圓坯連鑄生產優化
2011-09-07 02:13:46辛鑫
天津冶金 2011年3期
辛鑫
(天津天鐵冶金集團有限公司煉鋼廠,河北涉縣056404)
圓坯連鑄生產優化
辛鑫
(天津天鐵冶金集團有限公司煉鋼廠,河北涉縣056404)
針對天鐵集團煉鋼廠圓坯生產開臺成功率不高、連拉爐數偏低及成品出現橢圓度超標,非金屬夾雜和表面裂紋等質量缺陷進行了研究。采取了強化崗位操作,重新修訂中包烘烤工藝,改用小直徑水口澆注等措施,提高了連澆爐數。通過加強對結晶器使用的跟蹤檢查,優化工藝參數,調整保護渣理化指標等,解決了圓坯的質量問題,提高了合格率。
連鑄圓坯連拉爐數結晶器質量
1 前言
為適應天鐵集團煉鋼廠產品結構調整的要求,于2007年~2008年對煉鋼廠原2#小方坯連鑄機進行了深度改造,由原來生產小方坯、矩形坯改為生產方圓坯(以圓坯為主)。投產初期從2008年10月至2009年上半年,圓坯的生產出現了較多的問題,主要有開臺成功率不高,連拉爐數低;鑄坯存在橢圓度超標、非金屬夾雜、表面裂紋等質量缺陷,造成質量合格率偏低。為解決上述問題,使生產順行,質量合格率達到要求,采取了相應的攻關措施,取得了良好效果。目前已達到平均月產45 000 t,生產了37Mn5、27SiMn、L360Nb、C22.8、30Mn2V、20G等20余種新鋼種,為天鐵集團的產品多元化,創收創效奠定了堅實的基礎。
2 圓坯生產工藝路線及鑄機基本參數
2.1 生產工藝路線

2.2 鑄機基本參數
連鑄生產設備參數如下:
轉爐公稱容量:3座45 t;
機型:全弧形五流連鑄機;
斷面:覬150mm覬180 mm覬210 mm;
鑄機半徑:9m;
冶金長度:24m;
中間包容量:T形24~26 t;
流間距:1 300mm;
結晶器類型:管式弧形結晶器安裝液面檢測裝置外置式電磁攪拌;
銅管:覬850mm,磷脫氧銅、內表面鍍鉻;
振動:無干擾復式全板簧振動;
振頻:50~274次/min(變頻調速);
振幅:0~6mm(連續可調)。
安徽華華電纜集團有限公司董事長葉某與程瀚系老鄉,為了討好程瀚這個手握實權的老鄉,2006年春節期間的一天,葉某以拜年為由,主動來到程瀚位于省公安廳的宿舍送給他5萬元現金和三四條“玉溪”香煙。
3 主要問題及解決措施
3.1 開臺成功率不高,連拉爐數偏低
3.1.1 開澆時往往會發現水口中有雜物將其堵塞,通過頻繁開關塞棒的措施,用注流沖刷雜物,但作用不大,致使開澆時,此流不下流。因澆鋼周期延長,最終導致因爐機不匹配而提前停澆。一般這種情況下,連拉爐數不超過10爐。相關耐材、備件費用居高不下。
3.1.2 經現場跟蹤調查發現,中包烘烤時間過長或烘烤溫度太高會使包蓋或包壁上的打結料脫碳崩裂,一部分耐材或粘渣掉落到座磚周圍造成水口堵塞。中包烘烤時間短時,保護水口溫度達不到開澆溫度要求(保護水口與澆注水口為整體式水口),開澆時在保護水口內易結冷鋼,也會造成該流不能正常澆注。
3.1.3 針對上述問題采取如下措施
(1)重新修訂了中包烘烤工藝制度,小火烘烤2 h,中火烘烤2 h,接到鋼水到精煉爐指令后大火烘烤0.5~1 h,可以根據當天生產情況適當調整中包烘烤,但必須保證開臺時中包包壁外側溫度達到100℃,中包烘烤時間在5~6 h之內,不得超過7 h。
(2)加裝了一個風道,以增加水口用負壓式抽風烘烤器的烘烤效果,并用保溫棉為水口保溫,使浸入式水口在開澆前溫度達到500℃左右。
(3)生產覬210 mm斷面的圓坯時,最初使用的是覬40mm的水口,由于其壁厚為75mm,要達到烘烤溫度所需要的時間長。中包烘烤時間一般都超過7 h,水口內有異物的情況頻繁發生。另外,開澆時水口直徑大,結晶器液面不好控制,易冒鋼,事故率高,故將所有斷面的圓坯均改用覬32mm水口澆注。
(4)強化崗位操作。開澆時采用先小流后大流的方法控制鋼流,在控制起步拉速的同時,縮短手動和自動轉換時間,最大程度地穩定液面,減少冒鋼、漏鋼事故的發生。
3.2 提高鑄坯質量合格率
在生產初期,鑄坯橢圓度嚴重超標,覬150mm斷面不同方向直徑之差在3 mm~4 mm。通過加強銅管條件的質量驗收,定期檢測結晶器水縫,在結晶器通鋼量達到1 800 t左右時及時更換結晶器銅管,控制拉矯壓力在1.8~2.5 MPa等措施,有效地控制了圓坯斷面尺寸,經跟蹤檢測,采取措施后圓坯橢圓度在廠控標準范圍內。
3.2.2 非金屬夾雜
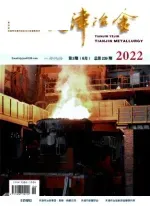
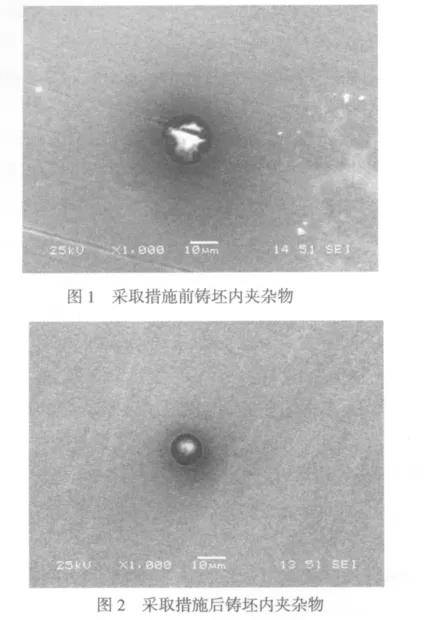
對鑄坯取樣分析,鋼內夾雜物主要有內生夾雜物和外來夾雜物。內生夾雜物來源于煉鋼過程,脫氧產物未能得到充分上浮而殘留在鋼水中。為減少鋼水中的內生夾雜物,要求嚴格控制生產節奏,保證鋼水吹氬時間,確保夾雜物充分上浮[1]。在全程保護澆注的同時,控制結晶器液面波動不超過±3 mm,以不裸露鋼水液面為原則,勤加、少加保護渣,減少液面波動造成的卷渣,避免外來夾雜物。
采取措施前后鑄坯經掃描電鏡觀察鋼樣中夾雜物顆粒大小對比如圖1、圖2。
3.2.3 表面縱裂
表面縱裂是在結晶器彎月面區初生坯殼厚度不均勻,作用于坯殼上的拉應力超過鋼的高溫允許強度和應變,在坯殼的薄弱處產生應力集中,導致產生縱裂出結晶器后在二冷區繼續擴展[2]。2#機在生產之初,出現的縱裂紋很長,有時候9m定尺的鑄坯通長都有裂紋,而且往往在鑄坯凹陷處出現。生產一段時間后,出現的裂紋大部分是無定位、不規則的毛細裂紋。
解決措施如下。
(1)下線的結晶器進行解剖后發現結晶器進回水密封不嚴,有進回水互混的情況,減弱了結晶器的冷卻效果。這樣會導致鑄坯在結晶器內冷卻不均,初生坯殼薄厚不一致,在鑄坯凹陷處的坯殼較薄,承受不了作用于坯殼上的拉應力而產生裂紋。于是在結晶器原進回水入口處加裝了“○”型密封墊圈,嚴格區分進水水路和回水水路,提高結晶器冷卻強度。
嚴格對弧精度,如果對弧不好,會造成結晶器內坯殼與銅管之間的氣隙不均勻。在氣隙大的一面,結晶器傳熱慢,容易造成凹陷[3]。
(2)加強與調度、轉爐的聯系,除開臺第一爐和異常爐次外,低過熱度澆注,控制過熱度在20℃左右,增加初生坯殼內等軸晶的數量,減少毛細裂紋。
(3)各斷面鑄坯尤其是在生產27SiMn、37Mn5等易出現表面縱裂的鋼種時,拉速控制在下限,如:27SiMn (覬210 mm)拉速一般控制在1.2~1.3 m/min,37Mn5 (覬150 mm)拉速一般控制在2.2~2.8 m/min。除澆注溫度過低或調度通知漲拉速之外,不得隨意調整拉速。
(4)根據生產情況,調整了部分工藝參數,見表2。
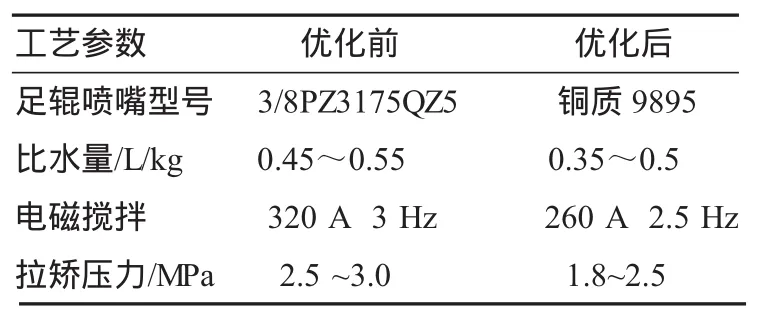
表2工藝參數對照表
(5)調整保護渣成分和理化指標,使之與鋼種、拉速更匹配。如圖3所示。
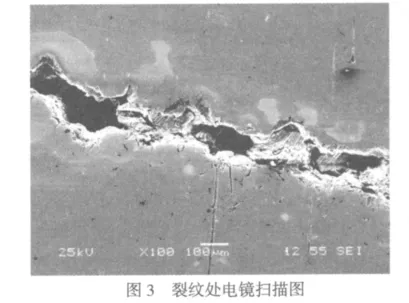
圓坯投產初期生產覬210 mm斷面的20#、27SiMn鋼種時出現批量裂紋廢品,對各流鑄坯作標記發現裂紋各流均出現過,位置也不固定,一般在鑄坯兩頭,凹陷處居多,且裂紋周圍很不潔凈,呈褐色。在裂紋處取樣用電鏡掃描,發現有非金屬夾雜現象,屬典型的保護渣性能與鋼種不匹配造成的裂紋。
與保護渣廠家聯系,根據我廠澆注27SiMn、20#鋼成分、拉速等參數,對保護渣成分略做了調整,具體數值(覬210mm斷面)見表3。
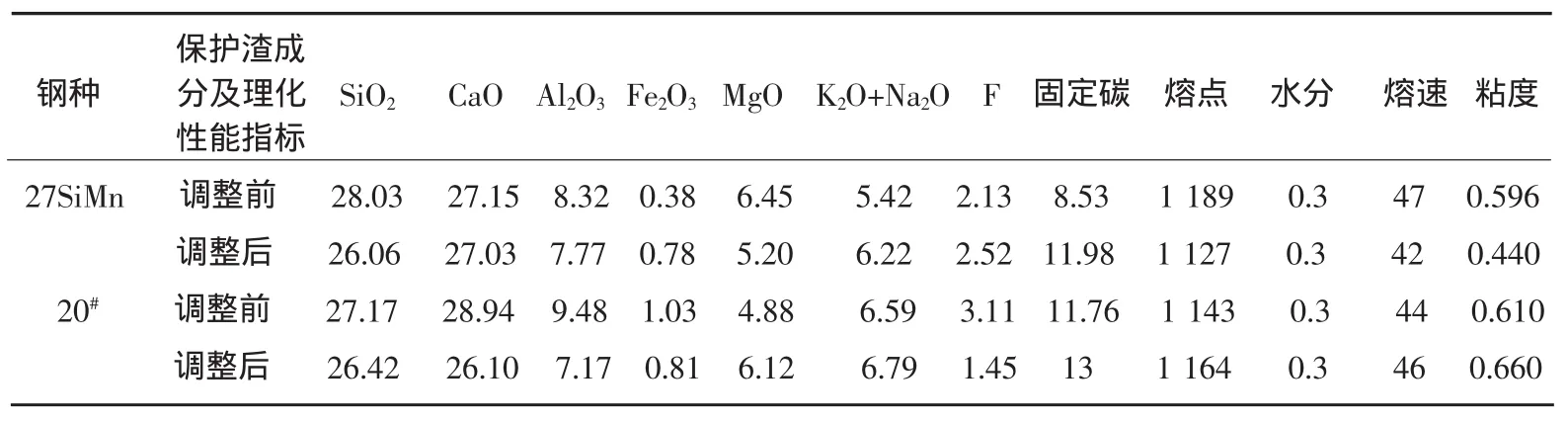
表3 27SiMn、20#鋼保護渣理化性能表
(6)全程保護澆注,大包保護套管加密封墊加氬封,正常情況下滿包澆注,開澆前浸入式水口保證垂直、對中良好,專人負責檢查、確認。水口插入深度80 mm~120mm,穩定液面,防止卷渣。
4 結論
采取這些工藝優化措施后,2#機圓坯連拉爐數明顯提高。2009年圓坯平均連拉爐數為14.7爐,2010年平均連拉爐數為18.1爐。質量合格率也從2009年的99.46%,提高到了99.91%。低倍檢驗也符合廠控標準。
(收稿2011-03-17責編崔建華)
[1]譚振宇.20管鋼鑄坯低倍缺陷控制[J].煉鋼,2006,22(2):15.
[2]蔡開科,程士富.連續鑄鋼原理與工藝[M].北京:冶金工業出版社,2003:311.
[3]馬立軍,鄧志勇.改善ST37.0鋼圓坯表面質量的實踐[J].連鑄,2008(4):32.
辛鑫,2005年畢業于天津理工大學冶金工程專業,工程師,現在天津天鐵集團煉鋼廠從事技術開發工作。
book=1,ebook=1
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
建筑材料學報(2014年3期)2014-03-11 17:08:02