備運轉情況良好,各方面性能均達到設計要求,證明這是一種適合連軋機組的開卷段設備。
[1] 王軍生.帶鋼冷連軋原理與過程控制[M].北京:科學出版社,2009.
[2] 黃慶學.軋鋼機械設計[M].北京:冶金工業出版社,2007.
[3] 張向英.冷連軋帶鋼機組工藝設計[M].北京:冶金工業出版社,2009.
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
求學·理科版(2016年1期)2016-02-29 15:34:46
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
