不銹鋼板表面噴碼控制系統(tǒng)的設(shè)計(jì)與實(shí)現(xiàn)
2011-09-26 06:23:48張俊杰張衛(wèi)
山西冶金 2011年1期
張俊杰張衛(wèi)
(山西太鋼不銹鋼股份有限公司,山西太原030003)
不銹鋼板表面噴碼控制系統(tǒng)的設(shè)計(jì)與實(shí)現(xiàn)
張俊杰張衛(wèi)
(山西太鋼不銹鋼股份有限公司,山西太原030003)
介紹了太鋼不銹熱軋廠不銹鋼鋼板生產(chǎn)過(guò)程中表面標(biāo)識(shí)系統(tǒng)的組成和原理,并對(duì)其中的自動(dòng)控制系統(tǒng)的實(shí)現(xiàn)做了具體介紹。通過(guò)該系統(tǒng)的實(shí)施,鋼板物流的管理水平和鋼板表面質(zhì)量均顯著提高,增加了企業(yè)在市場(chǎng)上的競(jìng)爭(zhēng)力。
PLC串行通訊監(jiān)督控制系統(tǒng)
國(guó)外,在鋼板表面上進(jìn)行標(biāo)識(shí)的技術(shù)已經(jīng)非常成熟,高性能的產(chǎn)品設(shè)備在鋼鐵產(chǎn)業(yè)中占有主導(dǎo)地位。縱觀國(guó)內(nèi)各鋼廠的生產(chǎn)情況,高性能的鋼板標(biāo)識(shí)設(shè)備的市場(chǎng)仍被德國(guó)、奧地利、荷蘭等國(guó)家的產(chǎn)品所占領(lǐng)。而國(guó)內(nèi)在鋼板表面進(jìn)行標(biāo)識(shí)的設(shè)備仍然缺乏競(jìng)爭(zhēng)力。究其原因,主要是因?yàn)閲?guó)內(nèi)產(chǎn)品的研發(fā)起步較晚,在精度、可靠性、穩(wěn)定性等方面與國(guó)外產(chǎn)品還存在很大的差距。另外,國(guó)外大多數(shù)國(guó)家對(duì)鋼板表面質(zhì)量要求非常嚴(yán)格,標(biāo)識(shí)問(wèn)題是其中重要的一個(gè)評(píng)估環(huán)節(jié)。國(guó)內(nèi)各鋼廠生產(chǎn)的鋼材內(nèi)部性能已經(jīng)非常優(yōu)越,而表面標(biāo)識(shí)質(zhì)量卻往往落后于國(guó)外企業(yè)。在進(jìn)行鋼材出口時(shí),往往受到了限制。因此在鋼鐵企業(yè)中開發(fā)鋼板表面標(biāo)識(shí)系統(tǒng)具有很好的研究?jī)r(jià)值和非常現(xiàn)實(shí)的意義。
本文所述的不銹鋼板表面噴碼控制系統(tǒng)是太鋼熱軋廠定制開發(fā)、實(shí)施的項(xiàng)目。通過(guò)該系統(tǒng)的實(shí)施,項(xiàng)目建設(shè)單位在鋼板表面標(biāo)識(shí)、鋼板基本信息管理等方面更加合理規(guī)范,取得了很好的經(jīng)濟(jì)效益和社會(huì)效益。
太鋼熱軋廠不銹鋼后部生產(chǎn)線主要擔(dān)負(fù)對(duì)不銹中板表面的缺陷判定和修磨、鋼板的剪切、鋼板表面的標(biāo)識(shí)以及成品的包裝和交庫(kù)等工作。具體過(guò)程為:先將不銹鋼鋼板按合同、批次由天車吊運(yùn)至上料臺(tái),然后用吸盤將鋼板一一放置到研磨輥道的東臺(tái)進(jìn)行鋼板表面處理;處理完畢后,鋼板被翻板機(jī)翻置,由電平車運(yùn)送至研磨西臺(tái)進(jìn)行鋼板另一表面的處理;后經(jīng)液壓剪機(jī)剪切成符合各合同需求的、不同規(guī)格的鋼板,然后經(jīng)噴碼機(jī)對(duì)鋼板進(jìn)行表面標(biāo)識(shí),被吸盤吊運(yùn)到下料臺(tái),成品被送至包裝庫(kù)進(jìn)行成品的包裝、交庫(kù)。
不銹鋼后部生產(chǎn)線是不銹鋼生產(chǎn)的最后工序,也是不銹鋼品質(zhì)質(zhì)量是否合格的關(guān)鍵工序。生產(chǎn)現(xiàn)場(chǎng)布局示意圖如圖1所示。
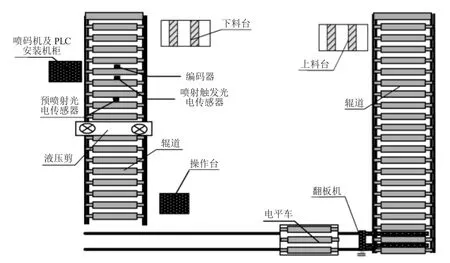
圖1 現(xiàn)場(chǎng)布局示意圖
1 不銹鋼板表面噴碼控制系統(tǒng)采取的控制方式
計(jì)算機(jī)控制系統(tǒng)一般分為:操作指導(dǎo)控制系統(tǒng)、直接數(shù)字控制系統(tǒng)、監(jiān)督控制系統(tǒng)、集散式計(jì)算機(jī)控制系統(tǒng)、嵌入系統(tǒng)和網(wǎng)絡(luò)化控制系統(tǒng)等。通過(guò)對(duì)目前主要的控制系統(tǒng)進(jìn)行比較,可以得出這幾種控制方式的應(yīng)用領(lǐng)域有所不同,并且各自具有優(yōu)缺點(diǎn)。因?yàn)橛?jì)算機(jī)監(jiān)督控制系統(tǒng)是安全性、可靠性較高的一類計(jì)算機(jī)控制系統(tǒng),同時(shí)又是計(jì)算機(jī)集散系統(tǒng)的最基礎(chǔ)、最基本的模式[1]。而對(duì)于全自動(dòng)鋼板表面噴碼控制系統(tǒng)來(lái)說(shuō),考慮到現(xiàn)場(chǎng)的生產(chǎn)情況以及系統(tǒng)的開發(fā)成本,結(jié)合生產(chǎn)現(xiàn)場(chǎng)的特點(diǎn)以及計(jì)算機(jī)監(jiān)督控制系統(tǒng)的優(yōu)點(diǎn),對(duì)生產(chǎn)設(shè)備的控制方式采用了監(jiān)督控制系統(tǒng)(SCC)的方式,同時(shí)考慮到與現(xiàn)場(chǎng)網(wǎng)絡(luò)進(jìn)行銜接,因而系統(tǒng)還具有網(wǎng)絡(luò)功能。鋼板基本資料的噴印位置根據(jù)鋼板長(zhǎng)度的不同而變化,噴印位置的給定值是通過(guò)PLC計(jì)算所得,它能根據(jù)鋼板長(zhǎng)度信息的變化被及時(shí)調(diào)整。
2 不銹鋼板表面噴碼控制系統(tǒng)硬件之間通訊的設(shè)計(jì)
系統(tǒng)的硬件主要包括:1臺(tái)工控機(jī)(上位機(jī)),2臺(tái)LINX6800噴碼機(jī),1臺(tái)松下小型PLC(FP0-C16)等。由于系統(tǒng)工作時(shí),不銹鋼鋼板的基本信息和噴印參數(shù)的設(shè)置信息被上位機(jī)發(fā)送到噴碼機(jī)和PLC中,另外PLC和噴碼機(jī)將反饋信號(hào)和控制信號(hào)發(fā)送至上位機(jī)中。當(dāng)這些功能實(shí)現(xiàn)時(shí),系統(tǒng)的各硬件之間實(shí)際上已經(jīng)形成了通信網(wǎng)絡(luò),結(jié)合松下PLC(FP0-C16)和噴碼機(jī)本身只支持串行通訊的特點(diǎn),因而它們之間的通訊采取了串行通訊的工作方式[2]。串行通訊可以分為RS-232、RS-422、RS-485等方式,它們各自的特點(diǎn)如表1所示。

表1 串行通信分類及各自的特點(diǎn)
工控機(jī)和噴碼機(jī)之間的通訊線路兩端采用RS-422串行轉(zhuǎn)換器進(jìn)行連接,工控機(jī)和RS-422之間以及RS-422和噴碼機(jī)之間的接線方式是簡(jiǎn)單的RS-232三線方式。由于工控機(jī)本身只有2個(gè)RS-232串行端口,為了實(shí)現(xiàn)和PLC之間進(jìn)行通訊的功能,在工控機(jī)中安裝了一塊串行通信擴(kuò)展卡來(lái)增加工控機(jī)中串行端口的數(shù)量,串行通信擴(kuò)展卡默認(rèn)的通訊方式為RS-422方式(串行通信擴(kuò)展卡內(nèi)置光電隔離裝置,可以滿足現(xiàn)場(chǎng)生產(chǎn)的需求),其通訊方式采用了工控機(jī)和RS-422串行轉(zhuǎn)換器直接連接的方式。整個(gè)通訊線路現(xiàn)場(chǎng)接線的情況如圖2所示。
本系統(tǒng)中設(shè)計(jì)了上位機(jī),主要功能是往PLC及噴碼機(jī)傳輸各種噴印數(shù)據(jù),同時(shí)接收PLC和噴碼機(jī)傳輸回來(lái)的應(yīng)答信息的程序。在這些過(guò)程中,數(shù)據(jù)傳輸采用統(tǒng)一的格式。另外,系統(tǒng)中還設(shè)計(jì)了通訊測(cè)試程序,以實(shí)現(xiàn)對(duì)通訊質(zhì)量的實(shí)時(shí)掌握,方便維護(hù)人員進(jìn)行故障判斷。這些程序是依據(jù)松下FpΣ系列PLC通信系統(tǒng)的基本協(xié)議MEWTOCOL-COM進(jìn)行編寫的[3]。松下FpΣ系列PLC通信系統(tǒng)的基本協(xié)議是松下電工的專用通信協(xié)議MEWTOCOL。PLC與計(jì)算機(jī)的通信協(xié)議是MEWTOCOL-COM,該協(xié)議采用的是異步通信方式,其波特率主要包括2 400,4 800,9 600 bps等多種,且報(bào)文長(zhǎng)度是可變可固定的。數(shù)據(jù)傳輸采用ASCII碼的形式,首先由計(jì)算機(jī)發(fā)送指令,然后PLC對(duì)指令自動(dòng)進(jìn)行響應(yīng),用于程序處理和交互式操作。
系統(tǒng)在工作時(shí),完成上位機(jī)和PLC之間的數(shù)據(jù)傳輸?shù)某绦蛘Z(yǔ)句是依據(jù)松下MEWTOCOL-COM協(xié)議編寫的。程序中主要用到的指令包括:RCS,WCS,RCP,RD,WD,SD等。它們的主要功能是:讀取各個(gè)輸入;輸出觸點(diǎn)的狀態(tài)信息;設(shè)置各輸入;輸出觸點(diǎn)的狀態(tài);通過(guò)上位機(jī)設(shè)置鋼板噴印PLC的初始參數(shù);設(shè)置PLC內(nèi)部相關(guān)數(shù)據(jù)寄存器的目標(biāo)值;讀取和設(shè)置編碼器的經(jīng)過(guò)值等。
3 控制系統(tǒng)的設(shè)計(jì)
3.1 系統(tǒng)的工作過(guò)程
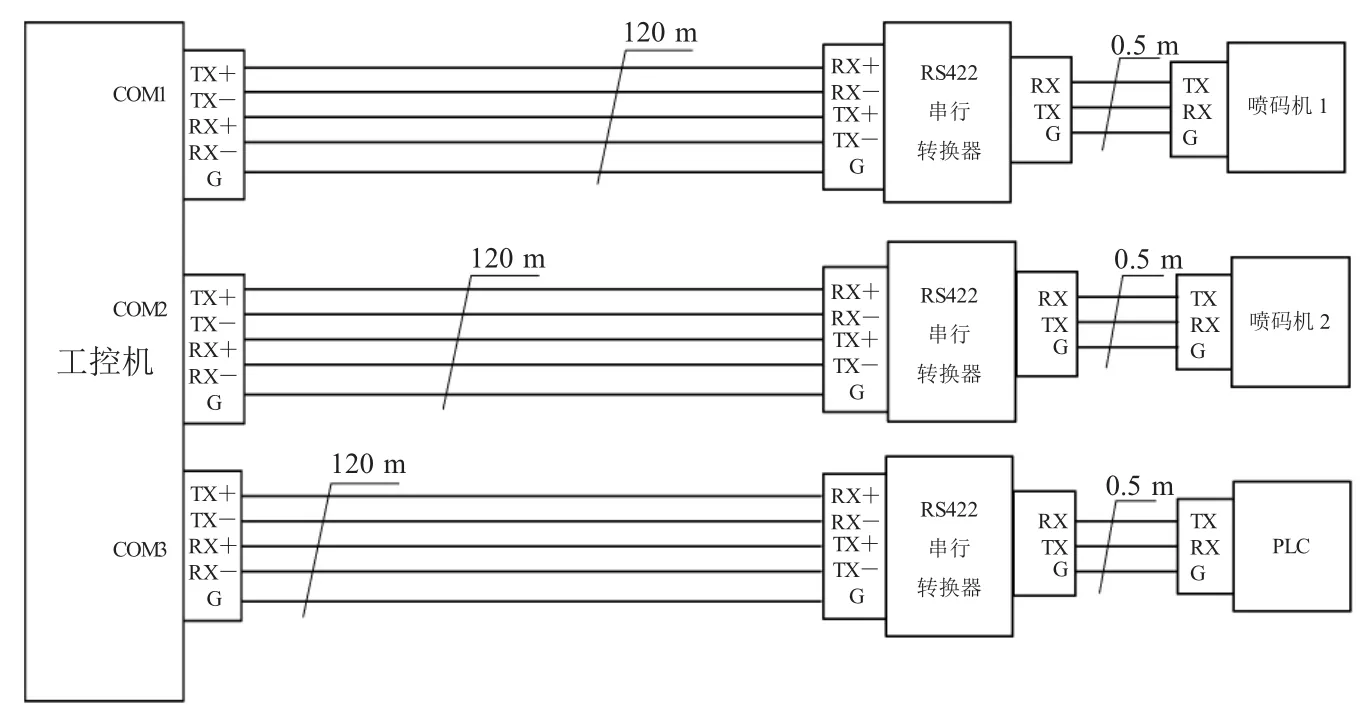
圖2 現(xiàn)場(chǎng)通訊接線示意圖
(1)在PLC運(yùn)行正常以及系統(tǒng)通訊正常時(shí),操作人員將每個(gè)批次鋼板所涉及的規(guī)格、批號(hào)、爐號(hào)、鋼種等參數(shù)錄入到上位機(jī)中。確認(rèn)無(wú)誤后,鋼板的批號(hào)、爐號(hào)、鋼種、規(guī)格、執(zhí)行標(biāo)準(zhǔn)、許可證、生產(chǎn)班次等數(shù)據(jù)被傳輸至噴碼機(jī)中;鋼板的長(zhǎng)度、噴印次數(shù)、噴印資料長(zhǎng)度、噴印縮進(jìn)距離、長(zhǎng)度校驗(yàn)值被傳輸至PLC中。
(2)在第一個(gè)掃描周期內(nèi)、內(nèi)部繼電器R9013為ON時(shí),執(zhí)行子程序1,PLC將編碼器、鋼板長(zhǎng)度寄存器、PLC內(nèi)部各臨時(shí)數(shù)據(jù)寄存器等的值置為零,PLC計(jì)算出噴印所需的必要的噴印參數(shù)。
(3)當(dāng)鋼板通過(guò)剪機(jī)后,觸發(fā)預(yù)噴射觸發(fā)光電傳感器X5,PLC向上位機(jī)發(fā)送停止發(fā)送數(shù)據(jù)的信號(hào),內(nèi)部繼電器R2置為ON狀態(tài),執(zhí)行子程序2,PLC計(jì)算出不銹鋼鋼板基本參數(shù)在鋼板上的具體噴印位置,并且將其保存在相應(yīng)的數(shù)據(jù)寄存器中。
(4)當(dāng)鋼板到達(dá)噴射觸發(fā)光電傳感器X7時(shí),鋼板接觸輥輪使其轉(zhuǎn)動(dòng)并帶動(dòng)編碼器工作,系統(tǒng)開始對(duì)鋼板通過(guò)噴射觸發(fā)光電傳感器的長(zhǎng)度進(jìn)行測(cè)量,將測(cè)量值與計(jì)算值相比較。
(5)當(dāng)鋼板到達(dá)相應(yīng)的位置后,PLC向噴碼機(jī)發(fā)出觸發(fā)信號(hào)Y2,噴碼機(jī)便開始噴印,噴印延時(shí)0.5 s。按相應(yīng)的執(zhí)行標(biāo)準(zhǔn),鋼板長(zhǎng)度達(dá)到5 m以上時(shí)噴印2次,小于5 m時(shí)噴印1次,PLC將根據(jù)鋼板的長(zhǎng)度,計(jì)算出鋼板的基本信息在鋼板上的具體噴印位置,在合適的位置觸發(fā)噴碼機(jī)進(jìn)行工作。
(6)噴印完此塊鋼板后,相應(yīng)的數(shù)據(jù)寄存器、內(nèi)部繼電器、特殊繼電器等元件復(fù)位置0,PLC向上位機(jī)發(fā)出噴印完畢信號(hào),執(zhí)行子程序3,上位機(jī)程序自動(dòng)地將下一塊鋼板的噴印內(nèi)容發(fā)送到PLC和噴碼機(jī)。
(7)PLC將等待下一塊鋼板觸發(fā)預(yù)噴射觸發(fā)光電傳感器,PLC控制程序如此反復(fù)循環(huán)進(jìn)行不銹鋼鋼板基本信息的噴印。
3.2 控制系統(tǒng)的主流程圖(見圖3)
3.3 部分編程元件說(shuō)明(見表2)

表2 PLC控制程序部分編程元件說(shuō)明
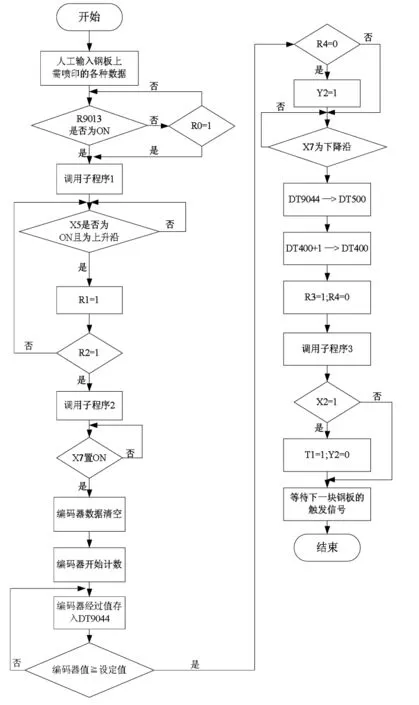
圖3 控制系統(tǒng)的主流程圖
4 結(jié)語(yǔ)
經(jīng)過(guò)對(duì)系統(tǒng)進(jìn)行不斷優(yōu)化,系統(tǒng)的各項(xiàng)功能也得到了不斷的完善,系統(tǒng)也進(jìn)入到實(shí)用階段。到目前為止,自動(dòng)控制系統(tǒng)運(yùn)行穩(wěn)定,為不銹鋼鋼板生產(chǎn)發(fā)揮了巨大作用。
[1]劉川.熱鋼坯自動(dòng)噴號(hào)機(jī)控制系統(tǒng)的研制[D].武漢理工大學(xué),2008.
[2]賈會(huì)玲.松下PC-Link網(wǎng)絡(luò)與PC通信問(wèn)題的解決[J].電氣時(shí)代,2007(4):13-16.
[3]白志敏.計(jì)算機(jī)與松下PLC通信程序的設(shè)計(jì)[J].活力,2008(1):70.
(編輯:胡玉香)
Abstract:This paper introduced the composition and principle ofmarkingsystemofTisco′s Hot Rolling Mill stainless steel plate production process,and made a specific description ofautomatic control system through the systemimplementation,it has made great improvement in steel plate logistics and steel plate surface quality,strengthened the enterprises competition amongthe different markets.
Key words:PLC,serial communication,supervisory control system
Design and Realization of Spray-coding Control System for The Stainless Steel Plate Surface
ZHANG Junjie
(Shanxi Taigang Stainless Steel Co.,Ltd.,Taiyuan 030003,China)
TP273
A
2011-01-17
1672-1152(2011)01-0042-03
張俊杰(1976-),男,在太鋼不銹熱軋廠從事計(jì)算機(jī)及自動(dòng)控制工作,工程師。Tel:15834107337,E-mail:zhangjj01@tisco.com.cn
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
