數(shù)控車床學(xué)習(xí)應(yīng)把握好的六個(gè)“點(diǎn)”
2011-09-21 06:26:32李建生張衛(wèi)衛(wèi)
職業(yè)教育研究 2011年2期
關(guān)鍵詞:數(shù)控車床
李建生 張衛(wèi)衛(wèi)
(洛陽高級(jí)技工學(xué)校河南洛陽471000)
數(shù)控車床學(xué)習(xí)應(yīng)把握好的六個(gè)“點(diǎn)”
李建生 張衛(wèi)衛(wèi)
(洛陽高級(jí)技工學(xué)校河南洛陽471000)
針對(duì)職業(yè)學(xué)校學(xué)生在學(xué)習(xí)數(shù)控車床中存在的困難,從數(shù)控車床的六個(gè)“點(diǎn)”入手,詳盡地解釋了這些點(diǎn),闡述了它們的關(guān)系,強(qiáng)調(diào)了它們在數(shù)控車床學(xué)習(xí)中的重要性。
數(shù)控車床;機(jī)床原點(diǎn);參考點(diǎn);程序原點(diǎn);快速定位點(diǎn);刀位點(diǎn);換刀點(diǎn)
數(shù)控車床又稱為CNC車床,即計(jì)算機(jī)數(shù)字控制車床,它用數(shù)字化的信息來實(shí)現(xiàn)自動(dòng)化控制,是目前國內(nèi)使用量最大、覆蓋面最廣的一種數(shù)控機(jī)床,約占數(shù)控機(jī)床總數(shù)的25%。社會(huì)上學(xué)習(xí)數(shù)控車床的人越來越多,絕大多數(shù)中等職業(yè)學(xué)校相繼開設(shè)了數(shù)控專業(yè)。許多中職學(xué)生理解能力較差,剛開始學(xué)時(shí)往往感到無從下手,尤其在編制加工程序時(shí),更是糊里糊涂。對(duì)此,筆者認(rèn)為關(guān)鍵是學(xué)生在學(xué)習(xí)時(shí)對(duì)六個(gè)很重要的車床點(diǎn)分不清楚。這六個(gè)點(diǎn)是機(jī)床原點(diǎn)、參考點(diǎn)、程序原點(diǎn)、快速定位點(diǎn)、刀位點(diǎn)、換刀點(diǎn)。
機(jī)床原點(diǎn)
機(jī)床原點(diǎn)是生產(chǎn)廠家在制造機(jī)床時(shí)設(shè)置的固定的點(diǎn),也稱機(jī)床零點(diǎn)。它是在裝配、調(diào)試機(jī)床時(shí)就確定下來的。數(shù)控車床的原點(diǎn)一般位于車床卡盤端面與主軸中心線的交點(diǎn)處。通常不允許用戶改變。以機(jī)床的原點(diǎn)為坐標(biāo)系稱機(jī)床坐標(biāo)系,如圖1所示。
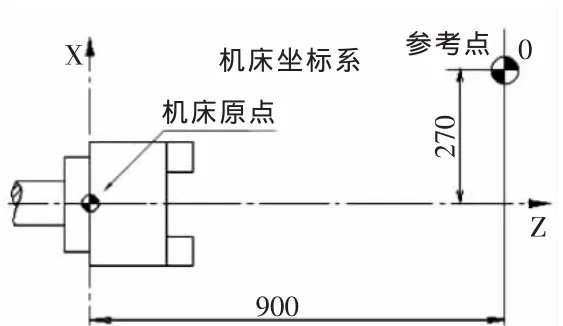
圖1 機(jī)床原點(diǎn)示意圖
參考點(diǎn)
參考點(diǎn)是機(jī)床廠家在機(jī)床上設(shè)置的一個(gè)物理位置。與機(jī)床原點(diǎn)的相對(duì)位置是固定的。如圖1中的O點(diǎn)。車床出廠前由機(jī)床制造商精密測量確定。也有些機(jī)床的參考點(diǎn)在X軸、Z軸的正向極限位置附近,與零點(diǎn)重合(如圖2所示),所以回參考點(diǎn)也稱回零。
回參考點(diǎn)的必要性是:數(shù)控機(jī)床位置檢測裝置如果采用絕對(duì)編碼器,由于系統(tǒng)斷電后位置檢測裝置靠電池來維持坐標(biāo)值實(shí)際位置的記憶,所以機(jī)床開機(jī)時(shí),不需要返回參考點(diǎn)。目前,大多數(shù)數(shù)控車床采用增量編碼器作為位置檢測裝置,系統(tǒng)斷電后,工件坐標(biāo)系的坐標(biāo)值就失去記憶,車床盡管靠電池維持機(jī)械坐標(biāo)值的記憶,但只是記憶機(jī)床斷電前的坐標(biāo)值而不是機(jī)床的實(shí)際位置,所以車床首次開機(jī)后要進(jìn)行返回參考點(diǎn)操作。
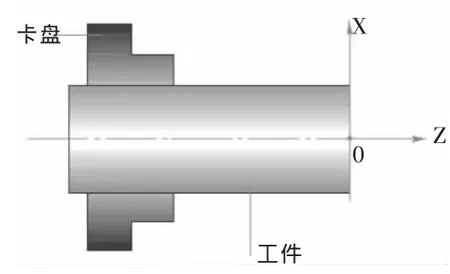
圖2 某些車床的參考點(diǎn)與零點(diǎn)重合示意圖
返回參考點(diǎn)還有以下好處:(1)系統(tǒng)通過參考點(diǎn)來確定機(jī)床的原點(diǎn)位置,以正確建立機(jī)床坐標(biāo)系。(2)可以消除絲杠間隙的累計(jì)誤差及絲杠螺距誤差補(bǔ)償對(duì)加工的影響。
程序原點(diǎn)
也叫編程原點(diǎn),是編程人員在編程中定義在工件上的幾何基準(zhǔn)點(diǎn),也稱編程零點(diǎn)、工件原點(diǎn)。編程原點(diǎn)是在數(shù)控加工時(shí)刀具相對(duì)于工件運(yùn)動(dòng)的起點(diǎn),所以也稱對(duì)刀點(diǎn)。
編程原點(diǎn)視工件的具體情況而設(shè)定,一旦確定,在編程時(shí),就要以此點(diǎn)來計(jì)算坐標(biāo)值。從理論上講,編程原點(diǎn)可以選擇工件上的任何一點(diǎn),但實(shí)際上為了換算尺寸簡便,減少計(jì)算誤差,應(yīng)選擇一個(gè)合理的編程原點(diǎn)。數(shù)控車床的編程原點(diǎn)一般選在工件右端面與主軸軸線的交點(diǎn)上,通過對(duì)刀確定。
編程人員在確定編程原點(diǎn)時(shí),一般要遵循如下原則:(1)所選的原點(diǎn)應(yīng)便于計(jì)算,以利于編程。(2)應(yīng)選在工件的對(duì)稱中心上,以簡化編程。(3)應(yīng)選在容易找正、在加工過程中便于檢查的位置上。(4)應(yīng)盡可能選在零件的設(shè)計(jì)基準(zhǔn)或工藝基準(zhǔn)上,以使加工引起的誤差最小。
快速定位點(diǎn)
快速定位點(diǎn)是編程人員在編制程序時(shí),設(shè)定在工件端面附近的一個(gè)點(diǎn)。當(dāng)?shù)毒呖焖俣ㄎ坏酱它c(diǎn)后,從這一點(diǎn)開始插補(bǔ)進(jìn)給,當(dāng)直線插補(bǔ)時(shí),一般設(shè)定X值比工件外圓大2~3毫米,Z值離開工件端面2毫米左右。此點(diǎn)設(shè)定太近,有可能與工件毛坯相撞,太遠(yuǎn)則空走刀時(shí)間太長,會(huì)降低加工效率。因此,有些學(xué)生在編程時(shí)把快速定位點(diǎn)設(shè)在Z0的位置,表示刀尖已經(jīng)接觸工件,是不合理的。
刀位點(diǎn)
車刀上可以作為編程和加工基準(zhǔn)的點(diǎn)稱為刀位點(diǎn),也是指能表示刀具特征的點(diǎn)。常用數(shù)控車削的車刀主要是尖形車刀,在不考慮刀尖微小圓弧的情況下,可認(rèn)為刀尖即為刀位點(diǎn)。數(shù)控編程的實(shí)質(zhì)就是描述刀具的刀位點(diǎn)在編程坐標(biāo)系中運(yùn)動(dòng)的軌跡。常用車刀的刀位點(diǎn)如圖3所示。切槽刀有左右兩個(gè)刀位點(diǎn),在編程時(shí)要根據(jù)圖紙上的尺寸來選擇,目的是有利于編程。
換刀點(diǎn)
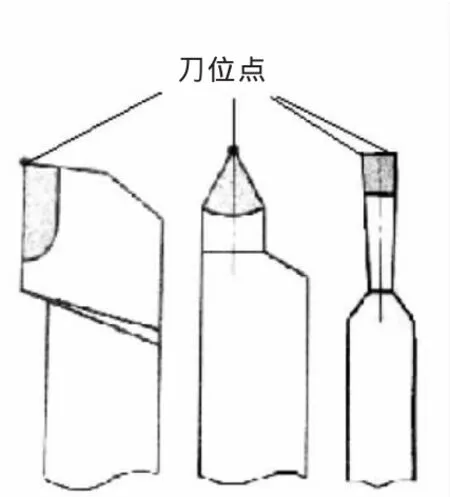
圖3 常用車刀的刀位點(diǎn)示意圖
較復(fù)雜的工件,就要用多把刀加工。換刀點(diǎn)就是指在編制數(shù)控車床加工程序時(shí),相對(duì)于編程原點(diǎn)而設(shè)定的一個(gè)換刀位置。在此點(diǎn)旋轉(zhuǎn)刀架,安裝在刀架上的任何一把刀具都不能與工件、尾座、夾具等發(fā)生碰撞,否則將發(fā)生安全事故。一般換刀點(diǎn)都設(shè)置在工件的外面,并留有一定的安全區(qū),其設(shè)定值可用實(shí)際測量法或計(jì)算確定。
以上對(duì)這六個(gè)點(diǎn)做了詳盡的描述,學(xué)生在學(xué)習(xí)中,必須明白這幾個(gè)點(diǎn)的相互關(guān)系。機(jī)床原點(diǎn)和參考點(diǎn)存在著確定的位置關(guān)系,不能輕易改變。換刀點(diǎn)、快速定位點(diǎn)和編程原點(diǎn)之間存在一定關(guān)系,編程人員可以改變。在這幾個(gè)點(diǎn)中,機(jī)床原點(diǎn)、刀位點(diǎn)、參考點(diǎn)可以作為了解的內(nèi)容,不必花太多的精力。編程原點(diǎn)一定要選好,否則就會(huì)給編程或計(jì)算帶來麻煩。
通過對(duì)數(shù)控車床涉及的六個(gè)點(diǎn)的分析,明白了這些點(diǎn)各自的作用和相互關(guān)系,學(xué)生在學(xué)習(xí)時(shí)就不會(huì)再將這些點(diǎn)混淆在一起,就能更快地學(xué)好數(shù)控車床操作技術(shù)。
[1]謝曉紅.數(shù)控車削編程與加工技術(shù)[M].北京:電子工業(yè)出版社,2005.
[2]劉永久.數(shù)控機(jī)床故障診斷與維修技術(shù)[M].北京:機(jī)械工業(yè)出版社,2006.
[3]顧力平.數(shù)控機(jī)床編程與操作[M].北京:中國勞動(dòng)社會(huì)保障出版社,2005.
[4]韓鴻鸞.數(shù)控加工工藝學(xué)[M].北京:中國勞動(dòng)社會(huì)保障出版社,2005.
[5]徐國權(quán).數(shù)控加工技術(shù)[M].北京:中國勞動(dòng)社會(huì)保障出版社,2005.
(本文責(zé)任編輯:謝良才)
G712
A
1672-5727(2011)02-0132-02
李建生(1972—),男,河南洛陽人,洛陽高級(jí)技工學(xué)校加工中心技師,二級(jí)實(shí)訓(xùn)指導(dǎo)教師,研究方向?yàn)閿?shù)控技術(shù)。
張衛(wèi)衛(wèi)(1982—),女,河南洛陽人,洛陽高級(jí)技工學(xué)校加工中心技師,助理講師,研究方向?yàn)閿?shù)控技術(shù)。
猜你喜歡
裝備制造技術(shù)(2020年4期)2020-12-25 05:26:22
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:48
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:24
制造技術(shù)與機(jī)床(2017年4期)2017-06-22 11:18:05
制造技術(shù)與機(jī)床(2017年2期)2017-05-04 04:17:34
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年12期)2016-05-17 05:37:48
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:08
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:05:42
裝備機(jī)械(2015年1期)2015-02-28 22:19:52
組合機(jī)床與自動(dòng)化加工技術(shù)(2014年9期)2014-03-01 02:21:42
- 職業(yè)教育研究的其它文章
- 以評(píng)促建:高職長效機(jī)制的探索與實(shí)踐
——以廣州城市職業(yè)學(xué)院為例 - 運(yùn)用戰(zhàn)略管理理論構(gòu)建高職院校專業(yè)體系
——以江蘇財(cái)經(jīng)職業(yè)技術(shù)學(xué)院為例 - 基于.net的網(wǎng)絡(luò)學(xué)習(xí)平臺(tái)之構(gòu)建
- 基于網(wǎng)絡(luò)平臺(tái)的高師數(shù)學(xué)教學(xué)實(shí)踐及效果評(píng)價(jià)
- 基于PDCA方法的AutoCAD校本教材編寫實(shí)踐
- 高等職業(yè)教育“面向?qū)ο蟆苯虒W(xué)模式之構(gòu)建