42 MN寬厚板壓平機缸體的鍛造工藝優化
2011-09-26 00:43:04趙達
大型鑄鍛件 2011年1期
趙 達
(中國第一重型機械股份公司鑄鍛鋼事業部水壓機鍛造分廠,黑龍江161042)
1 技術條件及零件圖
42 MN寬厚板壓平機缸體是壓平機主要構件,零件技術要求非常嚴格,具體要求如下:
(1)工作壓力30 MPa,試驗壓力38 MPa。
(2)鍛件驗收按JB/T5000.8—2007、Ⅴ組。切向力學性能Rm≥470 MPa,Re≥240 MPa,A5≥15%,Z≥28%,AKU≥20 J,143~187 HBW。
(3)鍛件探傷按JB4730—1994 Ⅱ級進行100%超聲波探傷檢查。
缸體零件圖見圖1。
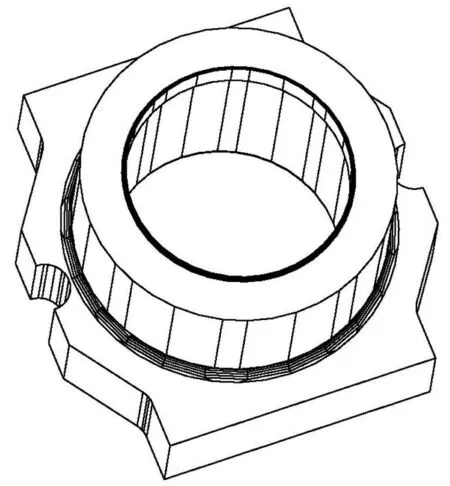
圖1 缸體零件圖Figure 1 The detail drawing of cylinder body
2 優化前工藝
150 MN水壓機投產前,由于受到設備鍛造能力限制,只能將缸體鍛件結構按板類結構處理。
(1)缸體鍛件圖如圖2所示。
(2)鍛造工藝見表1。
(3)鍛后熱處理工藝見圖3。
(4)鍛件取樣圖見圖4。
(5)熱處理后力學性能見表2。
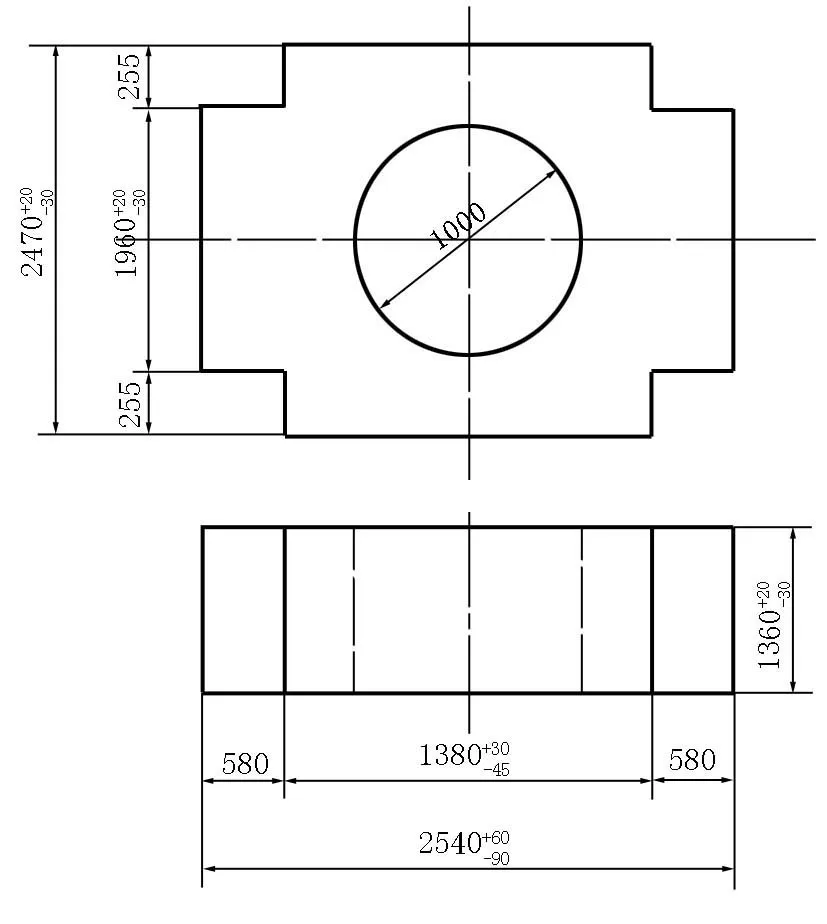
圖2 優化前缸體鍛件圖Figure 2 The forging drawing for cylinder body before optimization

表1 優化前缸體鍛造工藝Table 1 The forging process for cylinder body before optimization
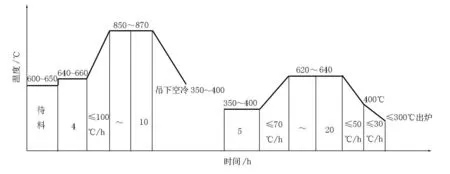
圖3 優化前缸體鍛后熱處理工藝Figure 3 The post-forging heat treatment process for cylinder body before optimization
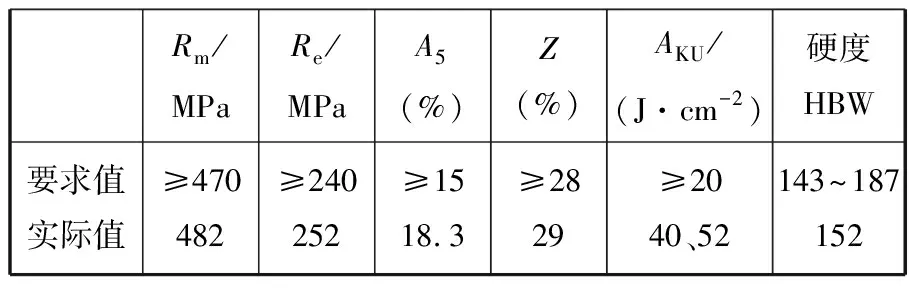
表2 優化前缸體熱處理后力學性能Table 2 The post-heat treatment mechanical property of cylinder body before optimization
從表2可見,力學性能接近要求值,但偏低。其根本原因是鍛件坯料沒有形成良好的線性纖維方向。隨著一重150 MN水壓機正式投入使用,大鍛件的生產能力大幅度提高。為此,決定利用150MN水壓機對缸體工藝進行優化,并與缸體配套使用的缸底合錠鍛造。
3 優化后鍛造工藝
(1)鍛件圖如圖5所示。
(2)鍛造工藝見表3。
(3)鍛后熱處理工藝見圖6。
(4)鍛件取樣圖見圖7。
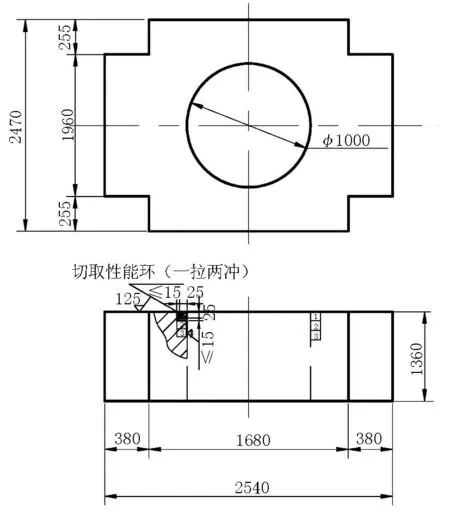
圖4 優化前缸體取樣圖Figure 4 The sampling sketch of cylinder body before optimization
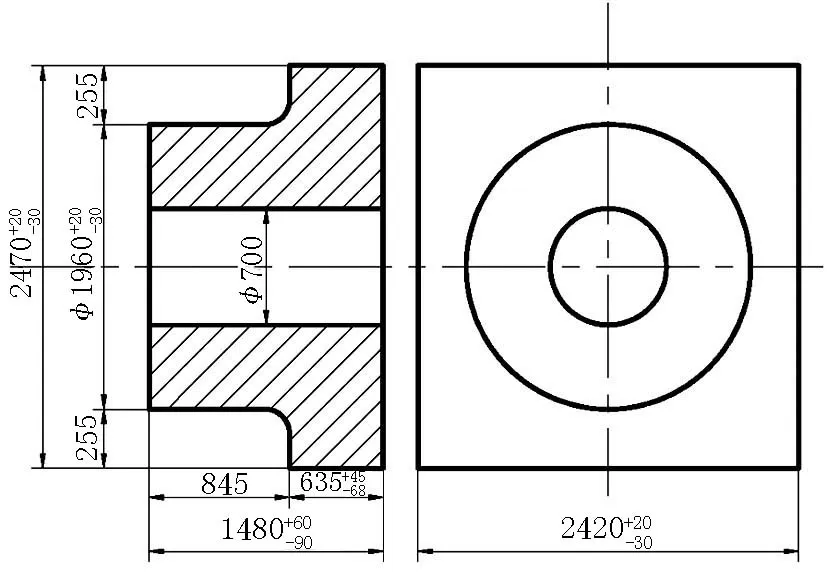
圖5 優化后缸體鍛件圖Figure 5 The forging drawing for cylinder body after optimization
(5)熱處理后力學性能見表4。
4 優化后工藝效益
(1)鍛件重量:優化前鍛件重量63.7 t,優化后鍛件重量47.6 t,鍛件重量節省16.1 t。
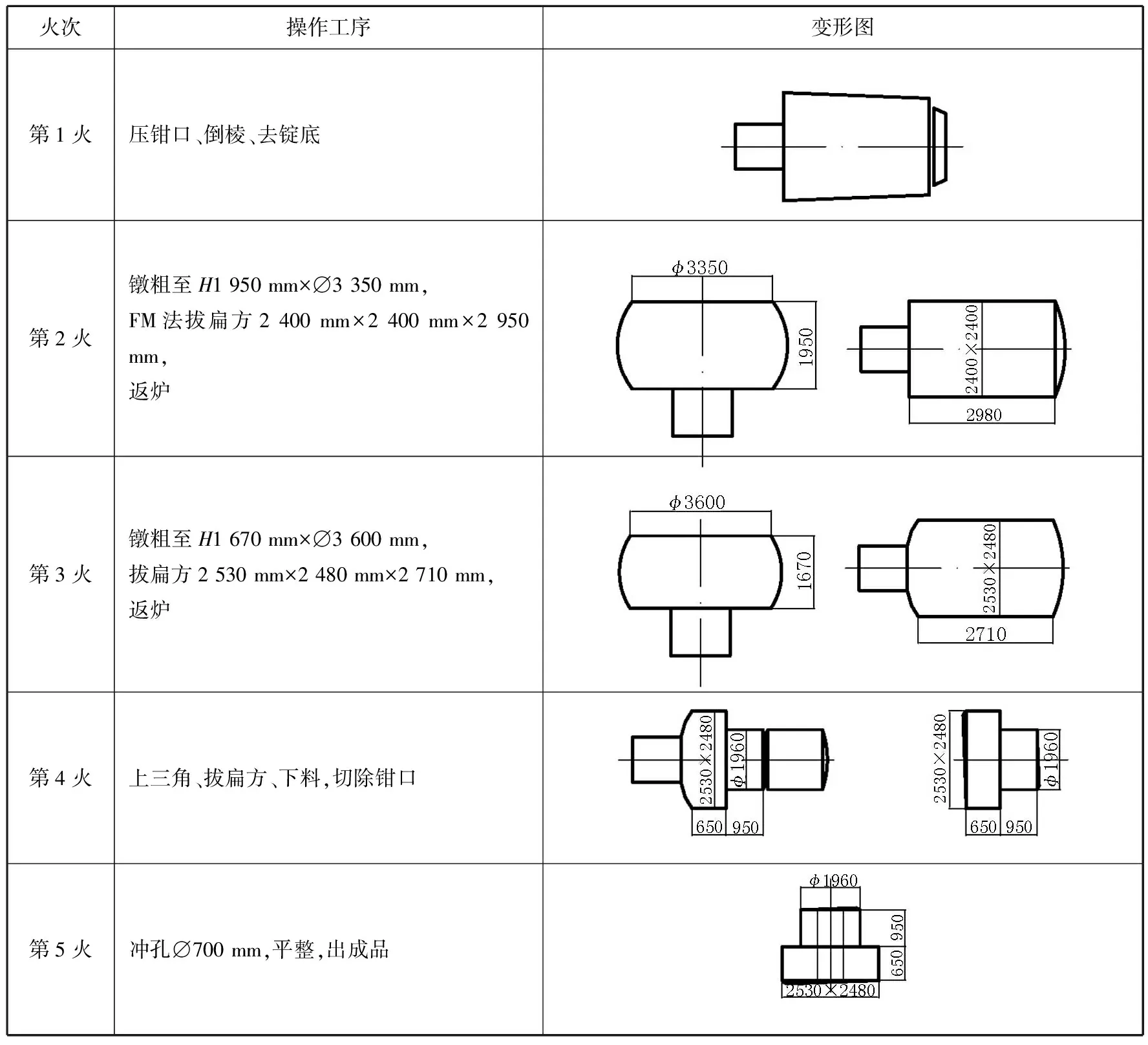
表3 優化后缸體鍛造工藝Table 3 The forging process for cylinder body after optimization
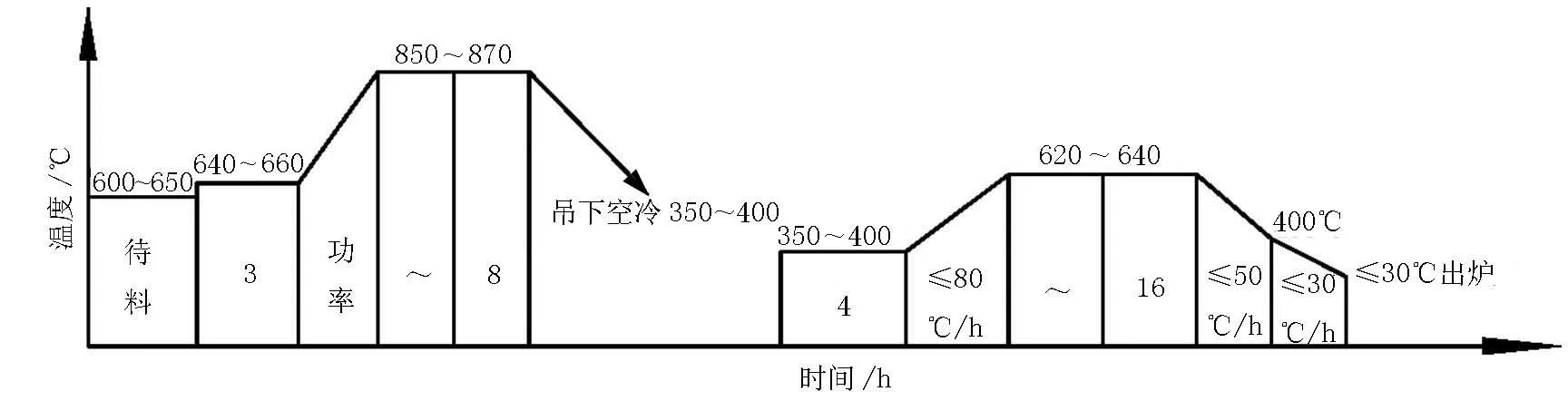
圖6 優化后缸體鍛后熱處理工藝Figure 6 The post-forging heat treatment process for cylinder body after optimization
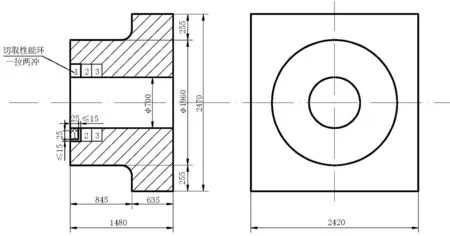
圖7 優化后缸體鍛后取樣圖Figure 7 The sampling sketch of cylinder body after optimization
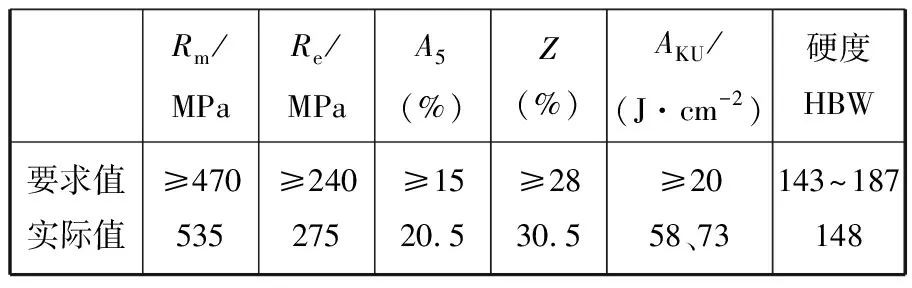
表4 優化后缸體熱處理后力學性能Table 4 The post-heat treatment mechanical property of cylinder body after optimization
(2)坯料利用:優化前鍛件板坯前端產生的余塊重量達到18 t,優化后鍛件余塊約1t,鍛件坯料節省17 t。
(3)工藝優化后鍛件重量和坯料利用總共節約近33.1 t,經濟效益非常可觀。
(4)熱處理時間:優化后熱處理時間比優化前少24 h,節約了大量的燃氣費用,有效的降低了鍛件生產成本。
(5)力學性能:優化后力學性能有明顯的提高。
5 結語
通過42 MN寬厚板壓平機缸體的鍛造工藝優化,為今后復雜鍛件的成型及充分利用設備優勢保證鍛造工藝更科學、鍛造生產更切合實際提供了有利的佐證。只有充分發揮設備優勢和先進的工藝才能真正做到在保證產品質量的同時最大限度的提高鋼錠利用率,降低生產成本,才能提升企業市場競爭力。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53