大型結構件電動輪礦車前橋制造技術
2011-10-18 14:33:40劉文忠司登堂
制造技術與機床 2011年8期
王 美 劉文忠 司登堂
(內蒙古北方重型汽車股份有限公司技術中心,內蒙古包頭014030)
電動輪礦車是一種載重大,作業效率高的大型自卸礦用汽車,電力傳動牽引性能好,行車安全可靠。以特雷克斯MT5500電動輪礦車為例,額定載重量可達326 t,車廂的堆裝容積可達218 m3,深受露天采礦和水利工地用戶的歡迎,應用前景好[1]。
但這種大型礦山運輸設備的結構件龐大、結構復雜、精度高,因而制造難度大。尤其是這些大型件工作時承載大,疲勞強度要求高,對焊接質量要求也很高。機加工尺寸位置精度以及表面質量也有很高的要求,如果沒有先進的、獨特的制造技術和工藝保證方法,是無法實現這些大型結構件制造的。
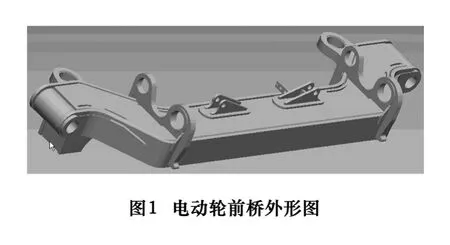
其中最具典型的部件是MT5500前橋(見圖1),該部件最終制造完工后,外形尺寸為6 274 mm×1 803 mm×1 040 mm,部件重量達6 t,共有22種、41個零件組成,形狀不規整,個別組成部件的制造和總體的焊接、機加工難以實現。
對該礦車部件制造進行技術攻關研制,經過2年多試制,先后經歷了工藝方案確定、焊接工裝設計制造、先進數控刀具選型、制造工藝設計、數控程序編制等階段,完成了電動輪前橋大型結構件的試制、工藝定型及優化、工藝裝備制造及完善,直到高效批量生產。
1 大型結構件前橋焊接工藝設計
1.1 焊接工藝方案
前橋的結構特點是:主體為1個彎曲的箱型梁結構,箱型梁上裝焊了3個次總成和2個零件,從焊接工藝規程上經過多次分析論證,確定了如下焊接工藝方案:
(1)采用部件裝配焊接-總裝配焊接的方法,實現大結構、多部件組焊件的焊接,即將主體箱型梁結構作為1個主要的總成件,完成裝配焊接。將3個次總成件分別完成裝配焊接。其中1個總成裝配焊接后完成機加工,因為這個總成件若采用焊后整體加工,一方面機加工實施困難,另一方面需要二次裝夾,影響機加工效率。所以采用小部件焊后加工,加工后進行總成的最終定位焊接(圖2)。

針對箱型梁結構的總體框架,設計了裝配焊接工裝,將上、下法蘭板和主銷軸以及焊縫墊板進行一次裝配焊接,形成1個框架結構(圖3),然后進行二件腹板的裝配,完成箱型梁總成的焊接裝配。

(2)箱型梁總成件,長度達6 000 mm,焊縫尺寸大,會產生大的焊接變形,焊接操作上采用分段退縮、多層多道對稱焊接的方法,成功地控制細長箱型梁結構的焊接變形。
(3)采用了焊后整體去應力退火,減小了焊接內應力。
1.2 焊道質量的控制措施
前橋部件的焊道較多,焊道尺寸大,焊道的質量直接影響到整個部件的強度,焊道質量非常重要。對于焊道質量的控制,采取如下措施:
(1)利用了三元富氬混合保護氣體,加入少量O2,改善焊縫的冶金性能(國內普遍使用二元富氬保護氣體);
(2)利用氬弧焊重熔焊趾處的方法,消除了焊縫過渡區的咬邊等缺陷,提高焊縫的疲勞性能;
(3)采用焊道縱向打磨拋光的方法,保證焊接過程中焊接區內的高度清潔。因為前橋使用過程中基本受拉應力作用,所以,在整體裝配修磨的過程中,嚴格打磨細節,必須保證縱向打磨,以避免橫向打磨帶來的劃痕,影響結構的疲勞壽命。對打磨的痕跡進行拋光,嚴格保證裝配間隙,焊縫均通過AWS D1.1標準的UT探傷檢查[2]。
1.3 前橋焊接夾具的設計制作
前橋結構復雜、尺寸多,組件包含的零件多,沒有合適的焊接夾具很難實現焊接裝配。
設計制作了柔性焊接夾具,并在試制后進行了工裝的優化完善(圖4),實現了大厚度彎曲工件的高精度定位、剛性固定焊接和裝配焊接;保證了裝配精度,同時對控制焊接變形起到了很好的效果。

2 前橋數控加工工藝設計
2.1 五面加工中心設備應用
前橋總成尺寸:長度6 m多,寬度近2 m,鏜孔、銑端面、鉆孔等加工內容較多,而且加工部位不在一個平面。針對這樣的工件的機加工,只能選用大型鏜銑類機床,盡可能一次裝夾,完成多道工序的加工,這樣,工件的加工精度才能得以保證。綜合考慮,選定了五面加工中心進行前橋總成加工。
2.1.1 五面加工中心概貌
五面加工中心是荷蘭Unisign廠家生產的,型號為Uniport7。其結構為龍門動梁式,具有立臥加工的功能,被加工工件在一次裝夾后能完成除安裝面外的所有側面和頂面(5個面)的加工,加工運動的完成是靠主軸的立臥轉換及臥式主軸的旋轉來實現的。
2.1.2 立臥轉換主軸頭的應用
Uniport7機床配有3種主軸頭,分別是立式主軸頭、臥式主軸頭(圖5)和加長立式主軸頭(圖6)。臥式主軸頭及其360°的旋轉可實現XZ平面和YZ平面上的運動和加工;立式主軸頭和加長立式主軸頭可實現XY平面上的運動和加工,加長立式主軸頭可避開主軸與復雜形狀工件的干涉,進行工件內部較深部位的加工。

Uniport7機床的3種主軸頭有固定的存放機構(類似刀庫,見圖 6、7)。在程序指令(M06、M66、M86)的控制下,自動實現存放機構的開關和各種主軸頭的存取,節省了生產輔助時間,尤其在批量生產需要頻繁更換主軸頭時,能明顯提高生產效率。

2.1.3 主軸的內外冷卻功能
為適應高速切削時對刀具和工件提供充足的冷卻和潤滑液,Uniport7配有內冷卻或外冷卻功能,根據具體加工需要,在編程時可預先設置,實現了高速切削或深孔加工對刀具的冷卻要求。
內冷的程控指令是M07,外冷的程控指令是M08。主軸的內外冷卻功能能夠起到充分的冷卻潤滑作用,對保證工件加工質量和提高刀具耐用度有很好的作用。
2.1.4 自動換刀系統(ATC)及刀庫
Uniport7還備有自動換刀系統(ATC)及刀庫,且刀庫容量較大,加工中同時能容納70多把刀具的儲存,在程序指令控制下方便地更換加工中使用的各種刀具。在加工過程中,刀庫里的刀具按照指令自動進行選刀(識別刀)、機械手抓刀、向主軸孔或刀庫里裝刀等一系列動作。這樣的ATC系統,可以在加工過程中同時進行選刀工作,機械手將前期預備工作完成,加工中需要相應刀具時,可就近將機械手中的刀與主軸上的刀(上道工序刀具)進行交換,減少了加工輔助時間。
2.2 先進高效刀具選型
刀具技術的發展,為數控高速切削提供了方便,在銑削方面,選用了高效的鑲硬質合金刀片式玉米棒銑刀(圖7)、機夾式端面銑刀等,一方面適應大進給、大切削,另一方面加工中刀具磨損后,將刀片轉位或更換刀片即可,效率高,不需整體取下刀具來進行修磨。
在鉆削方面,結合機床先進的內冷功能,選用了高速內冷鉆頭,工件材料為16Mn,為提高效率大多選用刀刃上帶涂層的硬質合金內冷鉆頭(HM),見圖8。在實際加工過程中,往往遇到鉆削部位有焊道,對于硬質合金鉆頭來說容易打刀、崩刃,所以在焊道加工部位選用了高速鋼(HSS)內冷刀具,韌性較好,打刀現象也有所好轉。

對于較大孔的加工,以往的加工經驗是先用小鉆頭鉆,然后用擴孔鉆,需要3~4個直徑大小不同的鉆頭,現采用機夾式鑲刀片型大直徑鉆頭(圖9),可一次完成大直徑孔的加工,省去了多次鉆、擴加工,提高了生產效率,刀具運用數量更少。

對于重量較大的刀具(包括刀頭、刀體等),選用的是新型鋁合金刀體結構(圖10),方便于數控機床快捷又安全地自動換刀。

2.3 機加工工藝方案及應用原理
詳細分析電動輪礦車前橋結構,充分結合機床、刀具和夾具的功能,進行了合理的工藝設計。重點考慮的有以下幾點:
2.3.1 統一基準加工法應用
利用先進的數控功能設備和3種主軸頭,只分兩次裝夾完成。在每一次裝夾中,立、臥式主軸頭靈活調用,粗基準只選擇一次,統一基準完成該次全部內容的加工,將多工序內容合并為一道工序或較少工序進行加工,這樣避免了多次裝夾帶來的誤差和過多的輔助時間,保證了大型焊接結構件的位置尺寸等精度要求,提高了加工效率,減輕了操作員工的勞動強度[3]。
國內傳統加工工藝是利用大型鏜銑床或落地鏜銑床,需要4~5次裝夾完成整個前橋總成的加工內容,多了卸下工件和二次裝夾找正的時間。同時傳統方法存在基準不重合,加工后的前橋位置尺寸精度差,工件加工后一致性差等不足。利用數控龍門5面加工中心,提高生產效率40%左右。
2.3.2 節省生產輔助時間
工藝編制中,盡可能使用同一把刀具完成較多的加工表面,以減少換刀次數,簡化加工路線、縮短輔助時間。比如:涉及到前橋兩端孔粗鏜或精鏜內容相同時,在換一次刀的情況下將各處相同加工內容孔全加工完,然后再換刀進行下步加工。
對多次重復的加工動作,編寫了子程序,由主程序調用。這時就可把加工循環動作編寫成子程序,不僅簡化了編程工作量,而且程序長度明顯縮短。
2.3.3 切削工序合理安排以保證加工精度
對于同一部位銑、鏜加工,采取了先銑后鏜的順序進行加工,因為銑削力較大,工件易變形,可等其恢復后再進行鏜孔,這樣有利于保證孔的加工精度。相反,如果先鏜后銑平面,必然會在孔口產生毛刺、飛邊,影響孔的精度[4]。
2.3.4 設計裝夾輔具
在前橋的機加夾具中,首次設計和應用了菱形塊裝夾輔助裝置,替代傳統的T型塊裝置。傳統裝卸中,在每次裝卸工件時,需將連接拉桿的T型塊從機床工作臺的兩端插入工作臺的T型槽內,對準工作臺上拉桿位置,進行緊固工件;利用菱形塊裝夾輔助裝置,可在工作臺的任意位置將菱形塊放置在機床的T型槽內,實現裝夾,方便快捷。
制定的工藝規程及機加操作卡以及編制的數控加工程序本文不再贅述。
3 結語
大型結構件電動輪前橋制造,應用了多項技術:
(1)采用分段退縮、多層多道對稱焊接的工藝方法,成功地控制了大型結構件中細長箱型梁結構的焊接變形;
(2)利用了三元富氬混合保護氣體,加入少量O2,應用于大型結構件焊接,能夠有效改善焊縫的冶金性能,提高焊縫強度;
(3)利用氬弧焊重熔焊趾處的方法,消除了焊縫過渡區的咬邊等缺陷,提高焊縫的疲勞強度;
(4)利用先進數控機床的多項功能,應用“統一基準”、“工序集中、一機多用”等原理,首次在國內用龍門5面加工中心進行前橋加工,機加精度及表面質量得到很好的保證。科學配置刀具,實現高效切削,效率提高40%左右;
(5)設計制作新型裝夾裝置進行前橋在機床上的裝夾緊固,方便快捷,并獲授權實用新型專利,專利號為:ZL200920159322.5。
電動輪大型部件制造的實現,積極推動了大噸位電動輪礦車國產化進程,逐步掌握大型結構件的自主加工技術,降低了整車成本,對電動輪礦車產品的銷售起到了重要作用。
[1]王運敏.中國采礦設備手冊[M].北京:科學出版社,2007.
[2]吳毅雄.焊接手冊[M].北京:機械工業出版社,2008.
[3]顧崇銜,等.機械制造工藝學[M].西安:陜西科學技術出版社,1995:22.
[4]陳宏鈞.實用機械加工工藝手冊[M].北京:機械工業出版社,2003.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
