新型HC十八輥可逆冷軋機組
2011-11-18 08:02:18黃煜,尤磊,蘇明
重型機械 2011年4期
黃 煜,尤 磊,蘇 明
(中國重型機械研究院有限公司,陜西 西安 710032)
1 前言
隨著冶金設(shè)備的發(fā)展,為了提高產(chǎn)品的厚度精度、改善板型,在低碳鋼帶材生產(chǎn)方面,國外陸續(xù)出現(xiàn)了 HC、HCW、HCMW、UC、CVC等軋機,其中以HC系列軋機應(yīng)用最為廣泛。在硅鋼、不銹鋼、合金鋼等材料生產(chǎn)方面,有森吉米爾ZR20輥、Z-Hi18輥以及MK-W偏八輥、CR-12輥等多輥軋機,以森吉米爾的多輥軋機最為典型。
近年來,隨著彩涂、鍍鋅、鍍鋅板、馬口鐵等材料需求量的增加,對冷軋中寬帶產(chǎn)品的需求也越來越大,同時材料的厚度也從1.2~0.5 mm左右延伸到最薄0.10 mm。傳統(tǒng)的寬幅單機架六輥或連軋機受工作輥直徑偏大等結(jié)構(gòu)限制,一個軋程很難從來料2~3 mm軋到0.10 mm左右,需要多次退火后軋制,因此帶來能耗大、產(chǎn)能及生產(chǎn)效率比較低等問題;在硅鋼、不銹鋼、合金鋼等薄帶生產(chǎn)上,由于進口軋機一次性投資大,森吉米爾多輥軋機在輥系開口度上受限制,輥系調(diào)整等方面也比較復(fù)雜,影響了一批潛在用戶的需求。
針對上述情況,中國重型機械研究院有限公司(中重院)憑借在六輥和多輥冷軋機領(lǐng)域多年的研究開發(fā)及應(yīng)用經(jīng)驗,通過大量理論計算、結(jié)構(gòu)對比、軋輥有限元分析,研發(fā)出了1250 mm-HC十八輥可逆冷軋機組,本文重點介紹該機組的基本參數(shù)及特點。
2 1250 mmHC十八輥可逆冷軋機組的基本參數(shù)
2.1 原料(經(jīng)過酸洗后的熱軋鋼卷)
鋼種 Q215、Q235、08Al、SPHC、SPHD等
厚度/m 1.2~3.0
寬度/mm 800~1050
卷材內(nèi)/外徑/mm Φ508~Φ1800
最大卷重 20 t
2.2 成品規(guī)格
厚度/mm 0.1~1.2
寬度/mm 800~1050
卷材內(nèi)/外徑/mm Φ508/Φ1800
最大卷重/t20
2.3 成品精度
縱向厚差(穩(wěn)速軋制時)
< ±0.003 mm(δ<0.3 mm)
< ±1%δ(δ≥0.3 mm)
2.4 機組主要技術(shù)參數(shù)
最大軋制壓力/kN 12 000
軋制速度/m/min 0~380~900
卷取張力/kN 14~140
輥側(cè)輥尺寸/mm Φ168×1085
中間輥尺寸/mm Φ370×1250
支承輥尺寸/mm Φ1000~Φ900×1200
工作輥最大開口度(新輥)/mm 20
中間輥橫移量/mm 200
傳動方式 中間輥傳動
3 機組特點
(1)機械設(shè)備。1250 mm由HC十八輥可逆冷軋主機是機組的核心設(shè)備,如圖1所示。
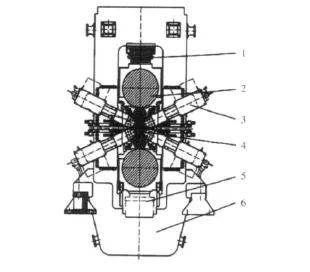
圖1 1250 mm HC十八輥可逆冷軋主機圖Fig.1 Diagram of 1250 mm HC 18-roller reversible cold rolling mill
該軋機主機特點不同于Z-Hi 18輥軋機工作輥和左右側(cè)輥共用一個軸承座的設(shè)計型式,采用工作輥單獨軸承座,側(cè)輥分別裝在軋機前后、上下的布置,側(cè)輥由側(cè)支承座、側(cè)輥、兩根支承輥(背襯軸承)等組成;側(cè)推裝置控制其進退,軋制時根據(jù)不同的工藝參數(shù),設(shè)定側(cè)輥的位置,從而抵消因小直徑工作輥軋制時的側(cè)向變形增加其剛度。這種型式具有易于加工,軋機穿帶時方便觀察。側(cè)輥的位置檢測和設(shè)定由高精度位移傳感器完成,壓力由壓力傳感器測定,位置和壓力均為反饋回路控制。側(cè)輥和其它輥系一樣預(yù)留重磨量,可根據(jù)使用情況進行輥子的修磨。這種小直徑工作輥加側(cè)輥的輥系方式,既保證軋制時的軋輥剛度要求,同時又可滿足極薄帶材的軋制要求,側(cè)輥裝配如圖2所示。
環(huán)境倫理主要是指人與自然之間和諧共生的關(guān)系。然而,隨著工業(yè)文明的發(fā)展,人類一味的索取與侵占自然,在滿足了各種物質(zhì)欲望的同時,也面臨著精神世界失衡的窘境。人與人之間的和諧關(guān)系也遭到了破壞。尼古拉斯認為人類只有尊重、親近自然,與自然重建和諧關(guān)系才能得到救贖。在《勇敢者》中,凱爾與其家人在農(nóng)場和諧生活的場景以及他最終成為湯米和戴安娜心靈慰藉的事實,成為作者表達他環(huán)境倫理觀的最好證明。
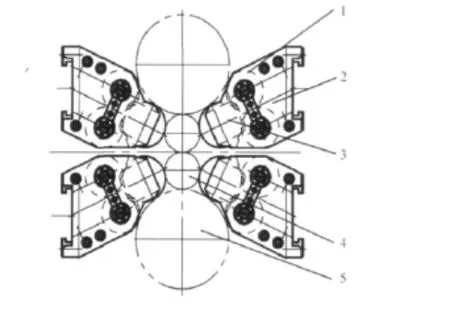
圖2 側(cè)輥裝配圖Fig.2 Assembly diagram of side support roller
更換工作輥時,側(cè)輥打開,由換工作輥小車將輥子拉出;側(cè)輥更換由專門的架子放在換工作輥小車上拉出;工作輥軸承座采用鍛鋼件,兩側(cè)配滑板,滑板為高耐磨性的鋁青銅合金。上下工作輥軸承座座落在下中間輥軸承座上并升降,之間由彈簧進行平衡,軋機開口度大,滿足穿帶、換輥的要求。
上下中間輥傳動可傳遞較大的軋制力矩,上下中間輥具有橫移功能,具備傳統(tǒng)六輥軋機減少軋輥有害接觸,軋機橫向剛性好的特點。中間輥軸承座采用鍛鋼件,帶有滑板,滑板為高耐磨性鋁青銅合金,下軸承座底部帶車輪,軸承座的設(shè)計滿足快速換輥的要求。中間輥具有正彎和負彎功能,可對不同情況下材料的板型進行調(diào)節(jié)。
支承輥軸承座為鑄鋼件,帶有滑板,滑板為高耐磨性的鋁青銅合金,下支承輥操作側(cè)、傳動側(cè)軸承座上帶有輪子,便于換輥時移動。
輥系軸承均配有相應(yīng)的四列短圓柱軋機專用高精度滾動軸承(工作輥為滾針軸承),工作輥軸承潤滑為干油潤滑,中間輥軸承和支承輥軸承及側(cè)輥背襯軸承的潤滑為油氣潤滑。
軋機主傳動為單獨傳動的齒輪副,多級減速;齒輪采用合金鍛鋼硬齒面,精度等級5級。通過直流電機分別驅(qū)動上、下中間輥進行軋制;由于采用不同于二十輥的輥系型式,潤滑條件大為改善,軋機速度最大可達900 m/min,產(chǎn)能較之有很大提高。
機組的卷取張力適當放大,也適合軋制硅鋼、不銹鋼、合金鋼等難變形帶材。
(2)流體設(shè)備。流體設(shè)備包含AGC液壓壓上系統(tǒng),平衡、彎輥控制系統(tǒng),開卷CPC控制系統(tǒng),液壓傳動控制系統(tǒng),稀油潤滑系統(tǒng),油氣潤滑系統(tǒng),工藝潤滑及軋輥冷卻系統(tǒng)及側(cè)輥液壓控制系統(tǒng)等。本文主要介紹十八輥軋機側(cè)輥液壓控制系統(tǒng)、AGC液壓壓上系統(tǒng)及平衡、中間輥正彎輥控制系統(tǒng)。
側(cè)輥液壓控制系統(tǒng)的每個側(cè)輥由兩個伺服油缸單獨控制,每個側(cè)輥油缸裝置包含兩個伺服油缸及其控制閥組。每個油缸配有內(nèi)置式高精度位移傳感器一個,控制閥組上設(shè)有伺服閥、壓力傳感器、鎖閥等共四臺,分別安裝在牌坊的入口上、下方及出口上、下方。側(cè)輥油缸速度:快進、快退v=15 mm/s;實現(xiàn)兩油缸位置同步、定位精度及側(cè)輥壓靠力閉環(huán)控制,軋制時側(cè)輥的位置保持不變或根據(jù)需要在線調(diào)整,從而保證工作輥在軋制時的穩(wěn)定性。
由中重院自主開發(fā)的AGC液壓壓下控制系統(tǒng)已在多條機組中應(yīng)用,其作用是為軋機輥縫給定和控制,與計算機系統(tǒng)、測厚儀及壓下油缸裝置構(gòu)成厚度自動控制。每個壓下油缸裝置上均安裝有壓力傳感器,內(nèi)置高精度位移傳感器,并配有集成閥塊。油缸形式為壓上式活塞缸。為保護機械設(shè)備和液壓元器件,系統(tǒng)中設(shè)置了完備的超壓保護環(huán)節(jié),位移傳感器采用進口產(chǎn)品。
中間輥正負彎輥控制系統(tǒng)采用抗污染能力強動態(tài)特性好的射流管電液伺服閥,與壓下系統(tǒng)相匹配,彎輥力控制精確,頻響特性好、性能穩(wěn)定可靠。
(3)自動化系統(tǒng)。該機組整個控制系統(tǒng)采用了全數(shù)字直流傳動裝置、先進的TDC控制器。遠程通訊網(wǎng)絡(luò)技術(shù)通過兩級網(wǎng)絡(luò)將軋機供配電、交流和直流電機控制、TDC系統(tǒng)、遠程I/O系統(tǒng)、人機界面(HMI)聯(lián)為一體,且配置了進口張力計和激光測速儀,從而構(gòu)成較為現(xiàn)代化的軋機自動化控制系統(tǒng)。
計算機AGC控制系統(tǒng)組成主要有AGC操作顯示站,AGC控制站,軋機壓下液壓缸的壓力檢測、軋機軋制入口、出口速度檢測、輥縫檢測等數(shù)據(jù)采集裝置。
基礎(chǔ)自動化采用一臺西門子高性能TDC控制器,完成十八輥軋機AGC控制、側(cè)輥控制、工藝操作控制、液壓系統(tǒng)控制、傳動系統(tǒng)控制。TDC控制器通過工業(yè)以太網(wǎng)與操作站(HMI)和過程及管理計算機連接,通過通訊完成軋機的操作及監(jiān)視控制。
對于十八輥軋機,工作輥側(cè)輥的控制尤為重要。工作輥側(cè)輥控制是一套伺服控制系統(tǒng),與AGC系統(tǒng)工作狀態(tài)密切相關(guān),控制具有非常高的實時性;該系統(tǒng)具有側(cè)輥位置控制、壓力控制、側(cè)輥位置初始化等功能;工作輥側(cè)輥控制系統(tǒng)由TDC控制器、I/O接口模塊等組成。
4 結(jié)語
中重院開發(fā)的1 250 mm HC十八輥可逆冷軋機組目前在國內(nèi)已推廣兩條機組,其機械、液壓、電氣設(shè)備組成的合理
(1)與六輥軋機比,該軋機工作輥直徑小,可以軋制更薄的帶材,道次壓下量更大。
(2)與偏八輥軋機比,該軋機中間輥具有橫移動能,軋制成品板形好。
(3)與20輥軋機比,該軋機輥系開口度大,操作方便。
[1] 鄒家祥.軋鋼機械[M].北京:冶金工業(yè)出版社,1980.
[2] 張景進.板帶冷軋生產(chǎn)[M].北京:冶金工業(yè)出版社,2006.
[3] 徐樂江.板帶冷軋機板型控制與機型選擇[M].北京:冶金工業(yè)出版社,2007.
