中重院開發的四輥液壓平整機組
2011-11-18 08:02:20高林林趙團民
重型機械 2011年4期
張 凱,高林林,趙團民,李 為
(中國重型機械研究院有限公司,西安 710032)
1 前言
80年代中期我國寶鋼、武鋼、攀鋼等企業先后引進普碳鋼平整技術,引領著我國冷軋碳鋼薄板生產市場的發展。90年代以來,隨著我國經濟的飛速發展,冷軋碳鋼薄板的市場需求也在迅速增加,到本世紀初國內一度出現了供不應求的局面,從而促進了碳鋼薄板軋制及平整技術的發展。中國重型機械研究院有限公司(中重院)作為國家重型機械行業的研發單位,在本世紀初做了大量的市場調查及分析研究工作,先后成功的研發了950 mm、1100 mm、1 700 mm等成套平整機組生產線,使我國在碳鋼板帶軋制及平整技術這一領域接近或達到發達國家的先進水平。
2 平整機的分類
平整是對退火后的帶鋼以小壓下量進行軋制的過程。目前國內市場所用平整機按機架分有單機架和雙機架兩種,市場中以單機架為主,雙機架兼有軋制和平整雙重功效,故有時也稱為“二次冷軋工藝”,雙機架對延伸率的控制十分有利,能夠有效的消除材料的屈服極限平臺,提高深沖值,因此在馬口鐵及汽車板行業應用較多,雙機架平整機也是高性能平整機的發展趨勢。
按生產工藝分有干平整和濕平整。干平整不進行工藝冷卻和潤滑,帶鋼表面沒有殘留的油污,退火后帶鋼表面粘附少量的Fe和C經平整后會通過工作輥粘附在支撐輥上,可通過清輥器進行清理,清輥器的清輥質量對平整后的帶鋼表面質量具有很大的影響。干平整能夠保持帶鋼非常光亮的表面,也能有效的降低生產成本。濕平整是帶鋼在平整液條件下進行平整。退火后帶鋼表面粘附少量的Fe和C臟物,平整時會污染工作輥輥面,影響平整后的帶鋼表面質量,采用濕平整可清除這些污垢,保持良好板面;濕平整同時可以使打毛輥輥面凹坑不斷得到清洗和潤滑,保持軋輥粗糙度;亦可提高軋輥壽命,減小軋制力,提高延伸率及帶鋼的防腐性能。目前國內已投產的平整機中大多為濕平整。使用極少量的平整液,有效的提高了帶材的延伸率,實現消除材料的屈服極限平臺,提高深沖值的目的。
3 平整機組的功能
(1)提高帶鋼的機械性能。經冷軋退火后的帶鋼機械性能及深沖值都比較低,平整的壓下率對帶鋼的機械性能有很大的影響,使用時可根據不同材料、不同使用要求確定相應的壓下率或延伸率,適當的壓下率或延伸率可使帶鋼的機械性能得到很大的提高,其屈服極限最低,深沖值最高。
(2)消除帶材的屈服平臺提高其機械加工性能。帶材退火后其應力-應變曲線會存在一個屈服平臺,這是因為退火時固溶C、N等元素擴散到晶粒周圍形成可切爾氣氛所形成的應變時效現象。若不經過平整直接進行沖壓時,必然會產生所謂呂德斯線的局部變形,在沖壓件上出現皺紋等缺陷,影響產品質量。經適當壓下率或延伸率平整后的帶材可以完全消除這個屈服平臺,提高其機械加工性能。
(3)改善板帶的板形提高其表面質量。經冷軋退火后的板帶其板型及表面質量均較差,不宜直接進入拉矯生產線。平整時一般采用較大的穩定張力和較小的延伸率,可有效克服板帶在軋制和退火過程中產生的板形缺陷,提高板帶表面質量,為順利進入下一道工序提供保證。
4 平整張力的作用與建立
帶鋼平整張力對帶鋼的平整質量有很大影響。平整張力的波動會影響厚度精度;采用比較大的張力可以糾正帶鋼跑偏、消除皺折、改善帶鋼板形。因此,平整張力是穩定帶鋼運行提高平整速度、保證平整質量所必需的。
平整張力值的選擇與帶鋼的厚度有關。如平整0.19~0.4 mm的帶鋼,其前張力取60~50 N/mm2,后張力取40~35 N/mm2;平整0.9 mm帶鋼,前張力取25 N/mm2,后張應力取15 N/mm2。
平整機與開卷機和卷取機之間不允許直接建立大的張力,這是因為防止開卷時帶層之間打滑而擦傷帶材表面;卷取時因帶材的板凸度使帶卷成為環形凸起,影響前張力分布。因此,在平整機工作機座與開卷機、卷取機之間設有一對S輥增大平整張力。一般一對S輥最多可使開卷或卷取張力放大一倍,再大則會造成帶材與S輥間打滑而擦傷帶材表面;對于平整0.25 mm以下的帶鋼,平整力對延伸率的影響并不明顯,而張力的影響則顯著增加,為更有效的提高平整張力可在平整機工作機座與開卷機、卷取機之間設置雙S輥增大平整張力,以提高帶材的延伸率。
5 現有機組主要技術性能參數(表1)
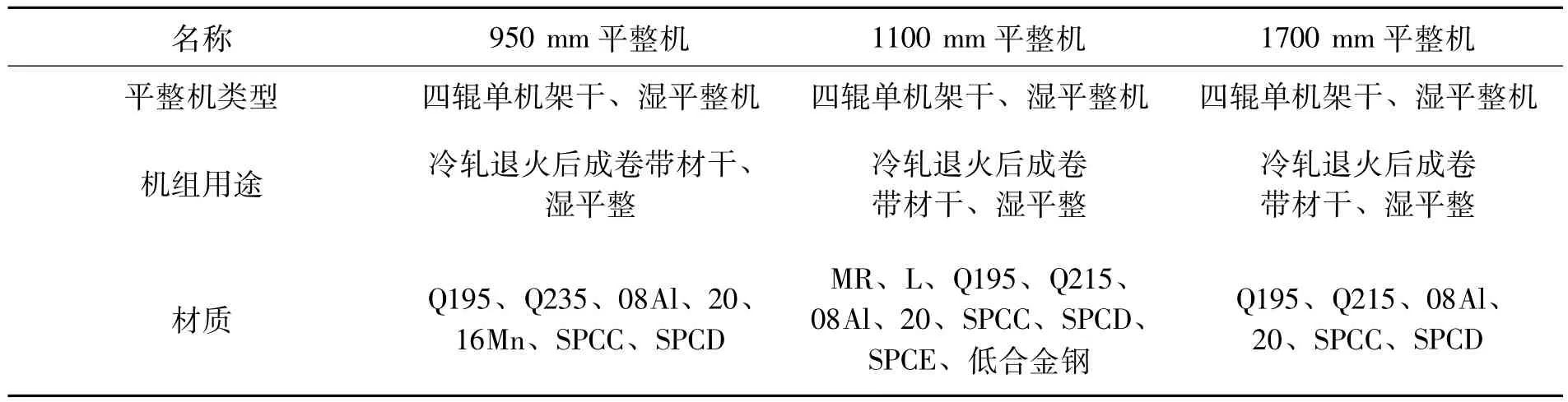
表1 現有機組主要技術參數Table 1 Available main parameters of temper mill
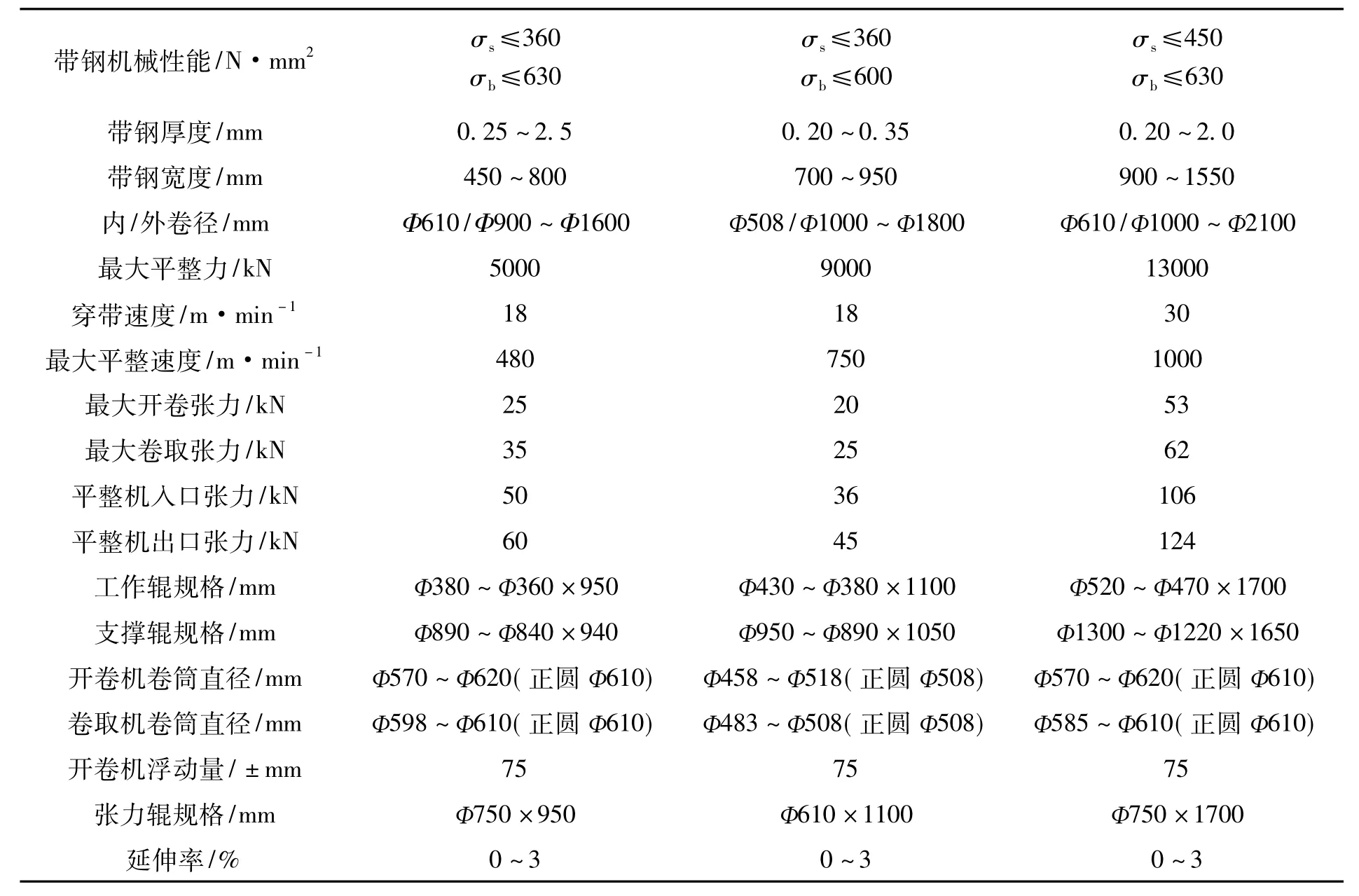
630帶鋼厚度/mm 0.25~2.5 0.20~0.35 0.20~2.0帶鋼寬度/mm 450~800 700~950 900~1550內/外卷徑/mm Φ610/Φ900~Φ1600 Ф508/Ф1000~Ф1800 Ф610/Ф1000~Ф2100最大平整力/kN 5000 9000 13000穿帶速度/m·min-1 18 18 30最大平整速度/m·min-1 480 750 1000最大開卷張力/kN 25 20 53最大卷取張力/kN 35 25 62平整機入口張力/kN 50 36 106平整機出口張力/kN 60 45 124工作輥規格/mm Ф380~Ф360×950 Ф430~Ф380×1100 Ф520~Ф470×1700支撐輥規格/mm Ф890~Ф840×940 Ф950~Ф890×1050 Ф1300~Ф1220×1650開卷機卷筒直徑/mm Ф570~Ф620(正圓Ф610) Ф458~Ф518(正圓Ф508) Ф570~Ф620(正圓Ф610)卷取機卷筒直徑/mm Ф598~Ф610(正圓Ф610) Ф483~Ф508(正圓Ф508) Ф585~Ф610(正圓Ф610)開卷機浮動量/±mm 75 75 75張力輥規格/mm Ф750×950 Ф610×1100 Ф750×1700延伸率帶鋼機械性能/N·mm2 σs≤360 σb≤630 σs≤360 σb≤600 σs≤450 σb≤/% 0~3 0~3 0~3
6 平整機組的主要設備組成及作用
平整機組的主要設備組成有:翻卷機、上卷小車、浮動開卷機、CPC對中、機前張力輥、機前裝置、四輥平整機、機后裝置、機后張力輥、卷取機、助卷器、卸卷小車、測速儀、測張儀等。
翻卷機將退火后水平放置的帶卷翻轉90°為上卷作準備。上卷小車將翻卷機或儲卷縫道上的料卷運輸道開卷機卷筒上,完成上卷工作。浮動開卷機用于開卷、實現浮動對中,并與入口S輥建立一定的開卷張力。CPC對中根據帶材的實際情況為浮動開卷機提供準確而可靠的信息。機前、機后張力輥與平整機之間建立穩定的平整張力。四輥平整機是平整機組的核心設備,通過壓上油缸及其伺服系統可實現恒軋制力平整、恒輥縫平整。機前、機后裝置主要設有展平輥和防皺輥,可穩定前、后張力,防止帶材進入平整機前、后產生皺折。卷取機收卷并與機后張力輥之間建立一定的卷取張力。助卷器用來輔助卷取機將平整后的帶材進行卷取。卸卷小車將平整后的帶材從卷取機卷筒上卸下并運輸到儲卷縫道上。
平整用戶可根據來料及使用要求選擇平整模式(恒平整力、恒輥縫、恒延伸率和恒張力)、設定平整工藝參數便可進行平整工作。
7 目前中國重型機械研究院設計開發的高精度四輥液壓平整機裝機水平
(1)開卷機、入口張力輥組、平整機、出口張力輥組和卷取機采用全數字直流調速,可控硅供電。
(2)平整機采用全液壓壓上控制系統,控制功能包括恒軋制力控制,軋輥恒位置控制,帶材恒延伸率控制和恒張力控制三個閉環的APC系統。
(3)控制計算機系統采用兩級自動控制,機組PLC自動控制,并采用現場總線構成全機組網絡系統。
(4)機組生產工藝連鎖和故障報警采用PLC控制,實現生產過程自動化。
(5)平整機具有壓下調偏,工作輥正負彎輥控制手段。
(6)平整機電氣系統有過載保護、斷帶保護和緊急停車等安全保護系統,主機和卷取機具有帶尾自動減速準確停車功能。
(7)機組具有工藝過程參數的預設定,工藝過程參數和設備關鍵參數的檢測、顯示和報警系統。
(8)工作輥、支承輥軸承油氣潤滑。
(9)開卷自動上卷對中以及CPC對中。
(10)工作輥快速換輥。
(11)軋制線標高自動調整。
(12)軋制速度、張力自動控制。
(13)工作輥單獨傳動、直流電機驅動。
(14)平整機出入口配有激光測速儀及測張儀。
(15)機組全部編碼器采用進口產品,關鍵液壓元器件采用進口原裝器件,主要液壓缸采用進口密封。
(16)軋輥自動清輥和帶鋼自動吹掃裝置。
(17)整條平整線的張力可根據生產工藝的需要分段設置、分段控制。
(18)前后張力輥組下輥液壓升降。
8 中重院四輥平整機組關鍵技術
為了滿足普碳鋼板帶的尺寸精度、板形精度、內在機械性能及機械加工性能的要求,并使該平整機組具有較高的自動化水平,中國重型機械研究院開發研制的四輥平整機組應用了以下主要關鍵技術:
(1)液壓翻卷裝置應用了較高的液壓控制技術,使翻卷機結構簡單、翻轉平穩、性能安全可靠,確保了18~30 t整卷帶材的90°平穩翻轉。
(2)自動上卷技術。包含了卷徑自動測量、帶寬自動測量,測量數據直接進入計算機控制系統,由計算機根據測量數據確定上卷小車的水平行走距離及垂直上升高度,實現上卷自動化,大大降低了工人的勞動強度,提高了平整機的工作效率。
(3)自動穿帶功能。開卷機、入口張力輥、平整機、出口張力輥、卷取機采用了全數字直流調速電機,同時在開卷機設置了開卷壓輥、張力輥上設置了上下壓輥,從而使自動穿帶得以順利進行,實現穿帶自動化。
(4)帶材張力分段控制。冷軋退火后的普碳鋼板帶張力較小,難以滿足平整機的工藝要求。為此在平整機的機前和機后分別設置了張力S輥,實現了開卷機與入口張力輥之間、入口張力輥與平整機之間、平整機與出口張力輥之間、出口張力輥與卷取機之間張力的分段控制。滿足了平整機使用較大穩定張力的工藝要求。
(5)帶材表面粉塵自動清理。平整機組在干平整時,為確保平整后的帶材表面質量,在平整機入口側設置了自動吹掃裝置,用以清理帶材表面在退火中粘帶的粉塵,確保清潔帶材進入平整機;平整機上下支撐輥分別設置了清輥器,用以清除平整中產生并粘貼在輥面上的粉塵,確保平整機輥面及平整后的帶材清潔、光亮。
(6)APC控制系統由平整機輥縫、平整力、彎輥力、壓力APC、監控APC、張力APC、速度APC、加減速延伸率補償、板形控制等APC控制系統組成。強大的APC控制系統為恒平整力控制、軋輥恒位置控制、帶材恒延伸率控制和恒張力控制提供了強有力的支持和保證。平整機機前和機后分別配置測速儀和測張儀,為延伸率及平整張力的確定提供了更為直接可靠的數據來源。用戶可根據不同的來料、不同的使用要求選用相適應的平整模式。
(7)非調速馬達均由馬達中心(MCC)控制,機組工藝連鎖和故障報警采用了PLC控制,實現了生產過程自動化。
(8)平整機設置了壓上調偏、工作輥正負彎輥等板形控制手段,平整時可根椐需要輕松實現板形控制。
(9)平整機電氣系統設置了過載保護、斷帶保護、和緊急停車等安全保護系統,確保了整個機組能安全可靠的運行。
(10)CPC對中系統。CPC對中檢測裝置安裝在浮動開卷機與入口張力輥之間,檢測信號直接進入計算機,通過計算機處理轉化為浮動開卷機的浮動訊號。機組進行平整時,該系統對帶材進行糾偏。其關鍵技術是開卷機浮動油缸與帶材中心檢測訊號形成位置閉環控制,保證平整過程中帶材自動對準平整機組中心線。系統的光電訊號檢測器采用強抗干擾能力的高頻光源,光電系統采用了自補償系統。技術指標:系統線性度誤差小于2%,分辯率小于0.05 mm,糾偏精度±1 mm。
(11)平整機的工作輥、支撐輥、機前機后展平輥、機前機后防皺輥及測張輥軸承均采用進口油氣潤滑,確保了機組能在高速下安全、可靠的運行。
(12)機組配置了工藝過程參數的預設定,工藝過程參數和設備關鍵參數的檢測、顯示和報警系統,為用戶設定和調整工藝參數提供了方便和依據。
9 平整機的選型
平整機的選型以滿足帶材的使用要求為宗旨。如家電類材料,對帶材表面質量要求較高,而對帶材強度及延伸率控制等指標要求并不高,則可以采用單機架、單S輥結構平整機組,以干平整為主,在設計中無論是四輥平整機還是六輥平整機都是盡可能的選用較大的工作輥,增大工作輥直徑有利于提高帶材表面質量。對于馬口鐵和汽車板這些深沖類材料既要有一定的延伸率來提高帶材強度、消除屈服平臺,同時要求具有較好的帶材表面質量,最好的選擇是采用四-四輥或四-六輥雙機架平整機,一臺控制延伸率、一臺控制表面質量,出入口各配置一臺S棍,以濕平整為主。若采用單機架平整機,則可以在出入口各配置兩臺S輥,也稱雙S輥結構,干平整加少許平整液,因為少許平整液及張力的應用有利于延伸率的提高和控制。
10 結束語
中國重型機械研究院研制開發的四輥平整機,已成功的應用于多家普碳鋼板帶生產線,設備運行安全可靠,平整后板帶的板面質量、板形精度、機械性能等指標均達到用戶使用要求。在線機、電、液關鍵元器件采用進口,整機技術性能已達到國外同類設備先進水平,該類設備完全可以替代進口設備。
[1] 胡國棟.軋鋼生產工藝及設備[Z].燕山大學2003,9.
[2] 王廷溥.板帶材生產原理與工藝[M].北京:冶金工業出版社,1995.
[3] 鄒家祥.軋鋼機械(3版)[M].北京:冶金工業出版社,2000.
[4] 朱龍根.簡明機械零件設計手冊(2版)[M].北京:機械工業出版社,2005.
[5] 魏維剛,寇鵬,蘇明.新型液壓彎輥控制系統在平整機上的應用[J].重型機械,2007(6).
