試析薄壁環形件零件加工變形的解決措施
2011-10-08 12:11:24紀微微高克趙喆
中國新技術新產品 2011年24期
紀微微高克趙喆
(沈陽黎明航空零部件制造有限公司,遼寧 沈陽 110043)
1 前言
為了更好的改善跑道B的潤滑功能,重新更改了結構。結構的改變,使制造工藝的難度加大,零件的變形帶來的形位公差、尺寸公差的合格率很低,不能滿足零件的批量穩定性。為了完成攻關任務,我們從加工工藝路線、工裝、加工切削參數入手對其進行了攻關研制,以便找到影響加工變形因素,使加工的零件符合圖紙要求。
2 試析薄壁環形件零件加工變形措施
跑道B零件工作環境比較苛刻,材料為40CrN-iMoA。40CrNiMoA是合金鋼的其中一種,也稱合金鋼,它是在優質碳素結構鋼的基礎上,適當地加入一種或數種合金元素(總含量不超過5%)而制成的鋼種。化學成分見下表1:

表1 ,40CrNiMoA的化學成分
其中的Mo能細化晶粒,提高回火抗力,消除第II類回火抗性。40CrNiMoA鋼具有高的強度、韌性和良好的淬透性,又具有抗過熱的穩定性。調質后,金相組織為索氏體或托氏體,加工難度很大。
跑道B的主要的技術條件為:內孔尺寸ф150.7+0.015,圓柱度為0.015mm.工藝磨加工外圓尺寸要求達到ф159.86-0.02,銑半圓槽深0.45+0.1.
跑道B的原工藝路線如下:
0毛料→1粗車內孔外圓及端面→2半精車外圓及端面→3車外圓及端面→4精車內孔外圓及端面→5穩定處理→6磨端面→7磨內孔→8磨外圓→9加工半圓槽(以后工序略)加工中出現的問題及現狀調查
2 加工中出現的問題:
由于在加工跑道B過程中,磨削內外園和銑半圓槽時零件變形,很難加工出合格的產品。
根據跑道B零件的結構特點是外圓直徑尺寸ф160,壁厚為4.5mm,若按原工藝內容進行加工,那么零件的尺寸精度和形狀公差根本達不到設計要求。即零件變成橢圓形、半圓槽深度超差。由此可以看出加工工藝內容、工裝等還存在著不完善的地方。所以要加工出滿足設計要求的產品,就必須找出存在的問題進行分析研究,以解決加工變形問題。
3 原因分析
根據實際加工產品的超差情況,經過研究分析認為影響加工變形的主要因素有:
1)工藝路線合理性問題
零件在磨削后,零件的形位公差、尺寸公差都能滿足技術條件要求。進行下一道銑槽工序時,因裝夾力、切削力共同作用,使得零件二次變形,破壞了磨削時的狀態。如果調整工藝路線由車—磨—銑變為車—銑—磨,設計基準與工藝基準又不重合,加工精度被人為的加嚴,出現了控制變形與內控尺寸精度的矛盾。
2)工裝問題
a.工藝7、8工序磨加工內外圓時由于無專用磨夾具,在用卡盤裝夾時,零件產生夾緊力變形。
b.工藝9工序銑加工半圓槽時由于夾具與零件配合便面間隙0.2~0.6過大,造成銑加工變形,半圓槽深度不合格。
3)切削用量問題
切削用量選用不合理,在零件加工時產生內應力使零件變形超差。主要是磨削參數的選擇,冷卻方式的選擇。
解決措施
1)工藝路線的調整
為了控制零件的變形,采取車—銑—磨的工藝路線,將銑半圓槽深0.45+0.1間接保證,即車加工時尺寸為ф160.06-0.05,銑槽槽深0.55+0.05。圖紙最終槽深0.45+0.1由磨加工ф159.86-0.05來保證,其尺寸鏈見圖1。調整完工藝路線后,因磨削應力釋放的問題,在精磨內外表面后,增加了自然失效工序。根據零件的實際測量試驗,自然失效48小時,磨削應力就減小到允許范圍內。
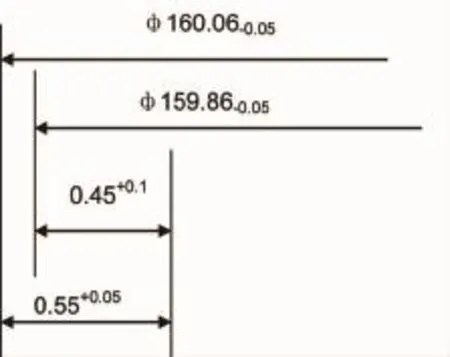
圖1 磨削尺寸鏈
2)解決工裝裝夾應力問題
a制造7工序磨外圓夾具,夾具采用全表面內漲結構,很好地解決了裝夾力的變形問題;
b更改并返修了9工序銑工序夾具,保證零件與夾具配合間隙為過渡配合,保證了30個半圓槽的槽深0.55+0.05。
c6工序磨內孔的加工采用磁力盤安裝趙正來加工零件,這樣可減少零件安裝時的壓緊變形。
3)選擇合理的切削用量
在進行7、8工序磨加工時選擇了相對較合理的切削參數以最大限度減少加工時的應力變形.
切削速度:60r/min
進給量:手動控制小進給量
切削深度:0.005mm
b在進行9工序銑半圓槽時切削速度選定為118r/min、手動控制小進給量和小切削深度,這樣保證了銑加工時產生的變形,使半圓槽的深度滿足要求。
5 效果檢驗
按新制造和返修后的工裝、增加的工序內容、要求的切削用量進行加工。30余件均符合了工藝7、8、9工序的規定尺寸要求ф150.7+0.015、ф159.86+0.02、0.45+0.1(30處)和形狀公差要求。保證了產品質量。圓滿的完成了攻關內容
結果討論與分析
通過反復的分析研究,并采取了上述行之有效的措施,解決了該零件在磨加工及銑加工時的變形問題,證明了此方案的合理性、可行性。也為以后加工同類零件積累了經驗。
通過攻關解決了跑道B薄壁件變形的問題。在試驗加工中,主要問題是夾具問題,現已通過實踐得到證明。此次攻關雖然取得了一些成績,但我們還要不斷的總結、改進和提高,為今后薄壁件的研制工作起到一個好的借鑒作用
結論
通過我們的共同努力,找出了影響該零件加工變形的為主要原因并采取了相應的解決措施,且措施行之有效。使各立項技術指標符合規定的要求圓滿的完成了。
本次攻關的內容。同時也在實踐中學到了一些實際加工經驗,為公司以后的攻關研究奠定了一定的技術基礎。通過攻關解決了跑道B在加工中易變形的難題。但有很多工作有待在以后的工作中去積累完善,使我們加工的產品在質量上更高、更好。
[1]編輯委員會.中國航空材料手冊[M].北京:中國標準出版社,2002.
[2]李企芳.難加工材料的加工技術[M].北京:北京科技出版社,1992.
[3]劉黨生.金屬切削原理與刀具[M].北京:北京理工大學出版,2009.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03