數控機床進給系統熱變形分析及補償抑制對策*
2011-09-26 09:30:48茍衛東楊錦斌謝黎明靳嵐王書亭
制造技術與機床 2011年8期
關鍵詞:變形
茍衛東 楊錦斌 謝黎明 靳嵐 王書亭
(①青海一機數控機床有限責任公司,青海西寧 810018;②蘭州理工大學,甘肅蘭州 730050;③武漢天喻軟件有限責任公司,湖北武漢 430223)
滾珠絲杠副是數控機床和加工中心的關鍵部件,起到精密傳動和定位的作用。隨著數控機床向高速高精方向的發展對滾珠絲杠的精度提出了更高的要求。一般來說,機床加工過程中影響加工精度的因素有機床傳動鏈誤差、溫度變化引起的誤差、安裝誤差、操作者人為誤差等。其中,溫度引起的熱變形誤差是最大的,也是較難控制的,成為制約滾珠絲杠副高速化的關鍵因素。研究滾珠絲杠的溫升及熱變形規律對提高機床的加工精度具有重要意義。
滾珠絲杠螺母副由于處于進給系統傳動鏈的末級,它的傳動誤差將直接影響到機床的定位精度,而溫升引起的熱變形通常是絲杠定位誤差的主要組成部分。滾珠絲杠的溫升是由多種因素引起的,對絲杠的傳動系統是不利的。由溫升導致絲杠產生熱變形,進而導致絲杠定位精度變化,尤其在高速進給過程中還會造成絲杠傳動系統的顫動和噪聲。因此解決絲杠熱變形是非常重要的。
1 滾珠絲杠螺母副高速化的主要問題
滾珠絲杠螺母副相對滑動絲杠螺母副來說,具有優良的傳動特性,在數控機床的發展中做出了重要貢獻。但是,傳統結構的滾珠絲杠螺母副并不能滿足機床高速化的需要,表現出自身的一些缺點,主要表現在以下幾個方面:
(1)滾珠絲杠螺母副傳動系統的剛度較低,受系統共振臨界轉速的限制。由滾珠絲杠螺母副組成的振動系統產生共振的臨界轉速Nc為
式中:λ為由支承形式決定的支承系數;K2為安全系數,K2=0.8;L為絲杠支承間距,mm;E為絲杠軸材料的縱向彈性模量,MPa;I為絲杠軸螺紋小徑的最小慣性矩,mm4;ρ為絲杠軸材料的密度,g/mm3;A為絲杠軸螺紋小徑的橫截面積,mm2。
從式(1)可以看出,絲杠螺母副系統產生共振的臨界轉速與絲杠軸材質、支承形式、支承間距、絲杠軸螺紋小徑等因素有關。所以,要提高絲杠的轉速不是一個簡單的問題。
(2)滾珠受安全轉速的限制。為了表示滾珠在絲杠螺紋滾道內和循環裝置內滾動的安全性、可靠性,可以借用滾珠軸承的“d0·N”值(此處d0為滾珠絲杠的名義直徑,N為絲杠的轉速)來表示。但同滾珠軸承相比,滾珠絲杠螺母副沒有防止滾珠之間相互摩擦的保持架,反而多了循環反向裝置,這使得滾珠絲杠螺母副的“d0·N”值比滾珠軸承的“d0·N”小得多,從而使滾珠能安全、暢通流動的轉速受到限制。
(3)絲杠螺母副在高速回轉下發熱比較嚴重。影響機床傳動精度有關實驗表明,滾珠絲杠螺母副的發熱量主要取決于摩擦扭力和轉速。當回轉速度提高時,絲杠螺母副產生的熱量無法實時散發而造成溫升,引起滾珠絲杠軸變形,改變了工件和刀具之間的相對位置,使得加工精度降低。
(4)噪聲較大,環保性差。高速回轉時滾珠絲杠螺母副噪聲的來源是滾道表面粗糙度、滾道表面形狀、轉速、滾珠的形狀以及相互之間的碰撞。這些因素取決于滾珠絲杠螺母副的加工工藝。
從以上四點可以得知,單靠提高絲杠的轉速來提高滾珠絲杠螺母副進給驅動速度是不可取的。
2 滾珠絲杠螺母副高速化的技術措施
滾珠絲杠螺母副的進給速度為轉速和導程的乘積,因而實現滾珠絲杠螺母副的高速化的根本途徑:一是提高滾珠絲杠的轉速;二是加大絲杠的導程,朝大導程方向發展。兩者相比,采用大導程滾珠絲杠更加有效。為了從以上兩個途徑實現滾珠絲杠螺母副高速化,在本次攻關中技術上采取了提高滾珠絲杠螺母副傳動系統的動、靜態剛度的方法。傳動系統高的動、靜態剛度是實現高速進給驅動的基礎,為了提高滾珠絲杠螺母副的進給速度和加速度,首先要提高絲杠扭曲剛度和軸向剛度。為此,可采取如下措施:①絲杠采用中空結構,并進行預拉伸處理;②提高絲杠的支承剛度,采用固定-固定的支承形式。
3 溫升原因及對傳動系統的影響分析
在機床加工范圍內,根據所加工零件結構形式的不同,加工時工況多變,進給系統按照指令在滾珠絲杠的不同部位運行,絲杠與絲杠螺母摩擦發熱具有多變化熱源的特點,其絲杠的熱變形狀況不甚一致,要進行熱變形補償具有一定的難度。并且絲杠熱變形伸長后,會使滾珠絲杠副原有的預拉伸逐步減小甚至消失,造成滾珠絲杠副在高速旋轉時的顫振和噪聲,對運動指令的快速跟蹤能力、滾珠絲杠軸系的系統剛度和絲杠副的軸向剛度下降,加速起動和停止瞬間彈性變形增大,傳動精度和可靠性下降。
3.1 滾珠絲杠系統的熱源分析
滾珠絲杠系統的熱源主要有3個:①端部的驅動電動機功率損耗發熱;②絲杠兩端軸承摩擦發熱;③絲杠與絲杠螺母摩擦發熱。滾珠絲杠系統的發熱主要是由絲杠兩端軸承摩擦力矩及絲杠與螺母摩擦的摩擦力矩引起的。摩擦力矩又可以概括為2個部分,即負荷因素和速度因素。
3.2 滾珠絲杠系統補償熱變形的方法
為了補償熱膨脹造成的精度變化,一般采取以下對策:(1)滾珠絲杠預拉緊設定需適量;(2)適當增大滾珠絲杠副的導程可以達到增大移動速度,降低轉速的目的;(3)將絲杠預拉伸,預拉伸量可略大于熱伸長量;(4)潤滑劑的選擇(粘度指數)及充分供油減小摩擦力矩;(5)采用光學尺進行全閉環反饋。
以上方法雖然能補償由于溫升造成的絲杠熱膨脹,但是只要滾珠絲杠副有運轉,發熱是不可避免的,軸向剛度還會降低,絲杠的預拉伸量會被抵消一部分,增大起動和停止瞬間彈性變形,引起絲杠高速運行時的顫振和噪聲。
3.3 抑制熱變形的方法
在物體溫度發生變化時,它的體積將隨溫度的升高或降低而改變。由于影響機床加工精度的熱變形主要是軸線方向的熱變形,因此不考慮絲杠徑向方向的熱變形。伸長量和溫度的改變關系如下:

式中:ΔL為變形量;L0為原絲杠長度;ΔT為溫升;α為線膨脹系數。
從式(2)中可以看出控制絲杠熱伸長的最好方法是降低溫升ΔT。采用中空滾珠絲杠內部冷卻是解決進給系統發熱問題的有效方法。將冷卻介質通入空心絲杠內部進行強制循環冷卻,抑制因機床高速運轉帶來的絲杠熱膨脹導致剛度和精度發生變化。另外,空心絲杠還有助于減小高速運轉時的慣性,增加絲杠軸的扭曲剛度,以保持絲杠的傳動剛度。
本次專項攻關中建立了中空絲杠冷卻介質流量與絲杠熱變形之間的數學模型,通過實驗分析進給系統絲杠溫度變化及其與冷卻介質的流量之間的關系,為滾珠絲杠副熱變形控制提供理論依據。通過監測中空絲杠入口、出口處冷卻介質的溫度變化量,間接控制滾珠絲杠副的溫升。
在各種不同的工件加工中,不會經常在全行程運行,根據統計大部分運行在全行程的1/2左右。在本次攻關中將控制溫差設定為0.5℃,機床最大行程為1 400 mm,如果按大部分運行在全行程的1/2左右計算,這時絲杠伸長量ΔL約為0.005 6 mm。這種控制精度下,C3級精度的滾珠絲杠(任意300 mm行程變動量0.006 mm),滿足了機床本次攻關定位精度0.01 mm和重復定位精度0.006 mm的要求。
4 控制熱變形原理
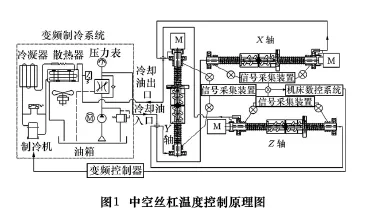
溫度控制原理:對機床X、Y、Z軸絲杠分別進行油液進出口端的溫度檢測,按照3個溫差信號中最大溫差的1個選擇為溫度控制信號,控制系統按溫差大小給出變頻調速指令,變頻器變頻調速驅動定量油泵,油泵向絲杠、軸承座端面供油,通過熱交換方式將絲杠副及軸承座端面的熱量隨回油帶走,回油溫度升高,通過散熱器、冷凝器及制冷機降溫后回到油箱,循環使用。進出口冷卻油溫度差增大,通過控制系統指令使變頻器驅動變頻電動機轉速升高,油泵輸出油液流量、流速增大,加快油液冷卻循環,快速將熱量帶走,使絲杠和軸承座端面溫升得到抑制,保證了絲杠不會熱膨脹導致剛度和精度發生變化。控制原理圖見圖1。
油冷機的冷卻能力:按照冷卻介質進出口溫差,根據變頻制冷系統自動檢測到的環境溫度,自動控制壓縮機的制冷能力。但冷卻介質與環境溫度的溫差最后不要超過5℃。,否則會形成滾珠絲杠外部的冷凝現象,造成滾珠絲杠的銹蝕或潤滑不良影響運轉精度。
5 機械結構示意圖
中空絲杠結構如圖2所示。滾珠絲杠、絲杠支撐座端進出油口及溫度傳感器的聯接說明如下:


(1)絲杠支撐座電動機聯接一端的冷卻方式:冷卻介質通過直通式溫度傳感器的進油口進入絲杠支撐座21的冷卻環形槽,從直通式溫度傳感器的出油口返回到油冷機,實現對絲杠支撐座電動機聯接一端的冷卻,溫度傳感器完成對進油口和回油口油溫進行檢測(詳見圖3)。
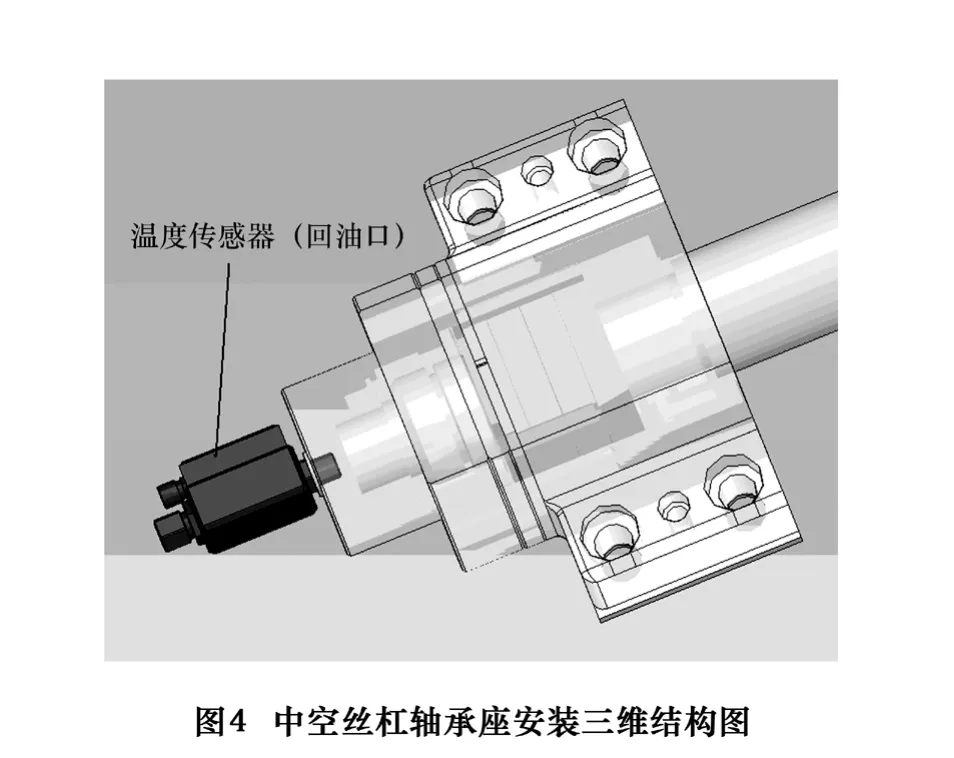
(2)中空絲杠的冷卻方式:冷卻介質通過直通式溫度傳感器8的進油口,通過通油器19中的環形槽由絲杠上的4個徑向孔進入中空絲杠9,從溫度傳感器的(出油口)返回到油冷機,實現對中空絲杠的冷卻,溫度傳感器完成對進油口和回油口油溫進行檢測(詳見圖3、圖4)。
6 試驗檢測結果
被測滾珠絲杠副幾何參數:公稱直徑d0為55 mm,導程Ph為20 mm,絲杠總長L為1 754 mm,精度等級P為C3,方向目標值C為-0.04 mm,滾珠絲杠副預緊轉矩Mf為0.434~0.687 N·m,滾珠絲杠副預拉伸量λ為0.05 mm,工作臺重W為1 500 kg。
被測滾珠絲杠副運動參數:移動速度為48 m/min,行程為1 400 mm,循環方式為線性,循環周期為5次,間歇時間為5 s。環境溫度,開始為23.0℃,結束為23.3℃。
試驗檢測結果見表1和表2。

表1 被測滾珠絲杠副各坐標實測精度

表2 被測滾珠絲杠副實測試塊加工精度
在第一次切削實驗過程中,對標準試塊的加工精度按照JB/T 8771.7—1998《加工中心 檢驗條件 第7部分:精加工試件精度檢驗》,進行加工和用三坐標檢驗。由于第一臺還處于對溫度補償控制模型進行修正過程中,試件加工有三項超差,但經過第2臺和第3臺的實驗,完全達到了標準要求,并且在第3臺時精度有明顯提高。
7 結語
(1)以上措施對解決由溫升引起的滾珠絲杠熱變形是非常有效的。
(2)改善了滾珠絲杠副的加(減)速度特性,同時也提高了對運動指令的快速跟蹤能力,保證了滾珠絲杠軸系的系統剛度和絲杠副的軸向剛度,減小起動和停止瞬間彈性變形。
(3)在提高絲杠副的剛度和承載能力的同時提高了滾珠絲杠副在高速運行中的平穩性,可以獲得更高的線速度,滿足精度和加(減)速度的要求。
(4)空心絲杠副還有助于減小高速運轉時的慣性,增加絲杠軸的扭曲剛度。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
