純鉬粉末多孔燒結材料ECAP的數值模擬及實驗
2011-09-28 11:20:26薛克敏王曉溪
中國有色金屬學報 2011年1期
薛克敏, 王曉溪, 李 萍, 王 成, 張 翔
(合肥工業大學 材料科學與工程學院,合肥 230009)
純鉬粉末多孔燒結材料ECAP的數值模擬及實驗
薛克敏, 王曉溪, 李 萍, 王 成, 張 翔
(合肥工業大學 材料科學與工程學院,合肥 230009)
采用DEFORM-3D軟件對純鉬粉末多孔燒結材料等徑角擠壓過程進行單道次三維有限元模擬和實驗研究,獲得變形過程中試樣的應力、應變、致密行為等相關場量變化規律。模擬結果表明:等徑角擠壓工藝對粉末材料具有強烈的致密效果,整個變形過程可分為3個階段,即初始變形、過渡變形及穩定變形;試樣縱橫截面上,等效應變均存在不均勻分布現象,靠近模具內角和上表面處試樣所獲應變較大,相對密度也較高。試樣不同部位所處應力狀態及應變速率分布狀態的不一致是導致其應變分布不均勻的根本原因。單道次擠壓實驗結果與模擬結果具有較好的一致性,證明了所建立有限元模型的可靠性。
粉末燒結材料;等徑角擠壓;數值模擬;顯微組織
作為一種難熔稀有金屬,金屬鉬由于原子間結合力極高,具有較高的熔點和高溫強度,良好的導熱、導電、抗腐蝕等力學和電熱性能,近年來被廣泛地應用于化工冶金及航空航天等領域,成為國民經濟中一種重要的原料和不可替代的戰略物資[1?2]。目前,鉬及其合金生產從經濟上考慮 90%采用粉末冶金制坯,但塑性變形仍沿用傳統加工工藝。由于加熱溫度較高,工藝過程難以控制,常出現許多質量問題,如劈裂、分層、強度降低等,同時組織和性能易產生明顯的各相異性,滿足不了生產使用的要求。因此,改善現有生產工藝,開發新型制備技術,提供更高性能的材料和制品,便成為材料科學工作者急需解決的關鍵問題。
等徑角擠壓(ECAP)是最基礎、最典型,也是當前發展最為迅速的一種大塑性變形工藝方法。它具有設備簡單、試樣三維尺寸較大、工業應用前景廣闊等特點[3?5]。近年來,國內外采用該工藝已成功制備多種致密金屬及其合金的塊體超細晶材料[6?13],如鋁、銅、鈦、鋁合金、鎂合金及低碳鋼等。但同致密材料相比,國內外在粉末材料 ECAP領域的研究仍處于起步階段[14?20],特別對于一些難變形材料,更是鮮有報道。
為此,針對上述問題,本文作者將ECAP工藝與粉末冶金技術相結合,采用大型商業有限元軟件DEFORM?3D對純鉬粉末多孔燒結材料單道次ECAP過程進行了數值模擬,探討分析了材料變形過程中的應力、應變、致密行為等相關場量變化規律,并對有限元模擬結果進行了相關實驗驗證,旨在為深入研究粉末材料大塑性變形工藝提供理論指導和現實依據。
1 有限元模型的建立
1.1 材料應力—應變曲線
以純鉬粉末顆粒(約45 μm)為原料,添加適量硬脂酸鋅作為潤滑劑,室溫壓制成d12 mm×17 mm的圓柱形壓坯,并在1 760 ℃真空條件下進行高溫燒結。對燒結后的試樣(相對密度約為0.8)進行標準壓縮試驗,得到不同變形條件下材料的流變應力曲線(見圖1),將給定變形狀態參數(ε,ε,T)下的流變應力數據以數據點形式輸入計算程序。
1.2 模型參數的選擇

圖1 純Mo粉末燒結后的真應力—真應變曲線Fig.1 True stress—true strain curves of pure Mo powders sintered
研究表明[18?20],等溫擠壓工藝可以有效提高粉末材料的塑性加工能力,有利于其變形均勻性及致密程度的提高。考慮到鉬抗高溫氧化能力較差(高于600 ℃迅速氧化)和室溫延展性不佳,本研究采用400 ℃等溫條件下的ECAP工藝進行三維有限元模擬研究。
試樣為10 mm×10 mm×80 mm規格的純鉬粉末多孔燒結材料,初始相對密度設為0.8。有限元分析模型及跟蹤節點的選取如圖2所示。

圖2 有限元分析模型及跟蹤節點的選取Fig.2 FEM model (a) and point tracking (b)
模具內角φ=90?,外角ψ=37?,內角圓弧r=0.5 mm,不考慮模具變形,將其設為剛體,與試樣初始變形溫度相同(均為400 ℃),周圍環境溫度為20 ℃,擠壓速度為1 mm/s。模具和試樣摩擦接觸處理采用常剪切模型,摩擦因數設為0.1,試樣自由離散成50 000個四面體網格單元。
2 模擬結果與討論
2.1 擠壓過程分析

圖3 ECAP載荷—行程曲線Fig.3 Load—stroke curve during ECAP process: ① Initial deformation; ② Transitional deformation; ③ Steady deformation
圖3和圖4所示分別為單道次ECAP過程中的載荷—行程曲線及試樣在不同階段的變形情況,本次模擬共分1 000個增量步。根據金屬流動特征和擠壓力的變化趨勢,可將整個變形過程分為3個不同階段:初始變形①、過渡變形②以及穩定變形③。
1) 初始變形階段
由于試樣和模具之間存在間隙,初始階段試樣充盈模具并在模腔內發生鐓粗變形,逐漸與通道緊密貼合。當擠壓力增至足以使材料屈服發生塑性變形時,試樣在轉角處發生剪切變形,開始實現“突破”,即向著水平通道流動。在模具轉角處,由于模具幾何形狀的特點,試樣上下表面金屬流動速度存在差異,靠近內角處金屬流動所受阻力大,故其流動速度較慢,使得試樣頭部形狀發生翹曲,出現“斜面”,且越靠近模具內角處,材料“突破”難度越大。同時,當試樣前端被完全剪切時,試樣和模具外側拐角產生脫離(見圖4 Step 250),形成間隙(Corner gap)。隨著試樣發生剪切變形部分的逐漸增加,其內應力和擠壓所需的載荷也急劇增加。
2) 過渡變形階段
試樣前端已經過主要剪切變形區,但在豎直方向上仍受到壓縮作用。此時,位于剪切變形區的材料完全滿足了屈服準則,發生了沿整個截面的剪切變形(見圖4 Step 600)。隨著變形的持續進行,角部間隙逐漸發生調整,擠壓載荷緩慢增加。
3) 穩定變形階段
擠壓過程中,隨著試樣與水平通道接觸面積的不斷增大,摩擦力不斷增加,導致外角處間隙逐漸消失(No gap)(見圖4 Step 800)。此時,處于同一剪切面上的金屬質點在水平方向速度基本相同,試樣持續通過轉角發生剪切變形,沿內外角連線形成了近似平行四邊形的大應變剪切變形面,變形連續、協調、穩定地進行,擠壓載荷基本保持穩定。值得注意的是,與致密材料不同,變形后期擠壓載荷略有上升。這里考慮可能是由于此時材料已接近完全致密,變形抗力增大,模具內角處金屬流動受到過大阻力所致,如圖4 Step 1000中圓圈所示。
2.2 等效應變分析
等效應變的大小及分布情況在一定程度上可以反映出試件變形累積的效果,從而進一步決定了材料晶粒細化和組織致密的效果。
圖5所示為試樣在不同變形階段的等效應變分布情況。由圖5可以看出:變形初期,由于頭部變形不均勻,等效應變分布較為復雜且不均勻,多集中于模具內外拐角處。隨著變形逐漸進入穩定變形階段,試樣在連續穩定的剪切作用下,內部等效應變分布越來越均勻;變形結束時,除頭尾為小變形區之外,試樣內部形成了較為均勻的主要剪切變形區,基本呈四邊形分布,平均等效應變約為1.07。為了能更直觀地說明整個變形過程中試樣內部各質點的等效應變分布情況,本研究選取了縱橫截面上的7個跟蹤點(選取方法詳見圖2(b))進行詳細分析,如圖6所示。

圖4 擠壓過程中不同階段試樣的變形情況Fig.4 Different stages of deformation during ECAP process

圖5 試樣等效應變云圖Fig.5 Effective strain distribution of sample during ECAP process
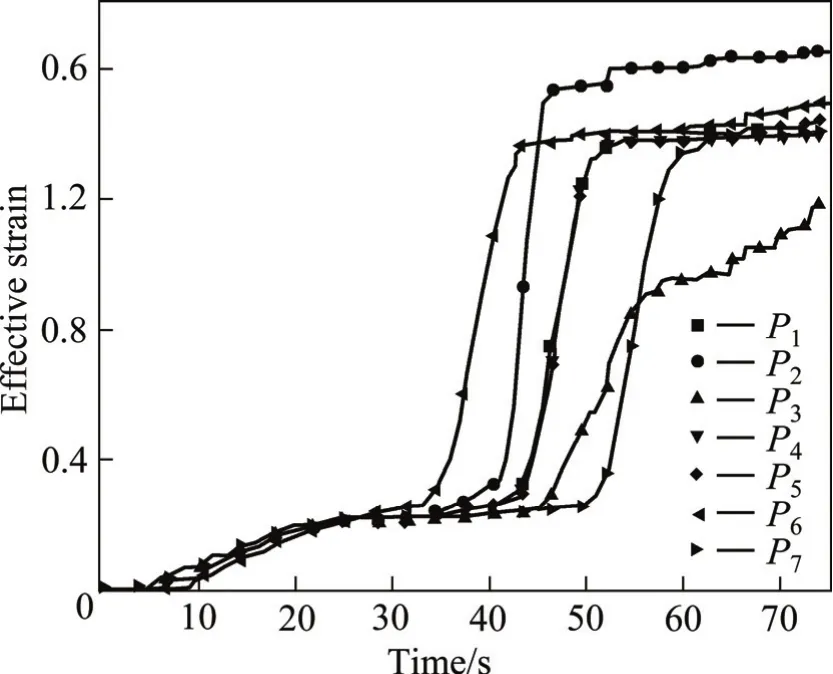
圖6 試樣內部跟蹤點的應變變化Fig.6 Effective strain of tracking points
由圖6可以看出,試樣各個部位的等效應變隨著變形時間的增加逐漸增大,最終達到一穩定數值。在橫截面上,靠近模具內角處質點(P2)的等效應變要遠遠高于靠近模具外角處的質點(P3)和中部質點(P1),且等效應變達到穩定的時間也明顯縮短;沿厚度方向各點等效應變基本相同(P1,P4,P5)。在縱截面上,各質點等效應變變化趨勢較為一致,靠近頭部質點(P6)進入穩定變形區的時間略早于中部質點(P1)和靠近尾部的質點(P7),各點等效應變大小最終逐漸趨于一致。
圖7所示為變形結束時刻試樣主要變形區中心縱截面A—B處的等效應變分布情況。由圖7可以明顯看出,沿高度方向試樣等效應變值存在差異,位于模具底部的材料所獲得變形量明顯較頂部小,該區域約占整個縱截面高度的1/4左右。這是由于材料經過模具轉角時,位于內外轉角處的金屬流速存在差異,處于下表面的金屬流速較快,材料尚未完全充滿模具拐角且與其存在間隙,剪切變形不充分,所獲得變形量略小所致。應當注意的是,這種應變分布不均勻的現象將不利于主要變形區獲得晶粒細小和性能均勻的組織,實際中應通過相應工藝方案如增加背壓及過渡圓角等措施加以改善和避免。
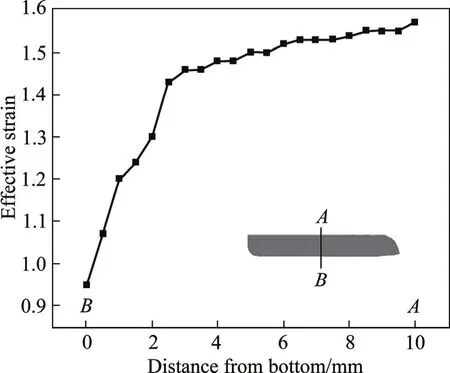
圖7 試樣主要變形區A—B截面應變分布Fig.7 Effective strain distribution of A—B section
2.3 平均應力分析
試樣不同部位變形的不均勻性歸結于試樣內部各質點應力狀態的不對稱性。圖8所示為等徑角擠壓穩定變形階段試樣內部平均應力的分布情況。

圖8 穩定變形階段試樣平均應力分布Fig.8 Mean stress distribution of sample during steady deformation stage: (a) On sample; (b) On longitudinal plane
變形初期,由于受到沖頭擠壓作用的影響,靠近模具內角處的金屬所受壓應力最大(C處),經轉角剪切變形材料進入水平通道后,之前的壓應力轉變成了拉應力(H處)。與此不同的是,靠近模具外角處的金屬在剛剛進入轉角剪切變形區時,由于金屬粒子沿剪切方向被拉長,初始壓應力轉變成了拉應力(H處),而當剪切變形結束試樣進入水平通道時,材料又受到了壓應力的作用(F處),即應力狀態發生了壓應力—拉應力—壓應力的轉變。此外,由于試樣存在端部效應,頭尾部分變形行為更加復雜,從而進一步加劇了試樣整體應力應變狀態分布的不均勻性。
2.4 應變速率分析
在等徑角擠壓變形過程中,試樣內部各金屬質點的瞬時變形狀態可通過其等效應變速率及速度場的分布情況反映出來。
圖9所示分別為試樣等效應變速率及速度場的分布。從圖9(a)可以清楚地看出,在穩定變形階段,試樣內部等效應變速率集中分布在模具內外轉角處,呈細長條帶狀分布,并在模具內角處應變速率達到局部最大值,內外轉角之間的中心區域應變速率數值較低,但所占面積比例較大。這是由于擠壓過程中,在沖頭外力的作用下,當試樣經過模具轉角受到劇烈剪切作用時,速度方向發生了急劇改變,流經模具外轉角地帶處的材料流動速度較高(見圖9(b)),實際剪切面的位置向水平通道方向發生了偏移,導致實際剪切角度略大于理想剪切角度。

圖9 試樣等效應變速率及速度場分布Fig.9 Distributions of effective strain rate (a) and velocity (b) of sample
2.5 致密行為分析
有關研究表明[20?21],當粉末材料的密度達到一定程度時,其相關力學性能會有質的突變。因此,有效消除材料內部孔隙,細化材料內部組織,提高材料綜合力學性能便成為粉末材料塑性加工的主要目的。
圖10和11所示分別為等徑角擠壓過程中不同變形階段試樣相對密度分布云圖及相應跟蹤點的相對密度變化情況。由圖10可以看出,變形初期在沖頭壓力的作用下,材料致密程度得到明顯改善,且越靠近沖頭材料密度越大(見圖10②)。隨著擠壓過程的不斷進行,在模具轉角處強烈的剪切作用下,材料密度得到進一步提高(見圖10③和④),最終形成一個較為穩定且分布較為均勻的高密度區域(見圖10⑤)。對比圖11與圖6可以發現,試樣的密度分布狀況與其應變分布特征存在較好的一致性,應變量較大的區域材料致密程度也較高。

圖10 ECAP不同變形階段試樣相對密度分布Fig.10 Relative density distribution of sample during ECAP process

圖11 試樣內部跟蹤點的相對密度變化Fig.11 Relative density of tracking points
為了更加深入地了解變形過程中主要變形區內材料的致密過程,選取中心質點P1進行跟蹤觀察,其相對密度的變化規律如圖12所示。由圖12可知,在整個變形過程中,根據曲線的變化趨勢可將材料致密化過程分為如下4個階段。
1) 壓實階段 該階段試樣尚未進入剪切變形區域,處于一種壓縮狀態。由于初始時刻材料內部孔隙較多,在沖頭壓力作用下,材料內部形成了較大的靜水壓力,孔隙大量收縮,密度上升較快。
2) 緩慢增長階段 隨著試樣被逐步擠入模具轉角地帶,由于前一階段材料整體密度的提高,孔隙數量和大小都得到明顯減少,試樣內部將產生加工硬化現象,靜水壓力的致密效應將逐漸減弱。因此,材料致密程度增長的速度開始逐步減緩。
3) 快速增長階段 在模具轉角處大剪切變形的作用下,內部孔隙隨基體材料發生剪切變形,得到了有效焊合。此時,基體組織之間結合緊密程度不斷增加,剪切塑性變形的致密效應得到不斷加強,試樣致密程度得到顯著提高。
4) 穩定階段 當試樣被擠入水平通道后,材料已基本達到理論壓實密度,接近完全致密。此后,試樣處于剛性平移階段,密度基本不再發生變化。

圖12 主要變形區內P1點相對密度變化Fig.12 Relative density of point P1
3 實驗驗證
考慮到粉末材料塑性變形能力較弱,為保證擠壓過程順利進行,本研究在400 ℃條件下進行了純鉬粉末多孔燒結材料—不銹鋼包套單道次等溫ECAP實驗研究。
實驗前將純鉬粉末制成具有一定強度和密度的擠壓毛坯(相對密度約為0.8),經1 760 ℃真空高溫燒結6 h后將其加工成d7 mm×15 mm的圓柱狀試樣,裝入包套內備用,材料初始晶粒尺寸約為75.78 μm。實驗所用模具參數與模擬設置相一致,沖頭擠壓速度約為1 mm/s,采用石墨?機油潤滑以減小摩擦對整個變形過程的影響。擠壓前毛坯及包套實物圖如圖13所示。
圖14所示為ECAP變形前后試樣橫截面上的顯微組織。由圖14可以看出,ECAP工藝強烈的剪切效應對粉末材料具有強烈的致密效果,初始狀態下試樣內部存在的少量微孔隙(見圖14(a)中箭頭部分所示)已基本完全閉合。經排水法測得變形后試樣整體相對密度為0.98,已接近完全致密,這與前述有限元模擬結果相一致。此外,材料在高度致密的同時其顯微組織也得到明顯細化,1道次ECAP變形后平均晶粒尺寸約為32.65 μm。
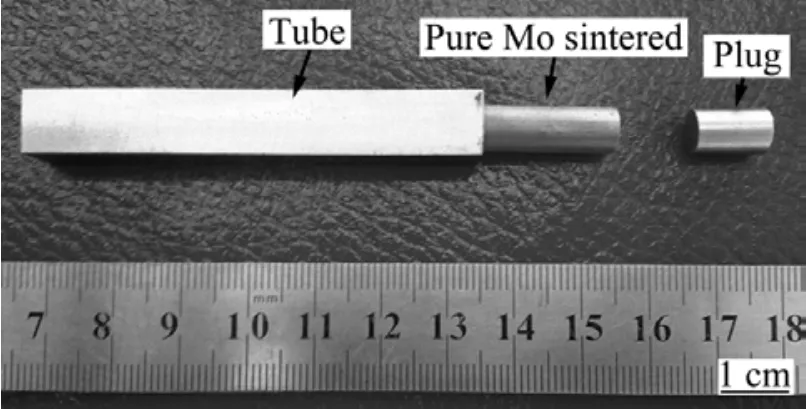
圖13 擠壓前毛坯及包套實物圖Fig.13 Schematic diagram of sample and tube before ECAP

圖14 初始燒結體及一道次ECAP后試樣橫截面光學顯微組織Fig.14 Optical microstructures of sample at transverse plane: (a) Initial; (b) After single pass of ECAP
4 結論
1) 純鉬粉末多孔燒結材料單道次ECAP變形過程分為3個階段:擠壓初始階段,過渡變形階段及穩定變形階段。變形初期,試樣與剪切通道之間存在間隙,隨著通道對試樣摩擦力的不斷增大,間隙逐漸消失。變形后期,由于材料致密程度的提高及模具內角處金屬流動阻力的增大,擠壓載荷略有上升。
2) ECAP變形過程中,試樣等效應變和相對密度的分布呈現不均勻性。靠近模具內角和上表面處試樣應變較大,相對密度也較高。試樣不同部位所處應力狀態及速度場分布的不一致是導致其應變不均勻分布的根本原因。
3) ECAP工藝強烈的剪切效應對粉末材料具有強烈的致密和細化效果。純鉬粉末多孔燒結材料在400℃條件下經1道次等溫ECAP變形后,整體相對密度達到0.98,接近完全致密;顯微組織得到明顯細化,平均晶粒尺寸約為32.65 μm。
REFERENCES
[1] 羅振中. 鉬的應用及其發展[J]. 中國鉬業, 1998, 22(4): 17?20. LUO Zheng-zhong. Application and development of molybdenum[J]. China molybdenum industry, 1998, 22(4): 17?20.
[2] 王東輝, 袁曉波, 李中奎, 鄭 欣, 張軍良, 張 清, 白 潤. 鉬及鉬合金研究與應用進展[J]. 稀有金屬快報, 2006, 25(12): 1?7. WANG Dong-hui, YUAN Xia-obo, LI Zhong-kui, ZHENG Xin, ZHANG Jun-liang, ZHANG Qing, BAI Run. Progress of research and applications for Mo metal and its alloys[J]. Rare Metals Letters, 2006, 25(12): 1?7.
[3] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation[J]. Progress in Materials Science, 2000, 45: 103?189.
[4] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement[J]. Progress in Materials Science, 2006, 51(7): 881?981.
[5] KIM H S, SEO M H, HONG S I. Plastic deformation analysis of metals during equal channel angular pressing[J]. Journal of Materials Processing Technology, 2001, 113: 622?626.
[6] SUO Tao, LI Yu-long, GUO Ya-zhou, LIU Yuan-yong. The simulation of deformation distribution during ECAP using 3D finite element method[J]. Materials Science and Engineering A, 2006, 432: 269?274.
[7] XU W, WU X, HONMA T, RINGER SP, XIA K. Nanostructured Al–Al2O3 composite formed in situduring consolidation of ultrafine Al particles by back pressure equal channel angular pressing[J]. Acta Materialia, 2009, 57: 4321?4330.
[8] SENKOV O N, SENKOVA S V, SCOTT J M, MIRACLE D B. Compaction of amorphous aluminum alloy powder by direct extrusion and equal channel angular extrusion[J]. Materials Science and Engineering, 2005, A393: 12?21.
[9] CHANG S Y, LEE K S, CHOI S H, SHIN D H. Effect of ECAP on microstructure and mechanical properties of a commercial 6061 Al alloy produced by powder metallurgy[J]. Journal of Alloys and Compounds, 2003, 354: 216?220.
[10] 劉 詠, 唐志宏, 周科朝, 李志友. 純鋁等徑角技術(II)—變形行為的模擬[J]. 中國有色金屬學報, 2002, 13(2): 294?299. LIU Yong, TANG Zhi-hong, ZHOU Ke-chao, LI Zhi-you. Equal channel angular pressing process of pure aluminum (Ⅱ)—Simulation of deformation behavior[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 294?299.
[11] BRASZCZYNSKA-MALIK KN. Spherical shape of γ-Mg17Al12 precipitates in AZ91 magnesium alloy processed by equal-channel angular pressing[J]. Journal of Alloys and Compounds, 2009, 487: 263?268.
[12] 呂 哲, 鄭立靜, 于 燕, 李煥喜, 高文理. 7050鋁合金等通道多轉角擠壓過程的三維有限元模擬[J]. 稀有金屬材料與工程, 2008, 37(12): 2125?2128. LV Zhe, ZHENG Li-jing, YU Yan, LI Huan-xi, GAO Wen-li. Finite element simulation of deformation behavior of aluminum alloy 7050 during equal channel multi-angular pressing[J]. Rare metal materials and engineering, 2008, 37(12): 2125?2128.
[13] LUGO N, LLORCA N, SUNOL J J, CABRERA J M. Thermal stability of ultrafine grains size of pure copper obtained by equal-channel angular pressing[J]. Journal of Materials Science, 2010, 45: 2264?2273.
[14] LAPOVOK R, TOMUS D, SKRIPNYUK VM, BARNETT MR, GIBSOND MA. The effect of hydrogenation on the ECAP compaction of Ti–6Al–4V powder and the mechanical properties of compacts[J]. Materials Science and Engineering A, 2009, 513/514: 97?108.
[15] XIA K, WU X. Back pressure equal channel angular consolidation of pure Al particles[J]. Scripta Materialia, 2005, 53: 1225?1229.
[16] 李 萍, 黃科帥, 薛克敏, 周明智, 韓國民. 純鋁粉末多孔燒結材料等通道轉角擠壓[J]. 中國有色金屬學報, 2009, 19(5): 881?886. LI Ping, HUANG Ke-shuai, XUE Ke-min, ZHOU Ming-zhi, HAN Guo-min. Equal channel angular pressing of pure Al powder sintered material[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(5): 881?886.
[17] MARTIN B, FRANTISEK S, OTTO B, REQUENA G. ECAP vs. direct extrusion —Techniques for consolidation of ultra-fine Al particles[J]. Materials Science and Engineering A, 2009, 504: 1?7.
[18] QUANGA P, JEONG YG, YOON SC, HONG SH, KIM HS, Consolidation of 1vol.% carbon nanotube reinforced metal matrix nanocomposites via equal channel angular pressing[J]. Journal of Materials Processing Technology, 2007, (187/188): 318?320.
[19] MANI B, PAYDAR MH. Application of forward extrusion-equal channel angular pressing(FE-ECAP) in fabrication of aluminum metal matrix composites[J]. Journal of Alloys and Compounds, 2010, 492: 116?121.
[20] 周明智, 薛克敏, 李 萍. 粉末多孔材料等徑角擠壓過程熱力耦合有限元數值分析[J]. 中國有色金屬學報, 2006, 16(9): 1510?1516. ZHOU Ming-zhi, XUE Ke-min, LI Ping. Coupled thermo-mechanical finite element analysis of metal with porosities during equal channel angular pressing process[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1510?1516.
[21] 李 萍, 薛克敏, 周明智. 鋁粉燒結材料等通道轉角擠壓組織性能演變[J]. 材料研究學報, 2009, 23(6): 577?581. LI Ping, XUE Ke-min, ZHOU Ming-zhi. Microstructure and properties evolution and mechanism analysis of sintered aluminum powder during equal channel angular expression[J]. Chinese journal of materials research, 2009, 23(6): 577?581.
(編輯 何學鋒)
Numerical simulation and experiment of pure molybdenum powder sintered material with porosities during ECAP
XUE Ke-min,WANG Xiao-xi,LI Ping,WANG Cheng,ZHANG Xiang
(School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China)
Three-dimensional finite element model was used to analyze the deformation behavior of pure molybdenum powder sintered material with porosities during a single pass of equal channel angular pressing (ECAP).The distributions of effective strain, effective stress and relative density of the sample during ECAP processing were obtained. The simulation results indicate that ECAP is an effective technique to densify powder materials and the whole deformation process could be divided into three stages: initial deformation, transitional deformation and steady deformation. The inhomogeneous deformations exist in the transverse plane and longitudinal plane of the sample, and the effective strain and relative density in the inner side and on the top of the sample are much larger than those at other positions. This inhomogeneity is attributed to the fact that the stress state and strain rate at different positions of the sample are different. In addition, the experimental results have good consistency with the simulation ones, which shows the reliability of established finite element model.
powder sintered material; equal channel angular pressing; numerical simulation; microstructure
TG376
A
1004-0609(2011)01-0198-07
國家自然科學基金資助項目(50875072); 霍英東教育基金資助項目(121053);安徽省優秀青年科技基金資助項目(10040606Y21)
2010-05-06;
2010-09-28
薛克敏,教授,博士;電話:0551-2904758;傳真:0551-2904758;E-mail:xuekm0721@sina.com
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
