H型鋼生產線軋輥的選擇方案
2011-09-26 06:23:44胡洪
山西冶金 2011年1期
胡洪
(首鋼長治鋼鐵有限公司,山西長治046031)
H型鋼生產線軋輥的選擇方案
胡洪
(首鋼長治鋼鐵有限公司,山西長治046031)
簡要介紹了首鋼長治鋼鐵有限公司年產60萬t H型鋼生產線的軋輥的在線分類、形狀,較為詳細地闡述了軋輥的選擇方案。
H型鋼軋輥方案
首鋼長治鋼鐵有限公司(以下簡稱長鋼)對年產60萬t H型鋼生產線投資了8.8億元,生產的主要產品是執行國標GB/T 1126—2005的熱軋H型鋼和剖分T型鋼,其中HW系列產品范圍為125 mm× 125 mm~250 mm×250 mm;HM系列產品范圍為150 mm×100 mm~350 mm×250 mm;HN系列產品范圍為175 mm×90 mm~500 mm×200 mm。而軋輥是H型鋼生產的主要消耗備件,它直接影響著產品的質量和生產成本。
1 H型鋼生產線軋機布置及軋輥分類、形狀
1.1 軋機布置
年產60萬t H型鋼生產線在線共4套軋機。其中二輥可逆開坯機1架,主要進行坯料的粗加工軋制,為后續工序提供半成品料;串列可逆軋機3架(包括萬能粗軋機、軋邊機、萬能精軋機各1架),主要對開坯機來料進行精加工軋制并最終使成品尺寸滿足標準及顧客的要求。具體軋機布置見圖1。

圖1 軋機布置示意圖
1.2 軋輥分類及形狀
根據軋機布置,軋輥分類見表1,各軋輥形狀見圖2~5。

表1 軋輥分類表
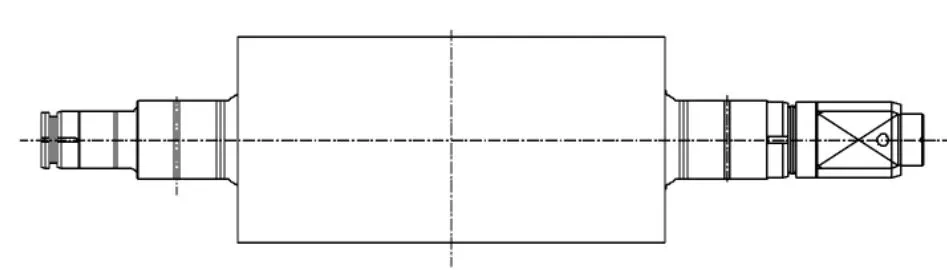
圖2 開坯機軋輥

圖3 萬能軋機平輥輥環及輥軸
2 軋輥的選擇方案
2.1 開坯機軋輥
2.1.1 功能及要求
開坯機軋輥主要是對坯料進行初步加工,為串列軋機提供合格的半成品料。軋件一般要在軋輥上往返加工5~7道,工序決定了其輥身長、軋輥孔型深、承受載荷大,另外,要滿足軋制要求,還必須保證在軋輥允許的輥徑范圍內的縱向硬度降落小。
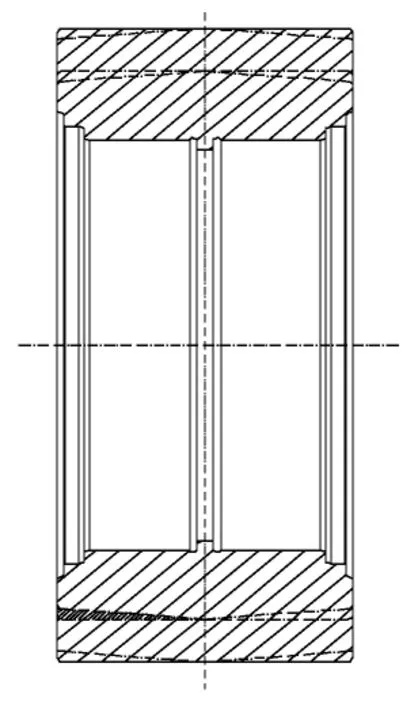
圖4 萬能軋機立輥

圖5 軋邊機軋輥
2.1.2 選擇方案
針對開坯機軋輥的功能及要求,可以選定開坯機軋輥采用65CrNiMo的合金鑄鋼,σb≥800 MPa,肖氏硬度40~48。
2.2 萬能軋機軋輥
2.2.1 功能及要求
萬能軋機包括萬能粗軋機及萬能精軋機,萬能軋機軋輥又分為水平輥和立輥,它們與軋邊機軋輥一起對開坯機來料進行深加工及保證最終軋制出合格的成品。軋件一般要在軋輥上往返加工7~9道,工序決定了其輥身短、磨損大,加工裝配要求高。
2.2.2 選擇方案
針對萬能軋機軋輥的功能及要求,初步選擇有2種方案。
(1)方案1。由于H型鋼生產線對操作人員的素質及熟練程度要求高,并且考慮在試車期間不穩定因素較多,對萬能軋機水平輥采用整體澆注,65CrNiMo的合金鑄鋼,σb≥800 MPa,肖氏硬度40~48;對萬能軋機立輥采用180高碳復合半鋼,σb≥600 MPa,肖氏硬度58~62。
(2)方案2。在試車后,生產逐步穩定,操作人員操作熟練,對萬能軋機水平輥采用裝配式,輥環采用180高碳復合半鋼,σb≥600 MPa,肖氏硬度58~62,輥軸采用42CrMo合金鍛鋼或60CrMo合金鍛鋼,σb≥900 MPa;對萬能軋機立輥采用180高碳復合半鋼,σb≥600MPa,肖氏硬度58~62。
2.3 軋邊機軋輥
2.3.1 功能及要求
軋邊機與萬能軋機一起組成串列機組,對軋件進行深加工,軋邊機軋輥主要對H型鋼的翼緣進行加工,從而使成品翼緣的尺寸滿足要求。軋件一般要在軋輥上往返加工7~9道,工序決定了其輥身相對較長,軋制負荷不大,耐磨性要求高。
2.3.2 選擇方案
針對軋邊機軋輥的功能及要求,可以選定軋邊機軋輥采用球墨鑄鐵,σb≥300 MPa,肖氏硬度50~65。
3 結語
H型鋼生產線的軋輥選擇方案,可為軋輥的采購提供了借鑒與參考。由于軋輥是軋鋼生產的主要工藝備件,其性能對生產成本起著十分重要的作用,同時其本身的使用條件隨不同的生產工藝又千變萬化,只有經過不斷生產實踐,才能最終總結和摸索出適合長鋼H型鋼生產線工藝要求的軋輥配置方案。
(編輯:苗運平)
Abstract:The paper introduces the category in line and profile of the roll for H-Beam Plant 600 000 tons per year at Shougang Changzhi Iron&Steel Co.,Ltd.And it rates the choice plan for the roll in more detail.
Key words:H-beam,roll,plant
Choice Plan of Roll for H-Beam Plant
HU Hong
(Shougang Changzhi Iron&Steel Co.,Ltd.,Changzhi 046031,China)
TG333.17
B
2010-11-19
1672-1152(2011)01-0045-02
胡洪(1973-),男,現任首鋼長治鋼鐵有限公司H型鋼廠技術質量科科長,工程師。Tel:0355-5084783,E-mail:huhong1996_2001@163.com
