第三代AP1000核電主管道的研制
2011-09-26 00:43:04宋樹康劉志穎鄭建能鄧林濤陳紅宇
大型鑄鍛件 2011年1期
關(guān)鍵詞:不銹鋼
宋樹康 劉志穎 鄭建能 鄧林濤 陳紅宇
(中國第二重型機(jī)械集團(tuán)公司,四川618013)
美國西屋公司設(shè)計(jì)的第三代大型先進(jìn)AP1000壓水堆核電技術(shù)是目前世界上二代、二代加核電技術(shù)的更新?lián)Q代機(jī)型,其主要優(yōu)點(diǎn)是使用壽命從以前的40年增加到了60年,單堆裝機(jī)容量達(dá)到125萬千瓦。AP1000反應(yīng)堆目前還沒有在建機(jī)組,我國率先起動(dòng)這一機(jī)型的建設(shè)。主管道是連接反應(yīng)堆壓力容器和蒸汽發(fā)生器的大型厚壁承壓管道,是核蒸汽供應(yīng)系統(tǒng)輸出堆芯熱能的“大動(dòng)脈”,也是保證核安全的核島關(guān)鍵設(shè)備。AP1000主管道由二代、二代加的不銹鋼分段鑄件(離心鑄造直管,砂型鑄造彎頭,管嘴采用鑄件或鍛件)焊接形式改為超低碳加氮奧氏體不銹鋼帶管嘴一體化大口徑彎管,對鋼的化學(xué)成分、彎管的橢圓度、減薄量等技術(shù)指標(biāo)提出了更高的要求,按常規(guī)的制造方法無法滿足要求,制造難度很大,堪稱世界級的技術(shù)難題。AP1000主管道包括2根熱段、4根冷段,熱段由于尺寸大、結(jié)構(gòu)復(fù)雜,是AP1000主管道制造技術(shù)的代表件。
中國二重技術(shù)人員根據(jù)AP1000主管道熱段的材料特性、結(jié)構(gòu)特點(diǎn)和技術(shù)難點(diǎn),結(jié)合公司現(xiàn)有設(shè)備能力,在超大型不銹鋼鋼錠冶煉和澆注、大型不銹鋼毛坯鍛造、大直徑小彎曲半徑管道彎曲成型、大直徑旁通管嘴相貫線機(jī)加工和大直徑不銹鋼管道熱處理等領(lǐng)域開展重點(diǎn)攻關(guān),在國際上率先研制成功AP1000主管道熱段試制件,其技術(shù)指標(biāo)達(dá)到國際領(lǐng)先水平,并形成了多項(xiàng)具有自主知識產(chǎn)權(quán)的專有技術(shù)。
1 技術(shù)難點(diǎn)分析
1.1 技術(shù)要求
AP1000主管道熱段試制件產(chǎn)品見圖1。材料采用316LN改良型(提高了化學(xué)成分要求)超低碳加氮不銹鋼,產(chǎn)品晶粒度要求細(xì)于2級;彎曲部位壁厚減薄量不大于名義壁厚6.1%;彎曲部分橢圓度小于4%。
1.2 技術(shù)難點(diǎn)分析
1.2.1 超大型不銹鋼鋼錠的冶煉和澆注
由于316LN不銹鋼鍛造時(shí)變形抗力大、可鍛溫度范圍窄、裂紋敏感性強(qiáng),根據(jù)AP1000主管道熱段試制件的結(jié)構(gòu)特點(diǎn),熱段試制件采用實(shí)心帶管嘴鍛造,通過機(jī)加工鏜孔。考慮到鍛造余量和熱處理余量,熱段試制件采用的鋼錠重量大于100 t。對于這種超大型不銹鋼鋼錠的冶煉和澆注,在煉鋼工藝上存在很多技術(shù)難點(diǎn),特別是對C、P和S的控制。316LN不銹鋼Ni、Cr含量高,熔點(diǎn)比碳鋼、低合金鋼低50~80℃,鋼液黏度大,因此,澆注時(shí)存在很大風(fēng)險(xiǎn)。
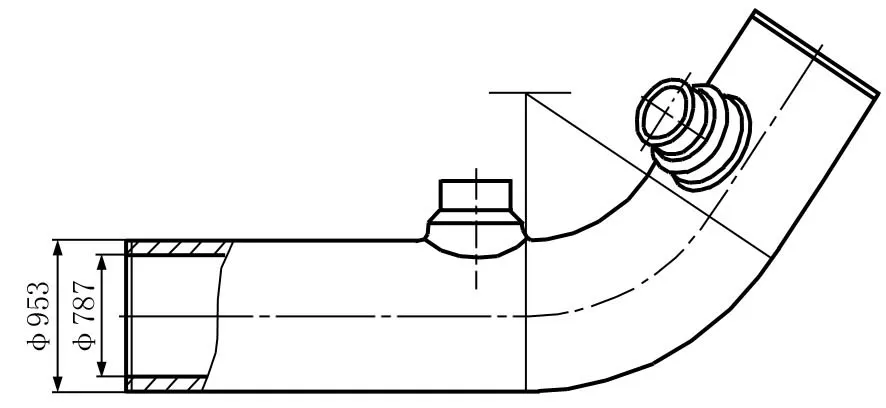
圖1 AP1000主管道熱段試制件產(chǎn)品圖Figure 1 The product drawing of hot leg bent pipe for AP1000 reactor coolant loop
1.2.2 大型316LN不銹鋼管道的鍛造
316LN奧氏體不銹鋼沒有同素異晶轉(zhuǎn)變,無法通過熱處理細(xì)化晶粒。超大型奧氏體不銹鋼的鍛造準(zhǔn)備時(shí)間長、溫降大,可鍛溫度范圍窄;鍛造過程中表面易產(chǎn)生裂紋且產(chǎn)生裂紋后清理難度大;管嘴部位與管身變形量很難保證一致,要使管嘴和管身滿足同樣的晶粒度要求難度較大。
1.2.3 小半徑大直徑管道的彎曲成型
(1)減薄量≤6.1%的控制
彎頭與彎管的區(qū)別是,彎頭兩端不帶直管,彎管兩端有直管。R=1.5D長半徑彎頭技術(shù)要求減薄量≤12.5%是合理的,因?yàn)槟撼尚蜁r(shí),彎頭坯料可以做成扇形,見圖2。L1是彎頭外弧線的展開長度,L2是彎頭內(nèi)弧線的展開長度,見圖2(a)。彎曲成型時(shí),坯料在內(nèi)模和外模的作用力下彎曲成型,見圖2(b)。內(nèi)弧和外弧受力后主要是彎曲變形,減薄量一般在8%左右。
彎管兩邊帶直管后,坯料不能制成扇形,彎曲成型時(shí)內(nèi)弧金屬只能壓縮,外弧金屬只能拉伸,如果不采取一些必要的措施,在純彎曲時(shí),外弧的減薄量大于25%。
彎管減薄量的設(shè)計(jì)原理是:
式中:D為彎管外徑,R為彎曲半徑,δ為彎管減薄量。
AP1000主管道熱段彎管的尺寸參數(shù)按此式計(jì)算的減薄量應(yīng)該為25.1%,所以,要滿足減薄量≤6.1% 的要求,難度很大。
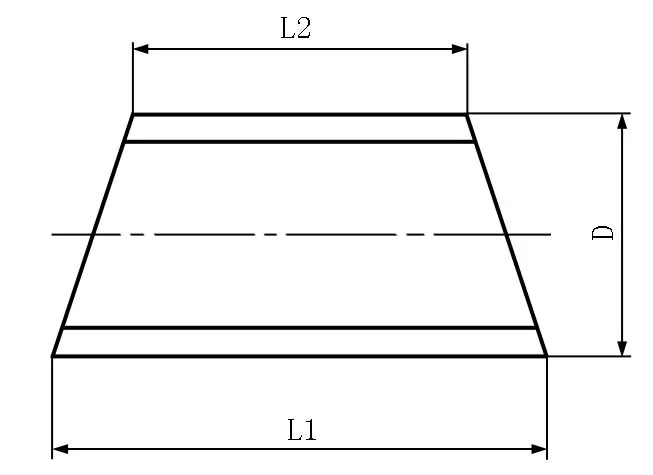

(a) (b)圖2 R=1.5D長半徑彎頭坯料Figure 2 The blank of R=1.5D elbow with long diameter
(2)橢圓度≤4%的控制
根據(jù)ASME B31.1《壓力管道規(guī)范》104.2“對于鐵基材料,當(dāng)彎管的彎曲半徑等于或大于5倍公稱管徑和公稱管的壁厚為Sch40或更厚時(shí),最大與最小直徑之差不應(yīng)超過管子彎曲前平均實(shí)際外徑的8%”,也就是說,當(dāng)彎曲半徑≥5D時(shí),彎管的橢圓度應(yīng)小于8%。熱段試制件的彎曲半徑僅為1.5D,橢圓度確要求≤4%,難度較大。
(3)一體化管嘴對彎管彎曲成型過程中金屬自由流動(dòng)的阻礙
兩管嘴與彎管一體化后,內(nèi)腹管嘴部位不能得到均勻壓縮,不對稱的外管嘴部位阻礙金屬拉伸時(shí)的流動(dòng),因此,管嘴與彎管的一體化不僅是給模具設(shè)計(jì)增加了難度,還給減薄量和橢圓度的控制帶來影響。
2 工藝方案設(shè)計(jì)
2.1 冶煉和澆注
對合金材料和爐襯材料進(jìn)行嚴(yán)格控制,尤其要對合金材料中磷、銅、鈷、鉛、錫、砷、銻等有害元素進(jìn)行嚴(yán)格控制。采用電爐冶煉粗鋼水+VOD 精煉,適當(dāng)提高澆注溫度進(jìn)行澆注。
2.2 鍛造
根據(jù)316LN不銹鋼鍛造時(shí)變形抗力大、可鍛溫度范圍窄、裂紋敏感性強(qiáng)的特點(diǎn),鍛造鐓粗拔長階段盡可能減少出爐到開鍛時(shí)間,為高溫大變形爭取溫度,保證大晶粒能夠在變形過程中破碎細(xì)化。鍛造過程中若表面出現(xiàn)裂紋,應(yīng)及時(shí)進(jìn)行清理,并根據(jù)裂紋情況決定采用冷或熱清理方式。
2.3 彎曲成型
(1)組合芯模
為了滿足橢圓度和減薄量的技術(shù)要求,設(shè)計(jì)專用成型組合芯模,使成型壓力能夠得到均勻傳遞,從而降低了減薄量,也保證了產(chǎn)品橢圓度的要求。
(2)成型上下模
下模兩側(cè)設(shè)計(jì)成直線段墻面,上模能夠插入到下模內(nèi),從而使下模兩側(cè)的直線段墻面從直管開始就能夠得到護(hù)圓保護(hù)。此直線段墻面阻止了橢圓度的產(chǎn)生,防止了產(chǎn)品外表面的拉傷缺陷。上、下模具不需要與壓制設(shè)備(160 MN水壓機(jī))連接,上模與下模采用插鍵定位。
3 試驗(yàn)和檢驗(yàn)
3.1 室溫拉伸試驗(yàn)
試制件固溶熱處理后在鋼錠冒口端、兩管嘴處、彎曲部位內(nèi)弧和彎曲部位外弧(解剖取樣)切取試樣進(jìn)行室溫拉伸試驗(yàn),部分檢驗(yàn)結(jié)果見表1。
3.2 晶粒度測定
對彎管冒口端、兩管嘴處、彎曲部位內(nèi)弧和彎曲部位外弧均進(jìn)行了晶粒度檢查,晶粒度為2~3.5級,合格。
3.3 尺寸檢驗(yàn)
熱段彎管精加工后見圖3,經(jīng)激光跟蹤儀檢測,所有尺寸均滿足技術(shù)要求。彎管角度合格,彎曲部分橢圓度僅有1.1%,彎曲部位解剖后測量外弧最小壁厚80.4 mm,滿足≤6.1%的減薄量要求。
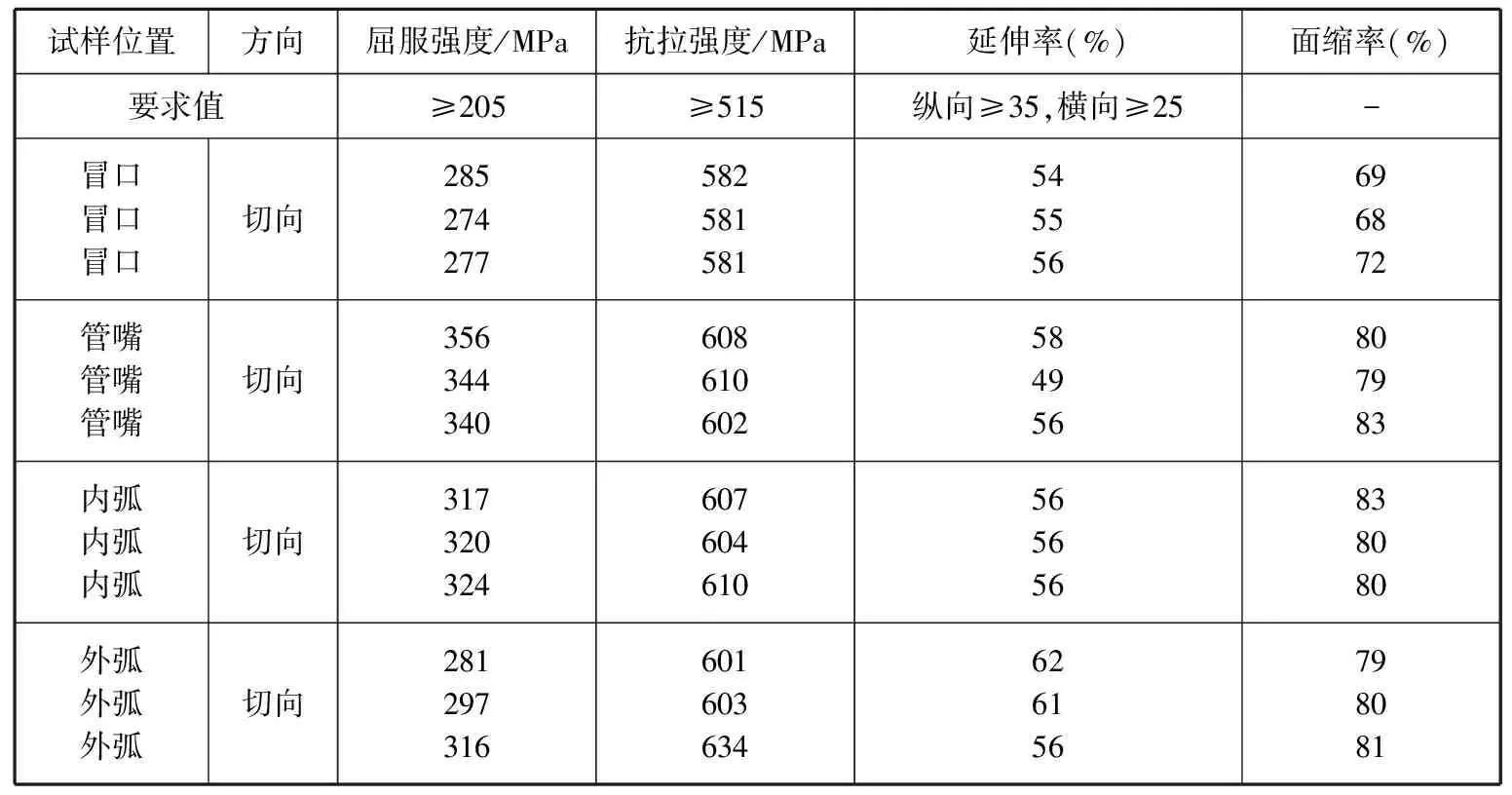
表1 室溫拉伸試驗(yàn)檢驗(yàn)結(jié)果Table 1 The result of tensile test at ambient temperature

圖3 AP1000主管道熱段試制件Figure 3 Hot leg bent pipe for AP1000 reactor coolant loop
3.4 無損檢驗(yàn)
按照超聲波探傷規(guī)程和液體滲透探傷規(guī)程進(jìn)行檢驗(yàn),未發(fā)現(xiàn)應(yīng)記錄的缺陷。
4 結(jié)論
中國二重根據(jù)AP1000主管道熱段試制件的結(jié)構(gòu)特點(diǎn)和316LN不銹鋼的材料特性,采用電爐粗煉+VOD精煉+控制澆注進(jìn)行超大型不銹鋼鋼錠的冶煉和澆注,采用高溫大變形進(jìn)行一體化鍛造,采用上、下成型模和坯料內(nèi)組裝組合成型芯模彎制小彎曲半徑大口徑管道,固溶熱處理后經(jīng)力學(xué)性能檢驗(yàn),最終精加工后經(jīng)尺寸檢查和最終檢驗(yàn),所有指標(biāo)均滿足設(shè)計(jì)要求,研制成功第三代AP1000主管道熱段試制件。
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16