濟(jì)鋼1 700熱軋卷取模型的應(yīng)用與完善
2011-09-26 06:23:48蔡立
山西冶金 2011年1期
關(guān)鍵詞:模型
蔡立
(濟(jì)南鋼鐵集團(tuán)總公司,山東濟(jì)南250101)
濟(jì)鋼1 700熱軋卷取模型的應(yīng)用與完善
蔡立
(濟(jì)南鋼鐵集團(tuán)總公司,山東濟(jì)南250101)
詳細(xì)介紹了濟(jì)鋼1 700ASP的卷取模型的系統(tǒng)組成和控制原理;結(jié)合濟(jì)鋼1 700 ASP現(xiàn)場(chǎng)實(shí)際情況,闡述了卷取模型的應(yīng)用調(diào)試方法;并針對(duì)實(shí)際生產(chǎn)過程中出現(xiàn)的涉及到卷取模型的各種問題,給出了相應(yīng)的解決思路和完善方案。
CSU卷取二級(jí)模型卷形控制熱連軋
濟(jì)鋼1 700ASP(中薄板坯連鑄連軋熱扎生產(chǎn)線)是濟(jì)鋼“十五”發(fā)展規(guī)劃的重點(diǎn)項(xiàng)目之一,是濟(jì)鋼建設(shè)國際先進(jìn)、國內(nèi)一流的板材精品基地的重要技術(shù)支撐。生產(chǎn)線年設(shè)計(jì)能力250萬t,是由鞍鋼總承包設(shè)計(jì)、安裝、調(diào)試的,是國內(nèi)第一條具有自主知識(shí)產(chǎn)權(quán)的ASP生產(chǎn)線。該生產(chǎn)線于2006年1月16日熱負(fù)荷試車成功軋制第一卷帶鋼,同年8月份產(chǎn)量完成21.1萬t,順利達(dá)到設(shè)計(jì)生產(chǎn)能力。
大部分熱軋生產(chǎn)線卷取部分的自動(dòng)化控制完全集合在電氣一級(jí),卷取自動(dòng)化控制部分相對(duì)于精軋控制部分來說比較直觀、簡化,沒有自學(xué)習(xí)和迭代反復(fù)計(jì)算等大量數(shù)據(jù)的交互,在PLC環(huán)境下,可以實(shí)現(xiàn)編程控制。加之現(xiàn)有PAC控制器的數(shù)據(jù)庫和過程控制等優(yōu)點(diǎn),使得卷取主令控制和液壓控制可以在電氣一級(jí)實(shí)現(xiàn)。
濟(jì)鋼1 700ASP的模型控制是由鞍鋼技術(shù)人員在原三菱模型的基礎(chǔ)上,消化吸收,最終自主研發(fā)的。卷取的自動(dòng)化控制分二級(jí)和一級(jí)兩部分。卷取模型(CSU)是根據(jù)板坯的鋼種以及帶鋼的鋼種、厚度、寬度來計(jì)算卷取區(qū)的各物理量,并且為卷取機(jī)、輸出輥道和其他卷取區(qū)設(shè)備設(shè)定適當(dāng)?shù)闹担员WC帶鋼的高效卷取和良好的卷取形狀。控制參數(shù)由二級(jí)模型CSU計(jì)算后下發(fā)給一級(jí),一級(jí)接受二級(jí)數(shù)據(jù)后實(shí)現(xiàn)其主令控制和液壓AJC控制。
1 系統(tǒng)組成和時(shí)序
1.1 系統(tǒng)組成
濟(jì)鋼1 700ASP CSU計(jì)算與輸出輥道和卷取機(jī)相關(guān)的速度超前率和滯后率、助卷輥和夾送輥的輥縫設(shè)定、卷筒的設(shè)定單位張力和最小設(shè)定單位張力、側(cè)導(dǎo)板開口度、卸卷小車的等待位置,并確定AJC以及其他設(shè)定數(shù)據(jù)。圖1表示卷取二級(jí)模型功能關(guān)聯(lián)。
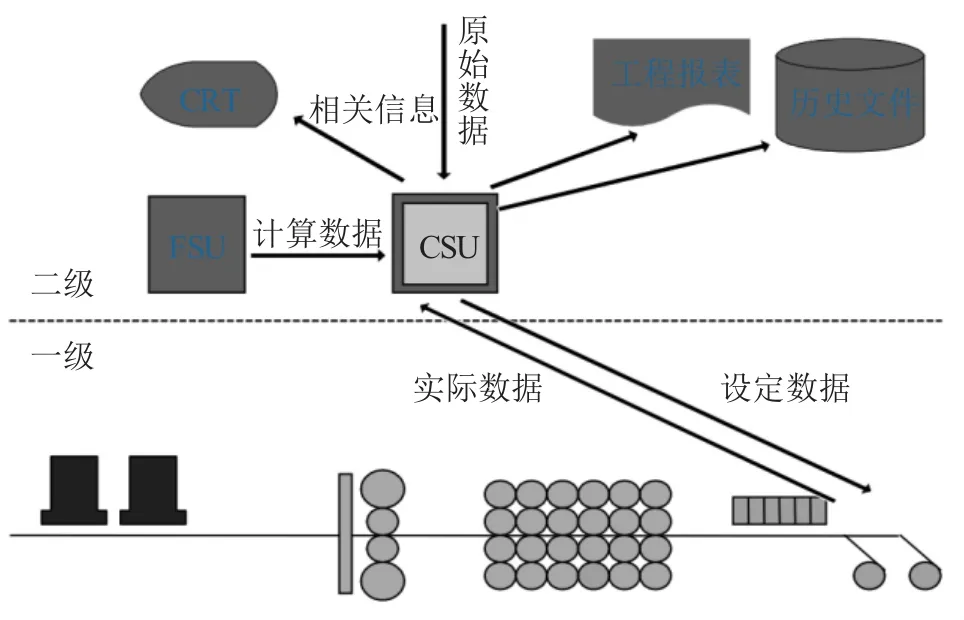
圖1 功能關(guān)聯(lián)圖示
1.2 時(shí)序
(1)第一次卷取設(shè)定。當(dāng)帶鋼頭部在粗軋最后一道次到達(dá)粗軋機(jī)出口測(cè)溫儀時(shí),開始進(jìn)行第一次卷取設(shè)定計(jì)算。
(2)第二次卷取設(shè)定。當(dāng)帶鋼頭部到達(dá)精軋機(jī)入口測(cè)溫儀時(shí),開始進(jìn)行第二次卷取設(shè)定計(jì)算。
2 CSU模型計(jì)算
2.1 輸入處理
從層別文件和常數(shù)文件中讀取原始數(shù)據(jù)和操作工輸入的數(shù)據(jù),上述數(shù)據(jù)為接下來的設(shè)定計(jì)算準(zhǔn)備了輸入數(shù)據(jù)。
原始數(shù)據(jù)是指鋼卷號(hào)、鋼種、目標(biāo)帶鋼尺寸等;計(jì)算數(shù)據(jù)是指LOT NO.各機(jī)架出口厚度(來源于精軋計(jì)算結(jié)果);常數(shù)一般指設(shè)備常數(shù)等;層別數(shù)據(jù)(在讀層別數(shù)據(jù)前,按鋼種、厚度、寬度確定層別號(hào))是指超前率、滯后率、極限數(shù)據(jù)、材料屬性數(shù)據(jù)等;實(shí)際數(shù)據(jù)是指實(shí)際反饋的寬度輥縫等。
2.2 輥縫設(shè)定計(jì)算(見表1)

表1 CSU輥縫計(jì)算的設(shè)定項(xiàng)及目標(biāo)部件
2.2.1 助卷輥輥縫
助卷輥可以準(zhǔn)確地將帶鋼頭部送到卷筒周圍,并以適當(dāng)壓緊力將帶鋼壓在卷筒周圍,對(duì)帶鋼施加彎曲加工,使其變成容易卷取的形狀,并以壓尾部來防止帶鋼尾部上翹和松卷。助卷輥輥縫設(shè)定公式是:

式中:WrgSet(i)為第i號(hào)助卷輥輥縫設(shè)定值,mm;HcPri為鋼卷目標(biāo)厚度,mm;AwrLay(i)為第i號(hào)助卷輥輥縫系數(shù),%,助卷輥輥縫系數(shù)是按鋼種、厚度、寬度分類的層別數(shù)據(jù)。
2.2.2 夾送輥輥縫
夾送輥設(shè)置在卷取機(jī)入口側(cè),將帶鋼頭部引入卷取機(jī),同時(shí)當(dāng)帶鋼尾部拋出精軋機(jī)后,在夾送輥與卷筒間形成一定的張力,并通過對(duì)夾送輥輥縫的調(diào)整,獲得良好的卷形。夾送輥輥縫的設(shè)定公式為:

式中:PrgSet為夾送輥輥縫設(shè)定值,mm;HcPri為鋼卷目標(biāo)厚度,mm;AprLay為夾送輥輥縫補(bǔ)償值,mm(夾送輥輥縫系數(shù)是按鋼種、厚度、寬度分類的層別數(shù)據(jù))。
2.3 卷筒力矩設(shè)定計(jì)算
當(dāng)帶鋼頭部纏繞到卷筒上之后,帶鋼以一個(gè)恒定的張力纏繞。卷取機(jī)張力控制時(shí),主要考慮張力力矩、彎曲力矩、摩擦力矩、隨卷徑變化的轉(zhuǎn)動(dòng)慣量補(bǔ)償和加減速時(shí)的動(dòng)態(tài)補(bǔ)償力矩。CSU張力計(jì)算的設(shè)定項(xiàng)和目標(biāo)部件見表2。
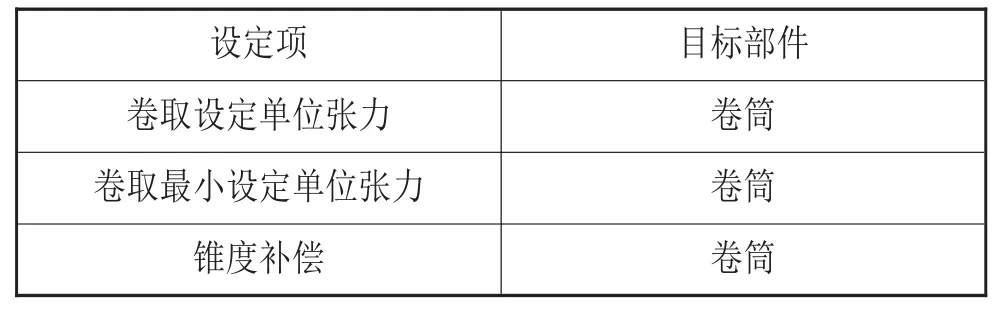
表2 CSU張力計(jì)算的設(shè)定項(xiàng)和目標(biāo)部件
2.3.1 卷筒最小設(shè)定單位張力
卷筒最小設(shè)定單位張力計(jì)算公式為:


式中:m_tens為卷取最小設(shè)定單位張力,kg/mm2;tskcon為張力基本增益(存儲(chǔ)于常數(shù)文件);tcp[i]con為張力計(jì)算參數(shù)(常數(shù)文件);hsh為熱尺目標(biāo)厚度,mm;hsw為熱尺目標(biāo)寬度,mm;sgglay為張力鋼種增益(存儲(chǔ)于層別文件)。
2.3.2 卷取設(shè)定單位張力
卷取設(shè)定單位張力計(jì)算公式為:

式中:mdts為卷取設(shè)定單位張力,kg/mm2,tbiaslay為最小設(shè)定張力與設(shè)定張力的差值(層別文件),kg。
2.3.3 錐度補(bǔ)償系數(shù)
錐度補(bǔ)償系數(shù)計(jì)算公式為:
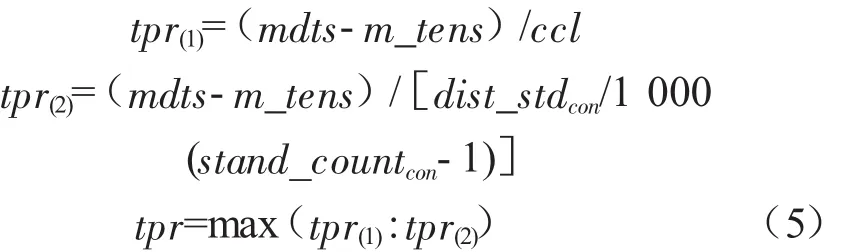
式中:ccl為各機(jī)架間帶鋼換算成出口厚度之后的長度,m;dist_stdcon為機(jī)架間距離(常數(shù)文件),mm;stand_countcon為機(jī)架數(shù)(常數(shù)文件)。
2.4 壓力設(shè)定計(jì)算(見表3)
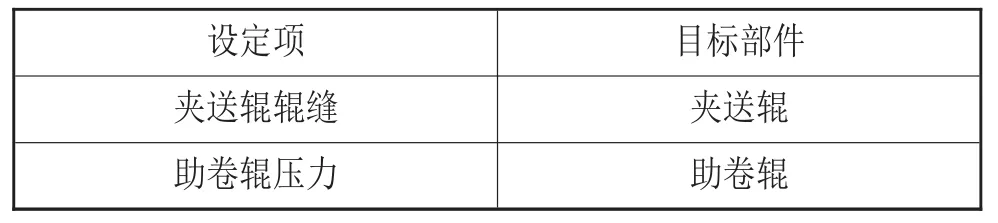
表3 CSU壓力計(jì)算的設(shè)定項(xiàng)和目標(biāo)部件
夾送輥壓力計(jì)算公式為:
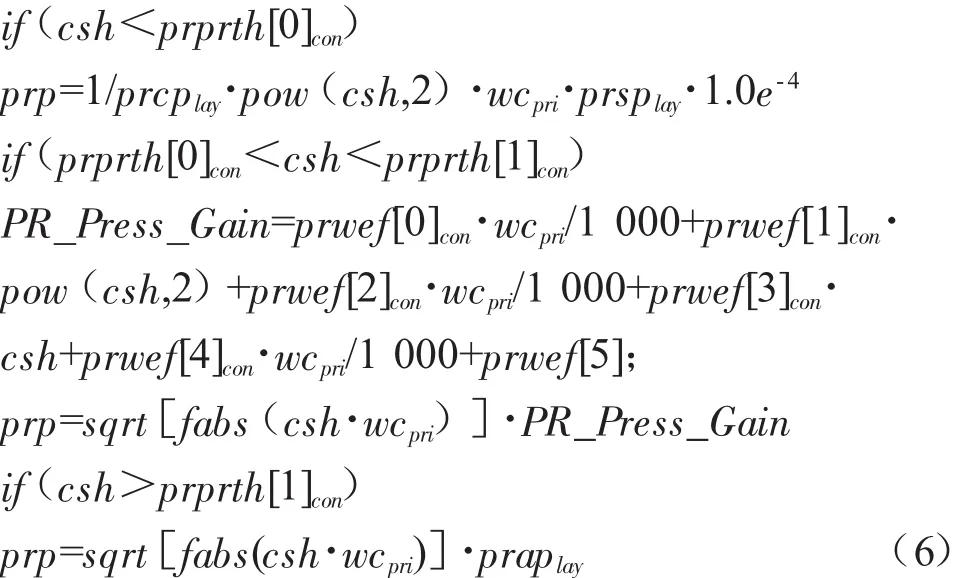
式中:prp為夾送輥壓力,kN;csh為精軋實(shí)際冷態(tài)厚度,mm;wcpri為目標(biāo)寬度(層別數(shù)據(jù)),mm;prprth[i]con為厚度計(jì)算閾值(常數(shù)數(shù)據(jù)),mm;prcplay為計(jì)算參數(shù)(層別數(shù)據(jù));prsplay為鋼種參數(shù)(層別數(shù)據(jù));prwef[i]con為寬度有效系數(shù);PR_Press_Gain為公式中的中間量。
3 卷取模型的不足和完善
此套模型在開產(chǎn)3年的使用過程中,運(yùn)行情況良好,計(jì)算數(shù)據(jù)準(zhǔn)確。但是隨著公司產(chǎn)品的結(jié)構(gòu)調(diào)整和市場(chǎng)對(duì)產(chǎn)品質(zhì)量、產(chǎn)品外形的要求日趨嚴(yán)格,就需要卷取模型的數(shù)據(jù)計(jì)算更加精確、更加適合現(xiàn)場(chǎng)生產(chǎn)工藝,所以我們對(duì)卷取模型進(jìn)行了一些修正完善,并且增加了一些新的計(jì)算程序,重新進(jìn)行了編譯。
3.1 側(cè)導(dǎo)板壓力控制程序開發(fā)
在原有自動(dòng)化控制系統(tǒng)中,側(cè)導(dǎo)板在執(zhí)行完兩次短行程壓靠到帶鋼邊緣之后,操作側(cè)側(cè)導(dǎo)板固定位置,傳動(dòng)側(cè)側(cè)導(dǎo)板由操作員手動(dòng)夾持。
如此控制規(guī)程的優(yōu)點(diǎn)是在實(shí)際生產(chǎn)過程中,操作員可以根據(jù)現(xiàn)場(chǎng)的卷形情況適當(dāng)調(diào)整側(cè)導(dǎo)板壓力,以改善卷形;缺點(diǎn)也非常明顯:卷形會(huì)因?yàn)椴煌嘟M的操作員的操作水平優(yōu)劣而變化較大,尤其在生產(chǎn)管線鋼等高級(jí)別產(chǎn)品時(shí),側(cè)導(dǎo)板不但要保持帶鋼對(duì)中中心線,還要承擔(dān)一部分張力,生產(chǎn)過程中經(jīng)常會(huì)出現(xiàn)側(cè)導(dǎo)板整體向一側(cè)偏離,側(cè)導(dǎo)板開口度的波動(dòng)也較大,嚴(yán)重影響產(chǎn)品質(zhì)量。我們查閱資料,分析現(xiàn)場(chǎng)數(shù)據(jù),根據(jù)側(cè)導(dǎo)板承擔(dān)總張力的比例確定側(cè)導(dǎo)板壓力,在二級(jí)模型中加入了側(cè)導(dǎo)板恒壓力計(jì)算,根據(jù)鋼種、厚度、寬度分層別對(duì)側(cè)導(dǎo)板壓力進(jìn)行計(jì)算、設(shè)定。
壓力計(jì)算公式如下:

式中:sgp為側(cè)導(dǎo)板壓力計(jì)算值,10-1t;mdts為設(shè)定單位張力,kg/mm2;fric_coeffcon為側(cè)導(dǎo)板與帶鋼之間的摩擦系數(shù)(常數(shù)文件);sgpctlay為側(cè)導(dǎo)板承擔(dān)總張力的比例。
恒壓力控制首先在中厚規(guī)格產(chǎn)品上投用,投用之后側(cè)導(dǎo)板的位置較穩(wěn)定,有效地控制了帶鋼的運(yùn)行軌跡。圖2,圖3分別展示壓力控制功能投用前、后的兩側(cè)側(cè)導(dǎo)板的水平位移量。
3.2 夾送輥輥縫程序完善
生產(chǎn)初期,產(chǎn)品結(jié)構(gòu)單一,隨著產(chǎn)品結(jié)構(gòu)的逐次推進(jìn),產(chǎn)品結(jié)構(gòu)多樣化,尺寸變化較大,又出現(xiàn)以下問題:夾送輥輥縫是通過減去一個(gè)設(shè)定的層別數(shù)apr來計(jì)算,而在同一個(gè)厚度層別內(nèi),產(chǎn)品目標(biāo)厚度可以不同,那么被減去的參數(shù)apr所占帶鋼目標(biāo)厚度的比例是不同的,尤其在接近同層別上下極限閾值時(shí),當(dāng)apr占帶鋼目標(biāo)厚度較小時(shí),輥縫設(shè)定過大,導(dǎo)致夾送輥夾持帶鋼不充分,彌補(bǔ)不了兩側(cè)輥縫偏差,而且夾送輥無法形成足夠大的壓力使帶鋼充分屈服彎曲,從而進(jìn)一步導(dǎo)致帶鋼錯(cuò)層、跑偏。
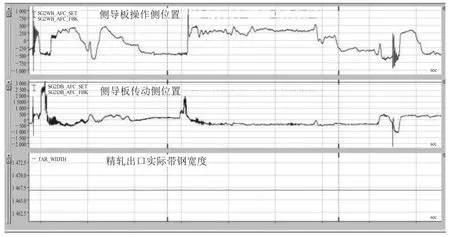
圖2 壓力控制投用前的側(cè)導(dǎo)板位移PDA
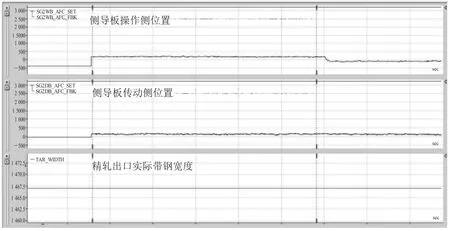
圖3 壓力控制投用后側(cè)導(dǎo)板位移PDA
我們結(jié)合現(xiàn)場(chǎng)實(shí)際需要,將輥縫程序完善如下:

式中:prgset為夾送輥輥縫設(shè)定值,mm;hsh為帶鋼目標(biāo)厚度熱尺寸,mm;prgpercentlay為輥縫所占目標(biāo)厚度的比例。
程序修改之后,輥縫值能更好地貼近現(xiàn)場(chǎng)要求,彌補(bǔ)夾送輥雙側(cè)輥縫偏差,落實(shí)夾送輥壓力,使帶鋼充分屈服。實(shí)施半年多以來,與夾送輥控制相關(guān)的產(chǎn)品質(zhì)量問題明顯改善,排除產(chǎn)品結(jié)構(gòu)相關(guān)因素,次品率基本穩(wěn)定在0.6%。
圖4表示自2009年7月調(diào)試投用側(cè)導(dǎo)板壓力控制之后的一年之內(nèi)錯(cuò)層質(zhì)量次品率的變化情況。
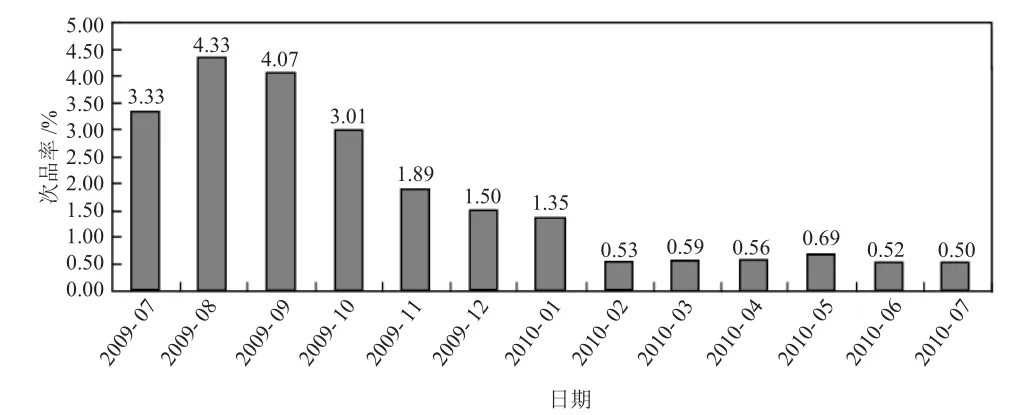
圖4 錯(cuò)層問題次品率的變化趨勢(shì)
4 結(jié)語
在濟(jì)鋼1 700ASP卷取模型的調(diào)試和應(yīng)用過程中,遇到了很多困難,通過先學(xué)習(xí)Openvms系統(tǒng)程序調(diào)試方法,后掌握現(xiàn)場(chǎng)工藝要求,最后調(diào)試、完善卷取模型,使得卷取模型控制結(jié)果比較良好,降低并穩(wěn)定了相關(guān)次品率,為我們提供了豐富的程序編譯和現(xiàn)場(chǎng)工藝經(jīng)驗(yàn),也對(duì)其他使用這套模型的廠家的卷取模型控制提供了一定的指導(dǎo)意義。
[1]孫一康.帶鋼熱連軋的模型與控制[M].北京:冶金工業(yè)出版社,2002:85-122.
[2]唐荻.我國熱連軋帶鋼生產(chǎn)技術(shù)進(jìn)步20年[J].軋鋼,21(6):10-14.
(編輯:胡玉香)
Abstract:The structure and controlling theory of the coiling model of Jigang 1 700 ASP were introduced in this paper.Then taking the actual into account,and talking howto use the model and how to perfect it.And in combination with actual situation,we expound the rationale of the LEVEL 2 coiling model and perfecting and application of coiling model of Jigang 1700 hot mill in the ASP mode.
Key words:CSU,LEVEL2 coiling model,coiling controling,hot milling
Perfection and Application of Coiling Model of Jigang 1 700 ASP Hot Mill
CAI Li
(Ji-nan Iron&Steel Group Co.,Ji-nan 250101,China)
TP273;TG335.11
A
2010-08-22
1672-1152(2011)01-0026-04
蔡立(1982-),男,在濟(jì)鋼熱連軋廠自動(dòng)化部從事熱軋數(shù)學(xué)模型開發(fā)與維護(hù)工作,助理工程師。Tel:13964145498,E-mail:caili0714@163.com
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
