管材熱處理生產線輥式矯直設備的選型
2011-09-26 06:23:50陳峰張超汪恩輝黃維勇張勝廣
山西冶金 2011年1期
關鍵詞:設備
陳峰張超汪恩輝黃維勇張勝廣
(1.中國重型機械研究院有限公司,陜西西安,710032;2.新興鑄管股份有限公司,河北邯鄲,056300)
管材熱處理生產線輥式矯直設備的選型
陳峰1張超1汪恩輝1黃維勇1張勝廣2
(1.中國重型機械研究院有限公司,陜西西安,710032;2.新興鑄管股份有限公司,河北邯鄲,056300)
歸納了國內管材熱處理生產線對輥式矯直設備的主、輔機性能的基本要求,分析了目前國內市場兩種主流機型特點。認為四滑架的機型在結構上具有一定優勢,可以作為管材熱處理生產線矯直機的首選機型。
鋼管熱處理矯直
對管材實施熱處理工藝是實現各項力學性能指標提高的合理途徑。目前,對管材的在線熱處理包括管材的調質、淬火以及正火。經熱處理的鋼管發生了直線度、橢圓度、內部晶粒組織、殘余應力的變化,因此要組織矯直工序,提高管材的直線度和橢圓度,降低內部殘余應力。
熱處理后的鋼管內部晶粒組織的變化使其機械性能指標攀升(屈服極限高達1 180 MPa),導致矯直力能參數變大,對矯直設備的性能有了較高的要求,因此鋼管熱處理生產線矯直設備選型工作尤顯重要。
1 管材熱處理生產線所矯材料材質特點及矯后要求
管材熱處理生產線矯直管材為正火或者回火之后的石油套管、鉆桿、接箍料以及油管等。這類管材的突出特點是材質屈服極限高,管材徑壁比較離散,來料彎曲曲率半徑小,被矯鋼管為熱態(一般矯直溫度為600℃左右)[1]。對矯后管材的通體直線度、橢圓度要求高,頭部尺寸也有明確要求(管體直線度不大于1 mm/m,頭部1.5 m內直線度不大于1.5 mm/m,單倍尺鋼管全長直線度不大于2 mm)。
2 管材熱處理生產線矯直設備的要求
因熱處理生產線矯直機所矯鋼管的頭部尺寸特性,一般為快開形式的矯直機;因所矯鋼管材質的機械性能特性,其矯直機設備負荷參數較大(設備強度高,剛性好)。
熱處理生產線矯直機前、后臺輔助設備的抑制被矯管材甩動、防止管材表面擦傷、穩定矯直等作用比普通矯直機在功能上要強勁一些。
矯直輥的頻繁開啟是熱處理石油管材生產線矯直機的一個顯著特點,一般的快開液壓系統使用壓力在20 MPa以上,因此在快開換向的過程中常常會表現出系統沖擊嚴重、換向噪音大的現象。選用合理的液壓快開系統,降低系統沖擊和能耗是新上熱處理生產線矯直機的迫切要求。
通過對熱處理生產線矯直機的基本要求簡要分析,我們可以認為,對一臺熱處理生產線矯直機的選擇的核心是:在主機設備上關鍵結構要突現出其良好的剛度;液壓系統要能夠解決高壓下的換向沖擊問題;輔助設備能夠抑制管材的甩動,保證穩定矯直。
3 熱處理生產線管材矯直機矯直輥數的確定
國內鋼管制造商對熱處理生產線鋼管的矯直后直線度一般要求為每米不大于1 mm(可以表述為1 mm/m),這個數值是在以鋼管名義直徑為114 mm,輥距為850 mm的六輥矯直機上理論計算得出的數值,因此1 mm/m這個數值要以具體的鋼管直徑和輥距來定,不是所有的六輥矯直機在其含蓋范圍內的鋼管矯直后都能達到1 mm/m,對于不同于名義直徑特別是名義直徑大于114 mm的鋼管矯直,1 mm/m的直線度要求,對輥距和輥身長度的要求是比較苛刻的,兩者之間的平衡需要設計者對矯直理論有一定的認識才能給出合理的數值。
是否能夠通過增加矯直環節來提高矯直精度呢,答案是肯定的[2]。例如,采用八輥或九輥,甚至于十輥矯直機矯直,隨著矯直環節的增多,矯直精度會得到明顯的提高,十輥可以達到0.3 mm/m的矯直精度,但是快開的機構增多,設備質量增加,液壓快開系統煩瑣,造價高,占地面積大,運行成本高,不是十分可取,所以需要根據具體的產品大綱和投資許可來確定矯直機的輥數以及輥系布置方式。
4 應用于管材熱處理生產線矯直機的形式和優劣性分析
目前,國內市場熱處理生產線的管材矯直機以兩滑架和四滑架為典型代表,這兩種機型是目前國內鋼管熱處理生產線的主流機型,其余機型也有使用,但都受使用廠家的產品種類以及投資情況的影響,按照管材高精度生產的要求,這些機型不能作為推廣的主力機型。因此本文著重討論兩滑架和四滑架機型。
兩滑架機型的典型供應商為太原重型機械集團有限公司和太原通澤重工有限公司,是在德國Meer管材矯直機的基礎上發展起來的;四滑架的典型供應商為中國重型機械研究院有限公司(原西安重型機械研究所),是在英國專業矯直機生產商BRONX的矯直機技術上發展起來的。
4.1 兩滑架機型
所謂的兩滑架機型(如圖1所示)是指每個矯直輥所在的滑架同時在2個立柱之上滑動,因為在2個立柱上滑動就稱之為兩滑架機型。
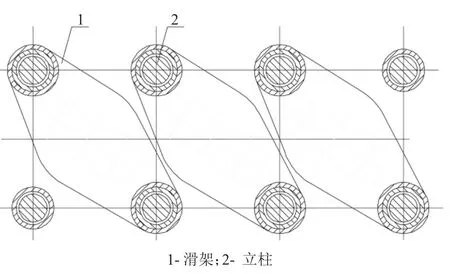
圖1 兩滑架機型的滑動梁示意圖
兩滑架機型的上輥滑架的平衡和矯直輥輥座的鎖緊是靠共用2個平衡缸完成,上輥的壓下為單絲杠中心壓下(如圖2所示),需要快開的矯直輥在滑架上有1個液壓缸和壓下螺絲連接,通過液壓缸的伸縮實現矯直輥的快速避讓。
下輥沒有平衡機構,下輥角度的鎖緊是側向鎖緊,不易于維護,也不利于實施快開。
角度的調節是通過調節與輥座連接的蝸輪升降機的伸縮實現矯直輥角度的調節,角度調節機構不是線性機構,不利于角度的準確檢測。
主傳動通常為一套減速箱,同時實現減速和分配功能,不易消除高速級的沖擊。
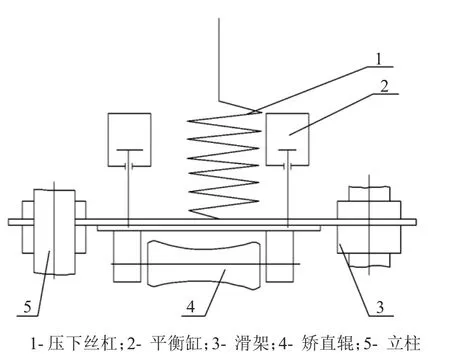
圖2 兩滑架的單絲杠中心壓下機構示意圖
上、下橫梁多采用鑄件,使得上輥壓下以及平衡機構外露,整體造型不大美觀。
4.2 四滑架機型
所謂的四滑架機型(如圖3所示)是指每個矯直輥所在的滑架在4個立柱之上滑動,因為在4個立柱上滑動就稱之為四滑架機型。
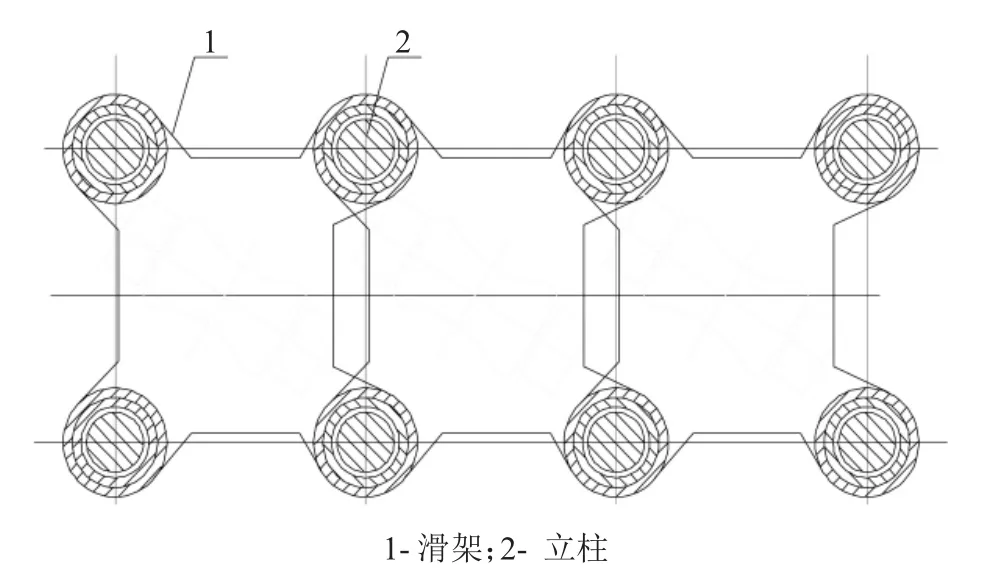
圖3 四滑架機型的滑動梁示意圖
上輥滑架的平衡用2個平衡缸完成,上輥的壓下為單絲杠中心壓下(如圖4所示),需要快開的矯直輥在滑架上有1個液壓缸和壓下螺絲連接,通過液壓缸的伸縮實現矯直輥的快速避讓。
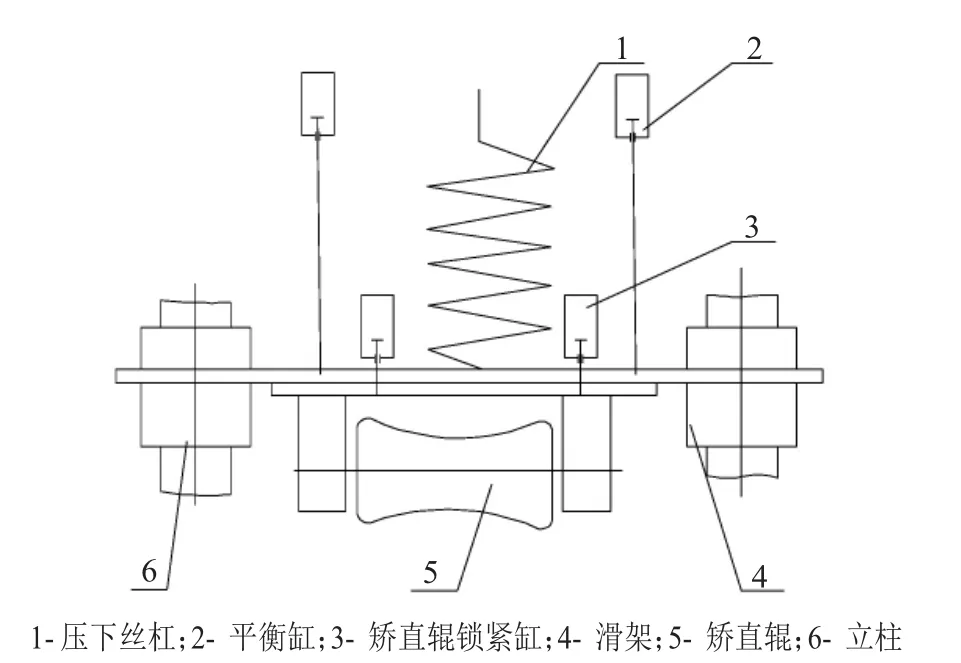
圖4 四滑架的單絲杠中心壓下機構示意圖
上輥的鎖緊是通過2個單獨的矯直輥鎖緊缸(圖4中的序號3)實現的。
角度的調節是通過調節與輥座連接的托座實現的,調節機構為齒輪線性傳遞,角度調節精度高,重復性能好(角度的線性調節是西安重型機械研究所的專利,專利號為ZL2006 10105260.0)。
四滑架的尺寸優勢可以將受矯直力大的矯直輥的壓下絲杠做成雙絲杠,可改善受力條件,增強矯直過程中設備的穩定性。
主傳動通常為兩套減速箱,一套實現減速,另外一套實現分配,能充分消除高速級的沖擊,提高萬向軸的疲勞壽命。
4.3 兩滑架機型與四滑架機型的優劣性對比
4.3.1 滑架約束對比
對單個的滑架來說,兩滑架機型為2個滑套,四滑架機型為4個滑套,在滑架平面上,四滑架機型的約束數量要多于兩滑架機型,在滑套的總長度上四滑架的總長度為兩滑架的1.5~1.8倍。從滑架的焊接以及機加工工藝上分析,四滑架的滑架焊接變形的傾向性小于兩滑架機型的滑架,在機械加工方面四滑架的定位、裝卡較兩滑架容易,加工精度也較好保證。
4.3.2 角度調節的準確性能對比
兩滑架機型的調節機構為非線性,四滑架機型的角度調節機構為線性。線性機構有利于角度的準確調整,不僅能準確調節當前的角度,而且角度調節的重復精度高,是真正意義上的自動調整。
4.3.3 壓下絲杠與載荷中心重合與否的對比
在矯直力最大的矯直輥上,四滑架機型為雙絲杠壓下,而兩滑架機型為單絲杠壓下。一般的滑架式矯直機的載荷中心與滑架的幾何中心并不重合,四滑架機型由于滑架面積增大,雙絲杠的受力點連線經過載荷中心,使矯直過程相當穩定,同時滑架又在四個立柱上滑動,在力學上為超靜定結構,穩定性能優越。兩滑架的單絲杠中心和載荷中心不重合,易產生傾翻力矩,造成矯直過程不穩定。
4.3.4 換輥的難易程度對比
在換輥的難易程度上,四滑架機型能夠準確地將矯直輥角度調整為換輥角度,不需人工干預,液壓小車換輥,縮短了換輥時間,降低了工人的勞動強度。
4.4 兩滑架機型與四滑架機型的優劣性總結
的鎖緊和角度調節、滑架約束等影響矯直穩定和矯直質量幾個關鍵性問題上,兩滑架機型表現出了明顯的劣勢。從理論和實際使用的雙重驗證表明:四滑架機型優越于兩滑架機型。
5 四滑架矯直機設計中需要解決的幾個問題
5.1 關鍵參數的耦合問題
關鍵參數是指矯直輥初始中心角、矯直輥直徑、輥身長度以及輥距。矯直輥直徑由矯直力和矯直軸承大小決定,是不能隨意修正的參數,矯直輥初始中心影響矯直效果和矯直機剛度(主要是橫向剛度),因此對初始角度的選擇至關重要。熱處理生產線矯直機四滑架矯直機的中心角一般選擇33°。
5.2 設備總體剛度的提高問題
總體剛度的提高主要是指兩個方面,一是橫向剛度的提高,即立柱與矯直機中心線橫向距離的大小,以及兩側立柱與矯直機中心線的距離差值的大小。兩者距離差值越小越好,需要平衡輥距和矯直輥初始角度。二是立柱剛度的提高,即盡可能地減小立柱受壓長度。
5.3 矯直輥鎖緊可靠性的保證問題
矯直輥鎖緊為平面鎖緊,因此要盡可能增大鎖緊平面,提高鎖緊缸直徑,設置單獨的鎖緊缸油泵,實現動態補油。
6 熱處理生產線矯直輔助設備配置選型
其余配置主要是指快開液壓系統,主傳動系統,矯直輥裝配,前、后臺設備配置。其余配置各個廠家提供得不盡相同,原則上是快開系統以沖擊和換向噪音小為好,主傳動系統以分配箱不設置傳動比為好,矯直輥裝配以滿足換輥方便、軸向調整方便為好,前、后臺以能夠抑制管材甩動、防止管材表面擦傷、穩定矯直為好。
7 結語
經過對中心角和輥距以及輥身長度的反復推演,配合泵直接驅動液壓快開系統,很好地發揮出了四滑架矯直機矯直熱處理鋼管的穩定性。實踐證明四滑架矯直機可以作為管材熱處理生產線矯直機的首選機型。
[1]高蓉,李平全.超精細鋼管線管的工業生產[J].國外油田工程,2006,22(10):38-42.
[2]崔甫.矯直原理與矯直機械[M].北京:冶金工業出版社,2005.
(編輯:胡玉香)
通過上述主機的基本分析,不難看出在矯直輥
Abstract:The paper summed up the basic requirements to the straightening equipment for the heat treatment pipe,analyzed the features to main structure of straightening equipment,the 4 sliding socket has advantages,as a straightening machine to heat treatment pipe.
Key words:steel pipe,heat treatment,straightening
The Selection of Straightening Equipment for Heat Treatment Pipe
CHEN Feng1ZHANG Chao1WANG Enhui1HUANG Weiyong1ZHANG Shengguang2
(1.China National Heavy Machinery Research Institute Co.,Ltd.,Xi′an 710032,China; 2.Xinxing Ductile Iron Pipes Co.,Ltd.,Handan 056300,China)
TG333.2
A
2010-12-16
1672-1152(2011)01-0019-03
陳峰(1981-),男,于中國重型機械研究院有限公司第五研究室主要從事管材精密矯直設備的研究和設計工作,工程師。Tel:029-86322805,E-mail:taiyuancf369@163.com
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
